
Inledning
Gängning av gängor1 i kabelförskruvningar av rostfritt stål orsakar katastrofala kärvande gängor under installationen, vilket kräver destruktiv borttagning, kostsamma byten och potentiell skada på utrustningen, med kärvande gängor som ökar installationstiden med 300-500% och skapar säkerhetsrisker när tekniker använder överdriven kraft på kärvande gängor som plötsligt kan lossna under höga vridmomentbelastningar.
Kabelgenomföringar i rostfritt stål 316L har överlägset motstånd mot gängning jämfört med 304-kvaliteter på grund av högre molybdenhalt och lägre härdningsgrad, medan duplexa rostfria stål2 som 2205 ger exceptionellt motstånd mot gallring genom en balanserad austenit-ferrit-mikrostruktur, och specialiserade anti-gallringsbehandlingar kan minska gallringsbenägenheten med 80-90% för alla rostfria stålsorter.
Efter att ha undersökt hundratals fall av gänggallring i marina, kemiska och offshore-installationer under det senaste decenniet har jag lärt mig att materialval och ytbehandling är de viktigaste faktorerna som avgör om installationen går smidigt eller blir en kostsam mardröm som kräver specialiserade extraktionsverktyg och eventuellt byte av utrustning.
Innehållsförteckning
- Vad orsakar gallring av gängor i kabelförskruvningar av rostfritt stål?
- Hur står sig olika rostfria stålsorter i jämförelse när det gäller gallringsmotstånd?
- Vilka ytbehandlingar och beläggningar förhindrar gänggallring?
- Hur påverkar installationstekniken risken för gallring av gängor?
- Vilka testmetoder utvärderar gängs gallringsmotstånd?
- Vanliga frågor om gänggallring i rostfria kabelgenomföringar
Vad orsakar gallring av gängor i kabelförskruvningar av rostfritt stål?
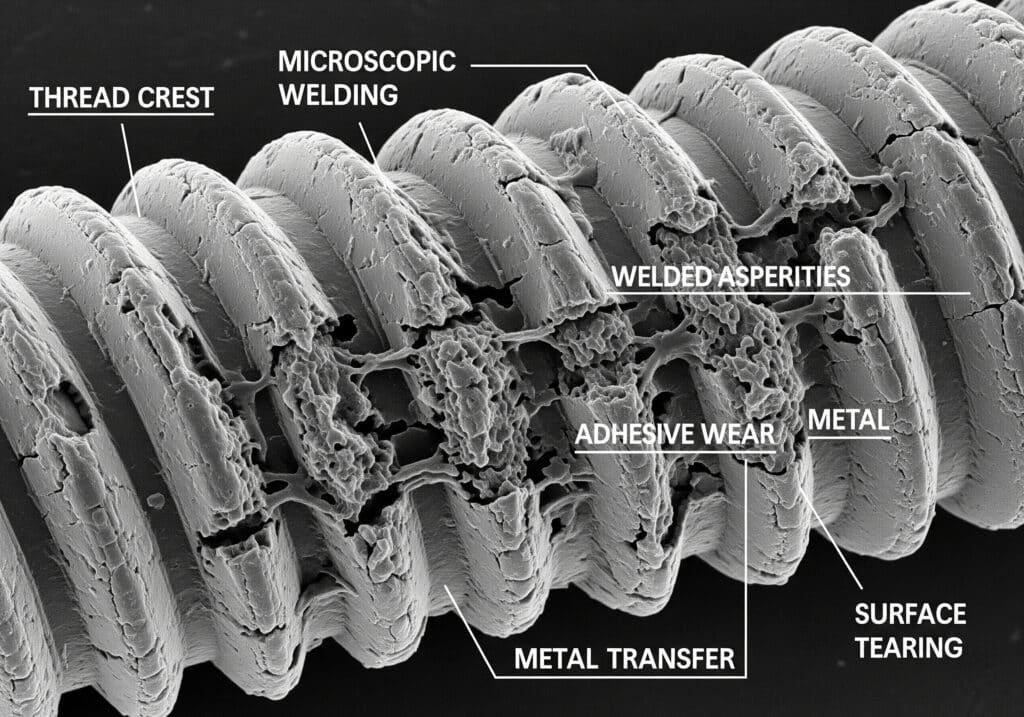
Förståelsen för de metallurgiska och mekaniska faktorerna bakom gänggallring avslöjar varför kabelförskruvningar i rostfritt stål är särskilt känsliga för detta fel.
