

Inledning
Stirrar du på en översvämmad kontrollpanel efter vad du trodde var en perfekt installation av kabelförskruvningar? Du är inte ensam om detta mardrömsscenario. En felaktigt installerad IP68 vattentät kabelförskruvning1 kan kosta tusentals kronor i skador på utrustning, driftstopp och säkerhetsrisker. Frustrationen över att upptäcka vatteninträngning flera veckor efter installationen är något som varje ingenjör fruktar.
För att uppnå en tillförlitlig installation av IP68-vattentäta kabelförskruvningar krävs noggranna förberedelser, korrekt tätningsteknik och systematisk momentapplicering - genom att följa en metodisk 8-stegsprocess säkerställs konsekventa resultat och kostsamma fel på grund av vatteninträngning förhindras, vilket kan förstöra känslig elektrisk utrustning.
Förra månaden ringde David, en underhållschef på ett reningsverk i Michigan, till oss i panik efter att ha upptäckt vatten inuti huvudkontrollskåpet. Trots att man hade använt "vattentäta" kabelförskruvningar hade felaktig installation äventyrat IP68-klassningen under kraftigt regn. Låt mig gå igenom den exakta steg-för-steg-processen som förhindrar dessa kostsamma misstag och säkerställer skottsäker vattentät prestanda varje gång.
Innehållsförteckning
- Vilka verktyg och material behöver du för en IP68-installation?
- Hur förbereder du kabeln och kapslingen på rätt sätt?
- Vilken är den korrekta monteringssekvensen för maximal tätning?
- Hur använder man rätt vridmoment för IP68-prestanda?
- Vilka testmetoder verifierar din IP68-installation?
- Vanliga frågor om installation av vattentäta kabelgenomföringar
Vilka verktyg och material behöver du för en IP68-installation?
Att försöka installera IP68 utan rätt verktyg är som att utföra en operation med köksredskap - tekniskt möjligt men garanterat misslyckat när det gäller som mest.
För att lyckas med installationen av IP68-vattentäta kabelförskruvningar krävs särskilda verktyg, t.ex. kalibrerade momentnycklar, verktyg för kabelavskalning, gängtätningsmedel och lämplig personlig skyddsutrustning, medan materialvalet måste omfatta kompatibla O-ringar, lämpliga gängtätningsmedel och kabelförskruvningar i rätt storlek för din specifika applikation.

Checklista för viktiga verktyg
Precisionsverktyg för installation:
- Kalibrerad momentnyckel2 (2-50 Nm intervall minimum)
- Verktyg för avisolering av kablar för ren borttagning av pansar/mantel
- Gängskärningsolja för smidig installation
- Digitala skjutmått för exakt mätning av kabeldiametern
- Avgradningsverktyg för smidig kabelförberedelse
Utrustning för kvalitetskontroll:
- Tryckprovningssats för verifiering av IP-klassning
- Multimeter för kontinuitetstest
- Ficklampa/inspektionslampa för visuell verifiering
- Gängmätare för kontroll av kompatibilitet
Kritiskt materialval
Hassan, som är chef för en petrokemisk anläggning i Saudiarabien, fick lära sig den här läxan den hårda vägen. I hans första installation användes generiska O-ringar som gick sönder inom några månader på grund av kemisk inkompatibilitet. Här är vad vi rekommenderade:
Tätningsmaterial:
- EPDM O-ringar för allmänna utomhusapplikationer
- Viton/FKM-tätningar3 för kemisk beständighet
- Packningar av silikon för extrema temperaturområden
- PTFE gängtätningsmedel för metall-till-metall-gängor
Kabelgenomföring Komponenter:
- Kropp i 316L rostfritt stål för korrosionsbeständighet
- Kompressionsmuttrar av mässing med korrekt plätering
- Kabeltätningar av neopren dimensionerad för specifik kabeldiameter
- Komponenter för dragavlastning för mekaniskt skydd
Matris för materialkompatibilitet
| Miljö | Material i kroppen | Tätningsmaterial | Tätningsmedel för gängor | Förväntad livslängd |
|---|---|---|---|---|
| Hav/kust | 316L SS | EPDM/Viton | PTFE av marin kvalitet | 15+ år |
| Kemisk bearbetning | 316L SS | Viton/FFKM | Kemikalieresistent | 10+ år |
| Allmän industri | Mässing/SS | EPDM | Standard PTFE | 10+ år |
| Livsmedelsbearbetning | 316L SS | FDA-silikon | Livsmedelskvalitet | 8+ år |
På Bepto tillhandahåller vi kompletta installationssatser med förvalda kompatibla material, vilket eliminerar gissningar och säkerställer optimal prestanda för din specifika applikation.
