
Introducere
Ați strâns vreodată un presetac din alamă și ați simțit că se blochează brusc în timpul instalării? Acea senzație neplăcută de frecare, urmată de un presetac blocat care nu se mișcă nici înainte, nici înapoi? Tocmai ați experimentat frecarea filetului – una dintre cele mai frustrante și costisitoare probleme în instalarea presetacelor.
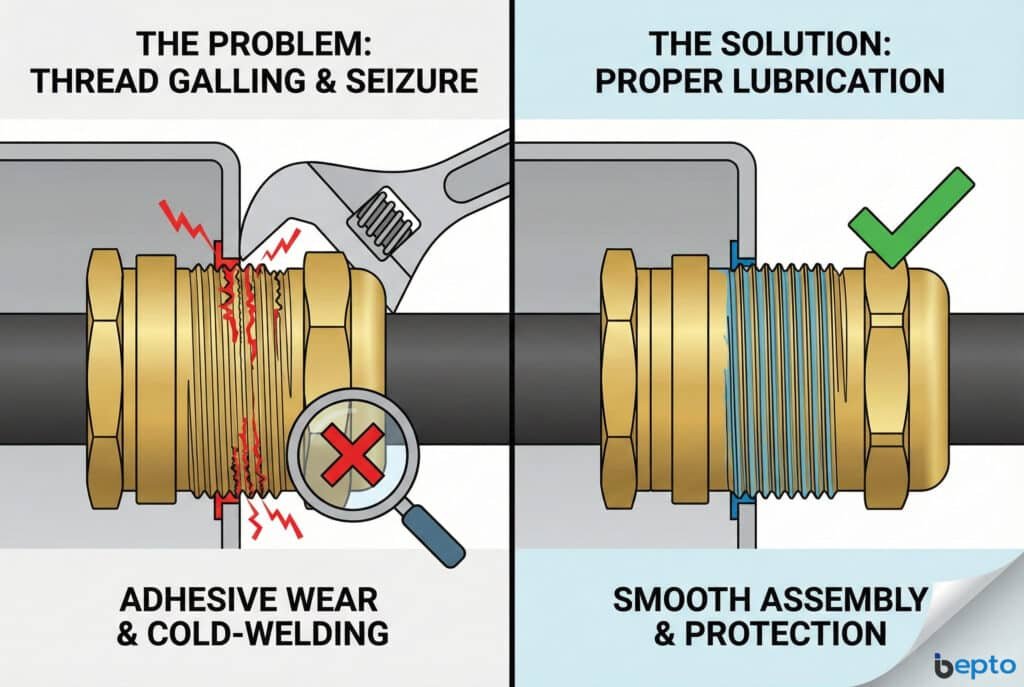
Uzura filetului este o formă de uzura adezivă1 în cazul în care suprafețele metalice se sudau la rece sub presiune și frecare în timpul instalării, provocând blocarea, decuparea sau deteriorarea permanentă a filetelor presetupelor din alamă, atât ale presetupului, cât și ale carcasei — dar acest lucru poate fi complet prevenit cu tehnici și materiale adecvate.
Sunt Samuel, director de vânzări la Bepto Connector, și în ultimul deceniu am ajutat nenumărate echipe de instalare să se recupereze după incidente neplăcute care au costat mii de dolari în echipamente deteriorate și întârzieri ale proiectelor. Fie că instalați un singur presetup sau echipați o întreagă instalație industrială, înțelegerea motivelor pentru care apar aceste incidente neplăcute și a modului în care le puteți preveni vă va economisi timp, bani și frustrări semnificative. Permiteți-mi să vă prezint soluțiile practice care funcționează.
Tabla de conținut
- Ce este uzura filetului și de ce apare la garniturile din alamă?
- Cum afectează uzura filetelor presetupele și carcasele?
- Care sunt cele mai eficiente metode de prevenire a uzurii prin frecare?
- Cum să remediați o situație în care filetul este zgâriat?
Ce este uzura filetului și de ce apare la garniturile din alamă?
Frecare filetată, numită și sudare la rece sau blocare, apare atunci când punctele microscopice înalte de pe suprafețele filetate se lipesc între ele sub presiune, creând deteriorări progresive care, în cele din urmă, blochează filetele între ele.
Spre deosebire de decaparea (în care filetele se rup) sau filetarea încrucișată (în care filetele se aliniază incorect), uzura prin frecare este un proces de uzură adezivă. Pe măsură ce rotiți presetupa, frecarea generează căldură localizată la punctele de contact ale filetului. În combinație cu forțele de compresiune, acest lucru provoacă lipirea metal-metal la nivel microscopic.
Progresul procesului de decapare:
- Contact inițial: Suprafețele filetelor se ating la vârfuri microscopice (asperități2)
- Sudarea sub presiune: Forțele de compresiune depășesc limita de curgere a materialului la punctele de contact.
- Transferul materialelor: Particulele metalice mai moi se desprind și aderă la suprafața mai dură.
- Acumularea progresivă: Materialul transferat creează obstacole mai mari în calea firului.
- Convulsie completă: Materialul acumulat împiedică rotirea în ambele direcții.