Gängfrätning uppstår när mikroskopisk svetsning mellan gängytorna skapar adhesivt slitage. Rostfritt ståls höga härdningsgrad, låga värmeledningsförmåga och tendens att bilda skyddande oxidfilmer som bryts under tryck skapar idealiska förhållanden för metall-till-metall-vidhäftning. Ytjämnhet, installationshastighet och applicerat vridmoment är kritiska faktorer som avgör hur allvarlig gängfrätningen blir.
Metallurgiska faktorer
Arbetshärdningsegenskaper:
- Austenitiska rostfria stål arbeta härda3 snabbt
- Deformationen ökar ythårdheten avsevärt
- Härdade ytor ökar friktionskoefficienten
- Progressiva skador accelererar under installationen
Termiska egenskaper:
- Låg värmeledningsförmåga fångar upp friktionsvärme
- Temperaturökning påskyndar limslitage
- Termisk expansion skapar störningspassningar
- Värmepåverkade områden blir mer känsliga
Ytkemi:
- Passivt oxidskikt ger korrosionsskydd
- Oxidnedbrytning blottlägger reaktiva metallytor
- Färska metallytor fäster lätt under tryck
- Kemisk kompatibilitet påverkar gallringsbenägenheten
Mekaniska faktorer
Trådgeometri:
- Skarpa gängkammar koncentrerar påfrestningarna
- Dålig gängfinish ökar ytjämnheten
- Dimensionstoleranser påverkar kontakttrycket
- Gängstigningen påverkar kontaktytan
Installationsparametrar:
- Överdriven installationshastighet genererar värme
- Högt vridmoment ökar kontakttrycket
- Felaktig inriktning skapar ojämn belastning
- Föroreningar fungerar som slipande partiklar
Villkor för kontakt:
- Metall-mot-metall-kontakt utan smörjning
- Ytjämnheten påverkar den verkliga kontaktytan
- Normalkraftsfördelningen varierar med geometrin
- Glidhastigheten påverkar friktionsuppvärmningen
Jag arbetade med Lars, en underhållsledare på en havsbaserad vindkraftspark i Nordsjön, där de upplevde allvarliga problem med gängning av 304 rostfria kabelförskruvningar i turbinernas elsystem, vilket krävde specialiserade extraktionsverktyg och orsakade betydande förseningar i installationen.
Lars team dokumenterade att 25% av deras kabelförskruvningar i rostfritt stål 304 hade någon grad av gängning, varav 8% krävde destruktiv borttagning och fullständigt byte, vilket ledde till betydande kostnadsöverskridanden och projektförseningar.
Påverkan från omgivningen
Korrosiva miljöer:
- Kloridexponering påskyndar nedbrytning av oxider
- Sura förhållanden främjar ytattacker
- Galvaniska kopplingseffekter med olika metaller
- Spaltkorrosion i trådrötter
Temperaturpåverkan:
- Förhöjda temperaturer minskar materialets hållfasthet
- Termisk cykling skapar spänningskoncentrationer
- Differentiell expansion påverkar gängans ingrepp
- Höga temperaturer påskyndar limningsprocesser
Kontaminering Påverkan:
- Slipande partiklar ökar ytskadorna
- Kemisk förorening påverkar ytans kemi
- Fukt främjar korrosion och oxidbildning
- Främmande material fungerar som spänningskoncentratorer
Hur står sig olika rostfria stålsorter i jämförelse när det gäller gallringsmotstånd?
En omfattande analys av olika rostfria stålsorter visar på betydande skillnader i motståndskraft mot gängning i kabelförskruvningar.
316L rostfritt stål ger 40-60% bättre motståndskraft mot gnissling än 304 på grund av 2-3% molybdeninnehåll som minskar arbetshärdning och förbättrar ytstabiliteten, medan duplexkvaliteter som 2205 erbjuder exceptionell motståndskraft genom balanserad mikrostruktur och superaustenitiska kvaliteter som 254 SMO ger premiumprestanda men till betydligt högre kostnad för kritiska applikationer.