Inspektion före installation
Kritiska verifieringssteg:
- Kontroll av trådkompatibilitet - verifiera manlig/kvinnlig trådmatchning
- O-ringens skick - inspektera för hack, skärsår eller kontaminering
- Mätning av kabeldiameter - säkerställa korrekt passform inom körtelområdet
- Ytbehandling - rengör alla kontaktytor noggrant
- Antal komponenter - Kontrollera att alla delar finns på plats före start
Kom ihåg att om du upptäcker saknade eller inkompatibla komponenter under installationen leder det ofta till genvägar som äventyrar IP68-prestandan.
Hur förbereder du kabeln och kapslingen på rätt sätt?
Dåliga förberedelser är den tysta mördaren av IP68-installationer - även förstklassiga kabelgenomföringar misslyckas när grundläggande förberedelser hoppas över eller påskyndas.
Korrekt förberedelse av kablar och kapslingar innebär exakt avskalning av kablar enligt tillverkarens specifikationer, noggrann rengöring av alla ytor, avgradning av vassa kanter och säkerställande av att gängningen uppfyller minimikraven för tillförlitlig tätning och långsiktig prestanda.
Sekvens för kabelförberedelse
Steg 1: Noggrann mätning
- Mät kabelns ytterdiameter på flera ställen
- Konto för kabel ovalitet4 (icke runda kablar)
- Kontrollera att kabeln ligger inom kabelförskruvningens specificerade område
- Dokumentera mätningar för kvalitetsregister
Steg 2: Precisionsstrippning
- Skala av yttermanteln enligt tillverkarens exakta specifikationer
- Kritisk dimension: Vanligtvis 15-20 mm för de flesta applikationer
- Använd rätt verktyg för avmantling av kablar - undvik knivar som kan skära av ledarna
- Säkerställ rena, fyrkantiga snitt utan ojämna kanter
Steg 3: Förberedelse av rustning/sköld
- Vik tillbaka flätade skärmar jämnt runt kabelns omkrets
- Trimma armeringskablar för att förhindra kortslutning
- Applicera armeringsklämmor om så anges av tillverkaren
- Kontrollera att det inte finns några lösa trådar som kan äventyra tätningen
På Davids anläggning i Michigan uppmärksammades ett vanligt förberedande misstag. Deras underhållsteam använde verktygsknivar för att avisolera kablar, vilket skapade mikroskopiska skåror som tillät vatteninträngning under tryck. Efter att ha bytt till rätt avisoleringsverktyg och följt våra riktlinjer för förberedelser uppnådde de konsekvent IP68-prestanda.
Krav på förberedelse av skåp
Inspektion och rengöring av gängor:
- Avlägsna allt skräp, gammalt tätningsmedel och korrosion från gängorna
- Använd stålborstar och lämpliga lösningsmedel
- Kontrollera att gängorna inte är skadade och förhindrar korrekt tätning
- Applicera ett lätt lager gängskärningsolja för smidig installation
Förberedelse av ytan:
- Rengör alla packningssittytor med luddfria trasor
- Avlägsna färg, beläggning eller oxidation från tätningsytor
- Säkerställ plana, släta ytor för korrekt komprimering av O-ringen
- Kontrollera om det finns repor eller skåror som kan orsaka läckage
Vanliga förberedelsemisstag att undvika
Fel vid kabelförberedelse:
- Överdriven strippning - exponerar för mycket ledare, skapar läckagevägar
- Otillräcklig strippning - förhindrar korrekt tätningskompression
- Grova nedskärningar - skapa spänningskoncentrationer och potentiella brottpunkter
- Kontaminerade ytor - olja, fett eller smuts förhindrar korrekt tätning
Frågor om inneslutning:
- Målade trådar - förhindrar korrekt metall-mot-metall-kontakt
- Skräp i trådar - orsakar korsgängning och skador
- Skadade packningsytor - tillåter infiltration av vatten
- Felaktig hålstorlek - för stor förhindrar korrekt kompression
Kontrollpunkter för kvalitetskontroll
Kontrollera detta innan du fortsätter monteringen:
- Kabeldiametern överensstämmer med kabelförskruvningens specifikationer
- Bandlängderna uppfyller tillverkarens krav
- Alla ytor är rena och fria från skräp
- Trådarna är oskadade och korrekt förberedda
- Alla komponenter finns på plats och är kompatibla
Hassans team använder nu ett formellt checklistesystem som har minskat installationsfelen med 90% och helt eliminerat fel på grund av vatteninträngning.