Jämförelse av austenitiska rostfria stål
Betyg Prestationsrankning:
| Betyg | Gallring Motstånd | Innehåll av molybden | Härdningsgrad för arbete | Kostnadsfaktor | Tillämpningar |
|---|---|---|---|---|---|
| 304 | Dålig | 0% | Hög | 1.0x | Allmänt ändamål |
| 304L | Dålig-Fair | 0% | Hög | 1.1x | Svetsade applikationer |
| 316 | Bra | 2-3% | Måttlig | 1.4x | Marina miljöer |
| 316L | Bra | 2-3% | Måttlig | 1.5x | Kemisk bearbetning |
| 317L | Mycket bra | 3-4% | Låg-Måttlig | 2.0x | Hög kloridhalt |
| 254 SMO | Utmärkt | 6% | Låg | 4.0x | Tuffa miljöer |
304 vs 316L Prestandaanalys
304 Rostfritt stål:
- Hög härdningsbenägenhet
- Snabb ythärdning under deformation
- Begränsad korrosionsbeständighet i kloridmiljöer
- Det mest ekonomiska alternativet, men den högsta gallringsrisken
Gallring Egenskaper:
- Krampanfall uppstår vid relativt låga vridmoment
- Progressiva skador under installationen
- Svårt att extrahera när gallbildning påbörjats
- Hög felfrekvens i marina applikationer
316L rostfritt stål:
- Molybdentillsats förbättrar motståndskraften mot gnissling
- Lägre arbetshärdningsgrad än 304
- Bättre ytstabilitet under deformation
- Förbättrad korrosionsbeständighet
Fördelar med prestanda:
- 40-60% Minskning av antalet incidenter med galling
- Högre vridmomentskapacitet vid installation
- Bättre prestanda i kloridmiljöer
- Förbättrad långsiktig tillförlitlighet
Duplex rostfritt stål Prestanda
2205 Duplex kvalitet:
- Balanserad austenit-ferrit-mikrostruktur
- Exceptionell motståndskraft mot gnissling
- Hög hållfasthet minskar deformationen
- Utmärkt korrosionsbeständighet
Mikrostrukturella fördelar:
- Ferritfas motverkar arbetshärdning
- Austenit ger seghet
- Balanserad struktur minimerar limslitage
- Överlägsen ytstabilitet
2507 Super Duplex:
- Förstklassigt motstånd mot galling
- Extrem korrosionsbeständighet
- Hög hållfasthet och hårdhet
- Endast specialiserade applikationer
Jag minns att jag arbetade med Ahmed, en projektingenjör vid ett petrokemiskt komplex i Saudiarabien, där extrema temperaturer och korrosiva förhållanden krävde kabelförskruvningar med exceptionellt motstånd mot gnistbildning för de kritiska processkontrollsystemen.
Ahmeds anläggning genomförde omfattande tester där man jämförde 304, 316L och 2205 och kom fram till att kabelförskruvningar i duplex 2205 helt eliminerade gnisselfel och samtidigt gav överlägsen korrosionsbeständighet i den tuffa svavelvätemiljön.
Specialkvaliteter och legeringar
Superaustenitiska kvaliteter:
- 254 SMO (6% molybden)
- AL-6XN (6% molybden + kväve)
- Exceptionell motståndskraft mot gnissling
- Överväganden om premiekostnader
Utskiljningshärdande kvaliteter:
- 17-4 PH och 15-5 PH
- Hög hållfasthet efter värmebehandling
- Måttlig motståndskraft mot gnagning
- Specialiserade applikationer
Nickelbaserade legeringar:
- Inconel 625 och Hastelloy C-276
- Överlägsen motståndskraft mot gnissling
- Förmåga att arbeta i extrema miljöer
- Alternativ med högst kostnad
Vilka ytbehandlingar och beläggningar förhindrar gänggallring?
Olika ytbehandlingar och ytbeläggningar förbättrar avsevärt motståndet mot gängning i kabelgenomföringar av rostfritt stål.
Elektropolering4 minskar risken för fastnagling med 60-70% genom ytutjämning och förbättrad passivering, medan PTFE-baserade torrfilmssmörjmedel ger 80-90% mindre risk för fastnagling, silverplätering ger utmärkta antigallningsegenskaper för högtemperaturapplikationer och specialiserade antiglidmedel möjliggör säker installation och demontering även efter långvarig användning i korrosiva miljöer.