Vilken är den korrekta monteringssekvensen för maximal tätning?
Att göra fel i monteringssekvensen är som att ta på sig strumporna efter skorna - tekniskt sett kan man få det att fungera, men det kommer aldrig att fungera som det ska när det testas.
Den korrekta monteringssekvensen för IP68-prestanda följer en specifik ordning: verifiering av gänggrepp, positionering av O-ringen, kabelinsättning med korrekt tätningskompression och systematisk åtdragning till specificerade vridmomentvärden samtidigt som korrekt kabelpositionering bibehålls under hela processen.
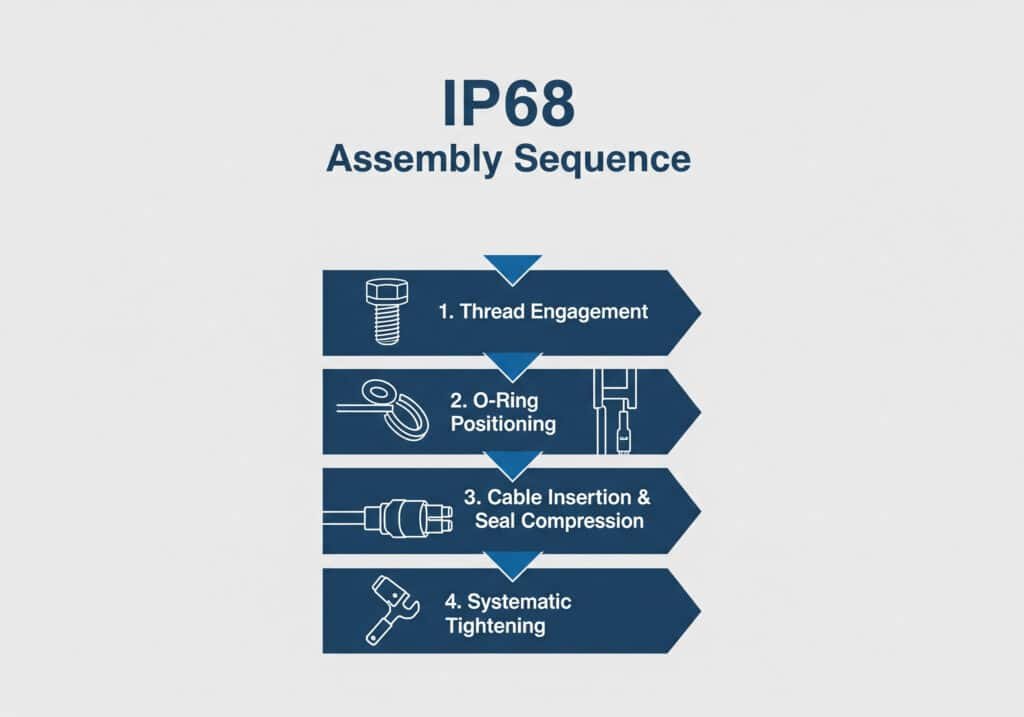
Den 8-stegs monteringsprocessen
Steg 1: Kontroll av gängans inkoppling
- Handskruva in genomföringen i skåpet med minst 5 hela varv
- Verifiera jämn gängning utan bindning eller tvärgängning
- Applicera ett tunt lager gängtätningsmedel endast på utvändiga gängor
- Se till att packboxen sitter i jämnhöjd med kapslingsytan
Steg 2: Installation av O-ring
- Inspektera O-ringen för skador, föroreningar eller felaktig storlek
- Smörj O-ringen med kompatibelt smörjmedel (ej petroleumbaserat)
- Montera O-ringen i rätt spår utan att vrida eller sträcka den
- Kontrollera att O-ringen sitter helt i det avsedda spåret
Steg 3: Kabelinsättning och positionering
- För in kabeln genom kompressionsmuttern och tätningselementen
- Positionera kabeln för att uppnå specificerad bandlängd
- Se till att kabeln sitter koncentriskt i genomföringens kropp
- Kontrollera att inga ledartrådar sträcker sig utanför angivna gränser
Steg 4: Positionering av tätningselement
- Placera primärtätningen runt kabeln på rätt plats
- Se till att tätningselementet inte är vridet eller deformerat
- Kontrollera att tätningens diameter överensstämmer med kabelns ytterdiameter
- Kontrollera att tätningen sitter rakt mot kompressionsytorna
Steg 5: Initial komprimering
- Dra åt kompressionsmuttern för hand tills tätningskontakt uppnås
- Kontrollera att kabeln inte kan dras eller tryckas genom tätningen
- Kontrollera att kabeln är centrerad i genomföringens kropp
- Säkerställ att komponenterna inte binder eller är felriktade
Avancerade monteringstekniker
Övervakning av kompression:
Hassans petrokemiska anläggning använder ett systematiskt tillvägagångssätt som jag varmt rekommenderar:
Indikatorer för visuell komprimering:
- Övervaka O-ringens deformation under åtdragning
- Se till att kompressionen är jämn över hela omkretsen
- Stoppa omedelbart om O-ringen börjar tränga ut ur spåret
- Kontrollera att tätningsmaterialet flödar jämnt runt kabeln
Dragavlastning för kabel:
- Behåll rätt böjningsradie för kabeln under installationen
- Säkra kabeln för att förhindra spänning i kabelförskruvningen
- Använd lämpliga kabelstöd inom 12 tum från kabelgenomföringen
- Kontrollera att det inte finns någon spänningskoncentration vid kabelgenomföringspunkten
Verifiering av monteringskvalitet
Kontrollpunkter i mitten av monteringen:
- Tråd engagemang - minst 5 fulla gängor engagerade
- O-ringens position - korrekt sittande utan skador
- Centrering av kabel - koncentrisk positionering bibehållen
- Tätningskontakt - jämn kompression runt kabelns omkrets
- Inriktning av komponenter - ingen bindning eller felinställning
Vanliga monteringsfel:
- Korstrådning - skadar gängor och förhindrar korrekt tätning
- Överkomprimering - skadar tätningar och minskar effektiviteten
- Kabeln är felriktad - skapar ojämn belastning och potentiella läckagevägar
- Förorenade tätningar - smuts eller skräp förhindrar korrekt tätning
- Felaktig sekvens - försök att installera komponenter i fel ordning
Davids team upptäckte att den främsta orsaken till misslyckanden var att de skyndade på monteringsprocessen. Efter att ha implementerat vår systematiska 8-stegsprocess med obligatoriska kontrollpunkter förbättrades deras installationsfrekvens från 75% till 99%.
Verifiering av slutmontering
Innan slutligt vridmoment appliceras:
- Alla komponenter korrekt placerade
- Kabel centrerad och dragavlastad
- O-ringarna är oskadade och sitter ordentligt
- Ingen korstrådning eller bindning
- Kompressionsmutter handtät med god kontakt
Detta systematiska tillvägagångssätt säkerställer att varje installation uppfyller IP68-kraven på ett konsekvent sätt, oavsett teknikerns erfarenhetsnivå.
Hur använder man rätt vridmoment för IP68-prestanda?
Vridmoment skiljer professionella installationer från amatörförsök - för lite och du får läckage, för mycket och du skadar kritiska tätningskomponenter.
Korrekt åtdragningsmoment för IP68-prestanda kräver kalibrerade verktyg, tillverkarspecificerade värden och systematiska åtdragningsmönster som säkerställer jämn tätningskompression utan att överbelasta komponenterna, vanligtvis mellan 15-45 Nm beroende på packboxens storlek och materialkonstruktion.
Riktlinjer för vridmomentspecifikationer
Standardvärden för vridmoment per storlek:
| Storlek på genomföring | Material | Vridmomentområde (Nm) | Nyckelstorlek | Typisk tillämpning |
|---|---|---|---|---|
| M12x1,5 | Mässing/SS | 8-12 | 19 mm | Små styrkablar |
| M16x1,5 | Mässing/SS | 12-18 | 22 mm | Instrumentering |
| M20x1,5 | Mässing/SS | 15-25 | 27 mm | Ström-/kontrollkablar |
| M25x1,5 | Mässing/SS | 20-30 | 32 mm | Kablar för medeleffekt |
| M32x1,5 | Mässing/SS | 25-40 | 41 mm | Stora strömkablar |
| M40x1,5 | Mässing/SS | 35-50 | 50 mm | Tunga tillämpningar |
Viktig anmärkning: Se alltid tillverkarens specifikationer eftersom värdena kan variera beroende på tätningens utformning och materialkombinationer.