Elektropoleringsbehandling
Processfördelar:
- Avlägsnar ojämnheter i ytan och inbäddade partiklar
- Skapar ett enhetligt passivt skikt
- Minskar ytjämnheten med 50-75%
- Förbättrar korrosionsbeständigheten
Gallring Motstånd Förbättring:
- 60-70% minskad tendens till fastbränning
- Smidigare gängning
- Lägre krav på vridmoment vid installation
- Förbättrad smörjförmåga på ytan
Överväganden om tillämpning:
- Kostnadsökning av 15-25%
- Krav på handläggningstid
- Geometriska begränsningar
- Krav på kvalitetskontroll
Smörjmedelsbeläggningar med torr film
PTFE-baserade ytbeläggningar:
- Molybdendisulfid + PTFE-matris
- Temperaturområde: -200°C till +260°C
- Friktionskoefficient: 0.05-0.15
- Utmärkt kemisk beständighet
Prestandaegenskaper:
- 80-90% minskning av galling
- Självsmörjande egenskaper
- Inget vått smörjmedel krävs
- Långsiktig effektivitet
Tillämpningsmetoder:
- Applicering med spray
- Doppbeläggningsprocess
- Applicering med kontrollerad tjocklek
- Krav på härdning
System för metallplätering
Silverplätering:
- Utmärkta anti-gallringsegenskaper
- Hög temperaturkapacitet (upp till 500°C)
- God elektrisk ledningsförmåga
- Begränsningar i korrosionsbeständighet
Nickelplätering:
- Måttlig förbättring av galling
- Bra korrosionsskydd
- Ekonomiskt alternativ
- Brett temperaturområde
Zink-nickellegering:
- Överlägsen korrosionsbeständighet
- God motståndskraft mot gnistbildning
- Standard för fordonsindustrin
- Miljöhänsyn
Anti-Seize-föreningar
Kopparbaserade föreningar:
- Traditionell lösning mot glidmedel
- Temperaturområde: -30°C till +1000°C
- Utmärkt förhindrande av galling
- Problem med galvanisk korrosion
Nickelbaserade föreningar:
- Inga galvaniska problem med rostfritt stål
- Kapacitet för höga temperaturer
- Livsmedelsgodkända formuleringar tillgängliga
- Premium prestandaegenskaper
Keramiskt baserade föreningar:
- Kapacitet för extremt höga temperaturer
- Kemiskt inert
- Ingen metallförorening
- Specialiserade applikationer
Hur påverkar installationstekniken risken för gallring av gängor?
Korrekt installationsteknik minskar risken för gänggallring avsevärt, oavsett materialkvalitet eller ytbehandling.
Kontrollerad installationshastighet under 10 varv/min, korrekt gängsmörjning, noggrann vridmomentkontroll och korrekt gängning minskar risken för gängning med 70-80%, medan höghastighetsinstallation, torr montering, överdrivet vridmoment och felaktig inriktning skapar idealiska förhållanden för gängning även i gängningståliga material som 316L eller duplexa rostfria stål.
Installation Hastighetsreglering
Kritiska hastighetsgränser:
- Handinstallation: 2-5 varv/minut max
- Installation av elverktyg: 5-10 varv per minut maximalt
- Höga hastigheter genererar kraftig värme
- Värmeutveckling påskyndar urgröpningsprocessen
Metoder för hastighetskontroll:
- Elverktyg med variabel hastighet
- Vridmomentbegränsande anordningar
- Manuell installation för kritiska applikationer
- Utbildning och efterlevnad av rutiner
Faktorer för värmeproduktion:
- Installationshastighet primär faktor
- Gängstigningen påverkar värmeutvecklingen
- Materialets termiska egenskaper
- Hänsyn till omgivande temperatur
Krav på smörjning
Val av smörjmedel:
- Anti-glidmedel föredras
- Kapacitet för höga temperaturer krävs
- Kemisk kompatibilitet avgörande
- Krav på livsmedelsgodkännande där så är tillämpligt
Tillämpningsmetoder:
- Gängbeläggning före montering
- Applicering med pensel eller spray
- Konsekvent täckning avgörande
- Överflödig borttagning viktig
Fördelar med prestanda:
- 60-80% minskning av galling
- Lägre vridmoment vid installation
- Lättare demontering
- Förlängd livslängd
Styrning och övervakning av vridmoment
Specifikationer för vridmoment:
- Följ tillverkarens rekommendationer
- Materialspecifika krav
- Storleksberoende värden
- Justeringar för miljöfaktorer
Vridmomentmätning:
- Kalibrerade momentverktyg krävs
- Regelbunden verifiering av kalibrering
- Krav på dokumentation
- Förfaranden för kvalitetskontroll
Övervakning av installationen:
- Relationer mellan vridmoment och vinkel
- Plötsliga vridmomentsökningar tyder på problem
- Avbryt installationen vid misstanke om galling
- Inspektion och korrigerande åtgärder
Jag arbetade med Roberto, en underhållschef på en kemisk processanläggning i Barcelona, Spanien, där de införde omfattande installationsrutiner som minskade antalet gänggallringsincidenter från 15% till mindre än 2% för alla installationer av rostfria kabelförskruvningar.
Robertos team utvecklade detaljerade arbetsinstruktioner som specificerade installationshastigheter, smörjkrav och vridmomentgränser för varje kabelförskruvningsstorlek och materialkvalitet, med obligatorisk utbildning och certifiering för alla installationstekniker.
Åtgärder för kvalitetskontroll
Inspektion före installation:
- Kontroll av trådens skick
- Ytbehandlingsintegritet
- Överensstämmelse med dimensionerna
- Krav på renlighet
Installationsdokumentation:
- Registrerade vridmomentvärden
- Övervakning av installationshastighet
- Verifiering av smörjmedelsapplicering
- Certifiering av tekniker
Verifiering efter installation:
- Slutlig bekräftelse av vridmoment
- Visuell inspektion för skador
- Funktionstestning i tillämpliga fall
- Långsiktiga övervakningsprogram
Vilka testmetoder utvärderar gängs gallringsmotstånd?
Standardiserade provningsmetoder ger kvantitativa data för jämförelse av gänggallringsmotstånd mellan olika rostfria stålkvaliteter och behandlingar.
ASTM G1965 Standardprovningsmetoden mäter motstånd mot kärvning genom kontrollerade skruv-mutterförband med ökande vridmoment tills kärvning uppstår, medan modifierade versioner med faktiska kabelförskruvningsgeometrier ger mer relevanta data, och fältprovning under faktiska installationsförhållanden validerar laboratorieresultat för förutsägelse av prestanda i verkligheten.
Standardiserade testmetoder
ASTM G196 - Motstånd mot gallring:
- Standardiserade provkroppar för skruv-mutterprov
- Kontrollerad vridmomenttillämpning
- Bestämning av tröskelvärde för anfall
- Förmåga till jämförande rangordning
Testförfarande:
- Provberedning och konditionering
- Smörjtillämpning (om specificerad)
- Progressivt vridmoment
- Upptäckt och dokumentation av beslag
Dataanalys:
- Tröskelvärden för vridmoment vid urgröpning
- Statistisk analys av resultaten
- Rangordning och jämförelse av material
- Ytbehandlingens effektivitet
Modifierad provning för kabelförskruvningar
Faktiskt komponenttest:
- Verkliga geometrier för kabelförskruvningar
- Relevanta gängspecifikationer
- Installation-representativa förhållanden
- Direkt korrelation med prestanda
Testparametrar:
- Simulering av installationshastighet
- Temperaturreglering
- Smörjförhållanden
- Noggrannhet vid mätning av vridmoment
Prestationsmätning:
- Moment för tröskelvärde för krampanfall
- Utveckling av installationsmoment
- Bedömning av ytskador
- Verifiering av repeterbarhet
Fälttester och validering
Installationsförsök:
- Installationer i kontrollerat fält
- Olika miljöförhållanden
- Olika kompetensnivåer hos teknikerna
- Långsiktig övervakning av prestanda
Datainsamling:
- Uppgifter om installationsmoment
- Dokumentation av Galling-incidenten
- Mätning av vridmoment vid borttagning
- Bedömning av ytans tillstånd
Korrelation mellan prestationer:
- Jämförelse mellan laboratorium och fält
- Validering av miljöfaktorer
- Verifiering av installationsteknik
- Utveckling av prediktiva modeller
På Bepto genomför vi omfattande tester av gallingmotstånd med både ASTM G196-metoder och faktiska kabelförskruvningsgeometrier för att förse kunderna med tillförlitliga prestandadata och materialrekommendationer för deras specifika applikationer och installationskrav.