Systematisk process för applicering av vridmoment
Fas 1: Inledande åtdragning (25% av slutligt vridmoment)
- Applicera initialt vridmoment för att sätta fast alla komponenter
- Verifiera jämn kompression runt hela omkretsen
- Kontrollera om det finns någon bindning eller felinställning
- Se till att kabeln förblir korrekt placerad
Fas 2: Progressiv åtdragning (50% av slutligt vridmoment)
- Öka vridmomentet gradvis i steg om 25%
- Övervaka tätningens kompression och O-ringens deformation
- Stoppa om du stöter på för stort motstånd
- Kontrollera att ingen komponent är skadad eller extruderad
Fas 3: Applicering av slutligt vridmoment (100% enligt specifikation)
- Applicera det slutliga vridmomentet med hjälp av en kalibrerad skiftnyckel
- Håll vridmomentet i 5-10 sekunder för att låta tätningen sätta sig
- Kontrollera att vridmomentet bibehålls efter 30 sekunder
- Dokumentera slutligt vridmomentvärde för poster
Hassans anläggning implementerade ett färgkodat system för verifiering av vridmoment som jag rekommenderar för kritiska applikationer:
System för verifiering av vridmoment:
- Grön etikett: Korrekt åtdragna enligt specifikation
- Gul tagg: Kräver kontroll av åtdragningsmoment
- Röd etikett: Övervridna eller skadade, måste bytas ut
Justering av vridmoment för miljön
Temperaturkompensation:
- Heta installationer (>40°C): Minska vridmomentet med 10-15%
- Kalla installationer (<0°C): Öka vridmomentet med 5-10%
- Miljöer med termisk cykling: Använd vridmomentvärden i mitten av intervallet
Materialspecifika överväganden:
- Rostfritt stål: Högre vridmomentmotstånd, använd övre intervall
- Mässing/Bronze: Mer benägna att irriterande5, använd gängsmörjmedel
- Aluminium: Lägre hållfasthet, undvik överdragning
Kalibrering och underhåll av vridmomentverktyg
Davids anläggning i Michigan lärde sig vikten av verktygskalibrering efter flera fel som kunde härledas till en okalibrerad momentnyckel som visade 20% för högt. Deras nya protokoll inkluderar:
Kalibreringsschema:
- Månatlig verifiering för verktyg som används ofta
- Årlig professionell kalibrering för alla vridmomentverktyg
- Omedelbar kalibrering efter eventuella fall eller stötar
- Dokumentation av alla kalibreringsaktiviteter
Kriterier för val av verktyg:
- Noggrannhet: ±3% av avläsningsminimum
- Range: Täcker dina applikationskrav med 20-80%-användning
- Typ: Klicka på önskad typ för konsekventa resultat
- Certifiering: Spårbara kalibreringscertifikat krävs
Verifiering efter vridmoment
Omedelbara kontroller:
- Vridmomentet bibehålls efter 60 sekunder
- Ingen synlig extrusion eller skada på tätningen
- Kabeln förblir korrekt placerad
- Ingen bindning eller felinställning av komponenter
- Flänsens kropp i jämnhöjd med kapslingen
Uppföljning efter 24 timmar:
- Kontrollera vridmomentvärdena igen (tätningssättning kan förekomma)
- Visuell inspektion för att upptäcka eventuella förändringar
- Kontrollera att ingen lossning har skett
- Dokumentera eventuella justeringar som gjorts
Denna systematiska metod för vridmomentsapplicering säkerställer konsekvent IP68-prestanda och eliminerar gissningar som leder till felaktiga installationer.
Vilka testmetoder verifierar din IP68-installation?
Testning är där förtroende möter verklighet - du kan följa varje installationssteg perfekt, men utan korrekt verifiering spelar du hasard med utrustningens skydd och säkerhet.
Effektiv IP68-verifiering kombinerar visuell inspektion, trycktestning och elektriska kontinuitetskontroller med hjälp av standardiserade testprocedurer som simulerar verkliga förhållanden, vilket säkerställer att din installation behåller sin vattentäta integritet under hela sin livslängd under angivna driftsförhållanden.
Omfattande testprotokoll
Nivå 1: Visuell inspektion (omedelbar)
- Verifiering av tätningskompression: Jämn deformation runt hela omkretsen
- Kontroll av O-ringens position: Ingen strängsprutning eller förskjutning från spåren
- Tråd engagemang: Minst 5 fulla gängor med korrekt säte
- Positionering av kabel: Centrerad med korrekt dragavlastning
- Inriktning av komponenter: Ingen bindning, tvärgängning eller skada
Nivå 2: Lågtrycksprovning (30 minuter efter installationen)
- Testtryck: 0,5 bar (7,25 PSI) i minst 15 minuter
- Bubbeltestning: Sänk ner anslutningen i tvålvattenlösning
- Tryckhållning: Inget tryckfall under testperioden
- Visuell övervakning: Ingen bubbelbildning vid något gränssnitt
Nivå 3: Fullständig IP68-tryckprovning (24 timmar efter installation)
- Testtryck: 1,5 bar (21,75 PSI) kontinuerligt i 30 minuter
- Nedsänkningsdjup: Minst 1,5 meter enligt IP68-standarden
- Varaktighet: Kontinuerligt tryck under specificerad testperiod
- Kriterier för godkänt: Ingen tryckförlust och inget vattenintrång
Exempel på tester i den verkliga världen
Hassans petrokemiska anläggning använder ett testprotokoll i tre steg som har eliminerat alla fel på grund av vatteninträngning:
Steg 1: Kvalitetskontroll av installationen
- Omedelbar visuell inspektion med hjälp av standardiserad checklista
- Vridmomentsverifiering med kalibrerad utrustning
- Dragprov av kabel för att verifiera dragavlastningens lämplighet
- Fotografisk dokumentation för kvalitetsregister
Steg 2: Operativt trycktest
- Trycksättning till 1,2x maximalt arbetstryck
- Övervaka i 60 minuter med kontinuerlig tryckloggning
- Acceptera noll tryckförlust som godkänt kriterium
- Dokumentera testresultaten i installationsprotokollet
Steg 3: Simulering av miljön
- Temperaturcykling från -20°C till +60°C
- Vibrationsprovning enligt applikationskrav
- Verifiering av kemisk kompatibilitet, om tillämpligt
- Långtidsövervakning under de första 30 driftdagarna
Testutrustning och testprocedurer
Tryckprovningsinställning:
- Tryckkälla: Reglerad lufttillförsel eller handpump
- Tryckmätare: Kalibrerad till ±1% noggrannhet minimum
- Testkammare: Transparent behållare för visuell övervakning
- Säkerhetsutrustning: Övertrycksventiler och skyddsbarriärer
Provning av elektrisk kontinuitet:
- Isolationsmotstånd: Minst 10 MΩ vid 500V DC
- Kontinuitet i ledaren: Mindre än 0,1Ω motståndsökning
- Jordkontinuitet: Verifiera anslutningar mellan pansar och skärm
- Dielektrisk styrka: Enligt kabeltillverkarens specifikationer
Vanliga testfel och lösningar
Davids anläggning i Michigan identifierade flera vanliga felkällor genom systematisk provning:
Felsituation 1: Långsam tryckförlust
- Orsak: Ofullständig O-ringssittning eller kontaminering
- Lösning: Demontera, rengör och återmontera med rätt teknik
- Förebyggande åtgärder: Förbättrad ytbehandling och inspektion
Feltillstånd 2: Omedelbar tryckförlust
- Orsak: Tvärgängade eller skadade komponenter
- Lösning: Byt ut skadade delar och montera dem korrekt igen
- Förebyggande åtgärder: Noggrann gängning och kontroll av vridmoment
Feltillstånd 3: Intermittenta fel
- Orsak: Otillräcklig dragavlastning eller termisk cyklisk påfrestning
- Lösning: Förbättra kabelstödet och använd flexibla anslutningar
- Förebyggande åtgärder: Korrekt mekanisk konstruktion och installationsplanering
Dokumentation och registerhållning
Obligatorisk dokumentation:
- Checklista för installation med teknikersignatur
- Vridmomentvärden och kalibreringscertifikat
- Tryckprovningsresultat med tids- och datumstämpel
- Fotografiskt bevis på korrekt installation
- Materialcertifikat och verifiering av kompatibilitet
Långsiktig övervakning:
- Visuella inspektioner varje månad för första året
- Årlig tryckprovning för kritiska tillämpningar
- Omedelbar testning efter varje underhåll eller störning
- Trendanalys av testresultat över tid
Denna omfattande testmetod ger dig förtroende för att din IP68-installation kommer att fungera tillförlitligt under hela sin avsedda livslängd, skydda värdefull utrustning och garantera driftsäkerhet.