Implementering av kvalitetssäkring
Test av inkommande material:
- Testning av batchverifiering
- Kvalificering av leverantörer
- Statistisk processtyrning
- Krav för certifiering
Kvalitetskontroll av produktionen:
- Verifiering av ytbehandling
- Kvalitetskontroll av gängor
- Överensstämmelse med dimensionerna
- Validering av prestanda
Kundtjänst:
- Utveckling av installationsprocedur
- Stöd för utbildningsprogram
- Teknisk dokumentation
- Övervakning av fältprestanda
Slutsats
Motståndet mot gängning varierar avsevärt mellan olika kvaliteter av rostfria stålkabelförskruvningar. 316L ger 40-60% bättre prestanda än 304 på grund av molybdeninnehållet, medan duplexkvaliteter som 2205 ger exceptionellt motstånd genom balanserad mikrostruktur. Ytbehandlingar som elektropolering, PTFE-beläggning och silverplätering kan minska risken för galling med 60-90% beroende på applikationskraven. Korrekt installationsteknik, inklusive hastighetskontroll, smörjning och vridmomenthantering, är avgörande oavsett materialval. ASTM G196-testning ger standardiserade jämförelsemetoder, medan fältvalidering säkerställer korrelation mellan prestanda i verkligheten. Miljöfaktorer som temperatur, kontaminering och korrosiva förhållanden påverkar i hög grad risken för galling. På Bepto tillhandahåller vi omfattande vägledning för materialval, ytbehandlingsalternativ och installationssupport för att minimera riskerna för galling och säkerställa tillförlitlig kabelförskruvningsprestanda i krävande applikationer. Kom ihåg att det är mycket mer kostnadseffektivt att förhindra gängning genom korrekt materialval och installationsteknik än att hantera komponenter som kärvar ute på fältet! 😉
Vanliga frågor om gänggallring i rostfria kabelgenomföringar
F: Vilken rostfri stålkvalitet har bäst motstånd mot gängning?
A: Duplex 2205 rostfritt stål ger det bästa gnidningsmotståndet tack vare sin balanserade austenit-ferrit-mikrostruktur som motstår arbetshärdning. För austenitiska kvaliteter är 316L betydligt bättre än 304, medan superaustenitiska kvaliteter som 254 SMO ger premiumprestanda till högre kostnad.
F: Hur kan jag förhindra gängning vid installation av kabelförskruvningar?
A: Använd rätt anti-seize-smörjmedel, montera vid låg hastighet (under 10 varv/min), följ angivna vridmomentgränser och se till att gängorna är korrekt uppriktade. PTFE-baserade torrfilmssmörjmedel eller elektropolerade ytor minskar risken för galling med 60-90% jämfört med obehandlade ytor.
F: Kan jag ta bort en kabelförskruvning av rostfritt stål utan att skada den?
A: Svårt urgröpta gängor kräver ofta destruktiv borttagning med skärande verktyg eller specialiserade extraktorer. Förebyggande åtgärder genom rätt materialval, ytbehandling och installationsteknik är effektivare än att försöka avlägsna gängorna när de väl har uppstått.
F: Hur vet jag om gänggallring börjar under installationen?
A: Håll utkik efter plötsliga vridmomentökningar, ryckig eller ojämn rotation, ovanliga ljud eller överdriven värmeutveckling. Avbryt omedelbart installationen om något av dessa symptom uppstår, eftersom fortsatt forcering kommer att förvärra fastkilningen och göra borttagningen svårare.
F: Är gänggallring vanligare i marina miljöer?
A: Ja, kloridexponering i marina miljöer påskyndar oxidnedbrytningen och ökar risken för gnissling, särskilt i 304 rostfritt stål. Använd minst 316L för marina applikationer, med duplexkvaliteter att föredra för kritiska installationer som utsätts för havsvatten eller saltspray.
-
Fördjupa dig i den metallurgiska vetenskapen bakom gänggallring och mekanismen för kallsvetsning mellan ytor. ↩
-
Utforska den unika tvåfasiga mikrostrukturen hos duplexa rostfria stål som ger dem överlägsen hållfasthet och motståndskraft mot gnistbildning. ↩
-
Förstå den materialvetenskapliga principen för arbetshärdning och varför den gör rostfritt stål starkare men mer benäget att gnissla. ↩
-
Lär dig hur elektropoleringsprocessen fungerar för att skapa en mikroskopiskt slät och passiv yta på rostfritt stål. ↩
-
Granska den officiella ASTM G196-standarden som definierar proceduren för mätning av gängade fästelementens gnidningsbeständighet. ↩