Slutsats
Att uppnå perfekt installation av vattentäta IP68-kabelförskruvningar handlar inte bara om tur eller erfarenhet - det handlar om att följa en systematisk, beprövad process som eliminerar variabler och säkerställer konsekventa resultat. Från rätt verktygsval och materialkompatibilitet till exakta monteringssekvenser och omfattande tester - varje steg bygger på det föregående för att skapa ett skottsäkert vattentätt skydd. Kom ihåg Davids lektion om vikten av förberedelser och Hassans systematiska tillvägagångssätt för kvalitetskontroll - dessa exempel från verkligheten visar att om man investerar tid i korrekta installationsförfaranden förhindrar man kostsamma utrustningsfel och säkerhetsincidenter. På Bepto tillhandahåller vi inte bara vattentäta kabelförskruvningar i premiumklass utan även komplett installationsstöd inklusive detaljerade procedurer, kompatibla material och teknisk expertis för att säkerställa att dina IP68-installationer fungerar felfritt under många år framöver. Skillnaden mellan en bra och en perfekt installation ligger i detaljerna - och dessa detaljer kan spara tusentals kronor i förhindrade fel.
Vanliga frågor om installation av vattentäta kabelgenomföringar
F: Hur länge bör jag vänta innan jag testar min IP68-kabelförskruvningsinstallation?
A: Vänta minst 30 minuter efter sista vridmomentet innan tryckprovning för att låta tätningarna sätta sig ordentligt. För kritiska applikationer, utför första provningen efter 30 minuter och upprepa sedan provningen efter 24 timmar för att verifiera tätningens långsiktiga integritet och upptäcka eventuella fördröjda fel.
F: Vilken noggrannhet på momentnyckeln behöver jag för en tillförlitlig IP68-installation?
A: Använd en kalibrerad momentnyckel med en noggrannhet på minst ±3% som täcker ditt användningsområde inom 20-80% av verktygets kapacitet. För verktyg som används ofta rekommenderas månatlig verifiering av kalibreringen, och för konsekventa resultat krävs årlig professionell kalibrering.
F: Kan jag återanvända kabelförskruvningar om jag behöver ta bort dem för underhåll?
A: Generellt nej - O-ringar och tätningselement bör bytas ut när en kabelförskruvning demonteras. Kompressionen och deformationen under den första installationen äventyrar deras tätningsförmåga, vilket gör återanvändning otillförlitlig för att upprätthålla IP68-prestanda i kritiska applikationer.
F: Vad är den vanligaste orsaken till att IP68-installationer misslyckas?
A: Otillräcklig ytbehandling står för cirka 60% av felen, inklusive förorenade gängor, skadade O-ringsspår och felaktig kabelavskalning. Genom att följa systematiska förberedelseprocedurer och använda rätt verktyg elimineras de flesta installationsfel.
F: Hur vet jag om min kabeldiameter är kompatibel med kabelförskruvningens storlek?
A: Mät kabelns ytterdiameter på flera ställen och se till att den ligger inom tätningens specificerade område med rätt tolerans. Kabeln ska sitta tätt men inte kräva överdriven kraft - normalt tillåts ett spelrum på 0,5-1,0 mm för optimal tätningskompression och prestanda.
-
Förstå den officiella definitionen av IP68-klassningen enligt den internationella standarden IEC 60529. ↩
-
Lär dig varför det är viktigt att använda en kalibrerad momentnyckel för att uppnå exakta och tillförlitliga mekaniska monteringar. ↩
-
Utforska den kemiska beständigheten och materialegenskaperna hos Viton™ (FKM) fluorelastomerer. ↩
-
Ta reda på vad kabelovalitet är och hur det kan påverka effektiviteten hos en vattentät tätning. ↩
-
Förstå fenomenet gänggallring (kallsvetsning) och hur man förhindrar det i gängade fästelement. ↩