De ce alama este deosebit de susceptibilă
Presetupele din alamă prezintă un risc mai mare de uzură decât cele din oțel inoxidabil sau aluminiu, datorită proprietăților specifice ale materialului:
Caracteristicile materialului alamei CW617N:
- Ductilitate: Alamă este relativ moale (Duritate Brinell3 55-75 HB) în comparație cu oțelul inoxidabil (150-200 HB)
- Întărirea prin deformare: Alamă se întărește rapid sub frecare, creând particule mai dure care abradează metalul de bază mai moale.
- Conductivitate termică: Conductivitatea ridicată (120 W/m·K) permite disiparea rapidă a căldurii, dar și încălzirea rapidă localizată la punctele de frecare.
- Finisaj de suprafață: Alamă prelucrată are, de obicei, o rugozitate a suprafeței de 1,6-3,2 Ra — suficientă pentru inițierea frecării.
Complicații legate de placarea cu nichel:
Deși placarea cu nichel (cu grosimea de 5-10 microni) îmbunătățește rezistența la coroziune, aceasta poate crește susceptibilitatea la uzură în cazul în care este deteriorată. Odată ce placarea se rupe în timpul instalării, alama expusă de dedesubt este mai predispusă la aderență cu suprafața placată cu nichel.

Factori de risc primari pentru frecare
Viteza de instalare: Rotația rapidă generează mai multă căldură de frecare decât strângerea lentă și controlată. Vitezele de instalare peste 30 RPM cresc semnificativ riscul de uzură.
Angajare fir: Garniturile metrice din alamă au de obicei 4-6 filete de angrenare. Angrenarea insuficientă (mai puțin de 3 filete) concentrează forțele pe un număr mai mic de puncte de contact, accelerând uzura.
Contaminare: Murdăria, așchii metalice sau produsele de coroziune din filete acționează ca particule abrazive care accelerează transferul de material.
Nealiniere: Chiar și o aliniere unghiulară incorectă de 2-3° între filetul presgarniturii și cel al carcasei creează o distribuție inegală a presiunii, provocând uzura prin frecare în punctele supuse la solicitări mari.
Condiții de mediu: Instalarea în medii prăfuite, umede sau cu conținut ridicat de sare introduce contaminanți care favorizează uzura adezivă.
Hassan, manager de calitate într-un proiect petrochimic din Arabia Saudită, ne-a contactat după ce echipa sa de instalare a deteriorat 23 de presetupe din alamă M32 într-o singură săptămână. Electricienii săi foloseau șurubelnițe cu impact pentru a accelera instalarea la temperaturi ambientale de 45 °C. Combinația dintre viteza mare, căldură și lipsa lubrifierii a creat condiții perfecte pentru uzură. După implementarea protocolului nostru de prevenire, incidentele de uzură au scăzut la zero în următoarele peste 200 de instalări.
Cum afectează uzura filetelor presetupele și carcasele?
Uzura filetului provoacă daune în cascadă care se extind mult dincolo de o singură garnitură blocată, necesitând adesea reparații costisitoare și întârzieri în proiect.
Daune fizice imediate
Distrugerea filetului glandei:
Când apare frecarea, încercările continue de rotație rup materialul de pe flancurile filetului, creând:
- Filetele deteriorate care nu mai asigură retenția mecanică
- Profiluri neregulate ale filetului care împiedică comprimarea corespunzătoare a garniturii
- Clasificări IP compromise din cauza angrenării incomplete a filetului
- Integritate structurală slăbită, care poate ceda sub efectul vibrațiilor
Deteriorarea filetului carcasei:
Filetele carcasei sau panoului suferă adesea daune mai grave decât presetupa, deoarece:
- Carcasele din aluminiu sau oțel moale sunt mai moi decât presetacurile din alamă.
- Carcasele cu pereți subțiri (1,5-2 mm) au mai puțin material care să absoarbă daunele.
- Filetele reparate ale carcasei pot să nu corespundă clasificărilor IP originale.
- Mai multe incidente supărătoare în aceeași gaură fac repararea imposibilă.
Performanță și consecințe asupra siguranței
| Tipul daunelor | Impact imediat | Consecințe pe termen lung | Factorul costului reparației |
|---|---|---|---|
| Uzură parțială (detectată din timp) | Îndepărtare dificilă, finalizare posibilă | Clasificare IP redusă (IP65 față de IP68), slăbire din cauza vibrațiilor | 1-2× (înlocuire glandă) |
| Convulsie completă | Glandă blocată, instalarea oprită | Este necesară repararea sau înlocuirea filetului carcasei | 5-10× (manoperă + incintă) |
| Decaparea filetului | Glanda se rotește liber, fără reținere | Pierderea completă a etanșeității și a aderenței mecanice | 8-15× (înlocuire carcasă) |
| Fisurarea carcasei | Fisuri vizibile în jurul zonei filetului | Defect structural, infiltrații de apă, risc pentru siguranță | 20-50× (înlocuirea panoului + timp de nefuncționare) |
Costuri ascunse dincolo de daunele materiale
Întârzieri ale proiectului: Un singur incident neplăcut poate opri instalarea pentru ore sau zile întregi, în așteptarea pieselor de schimb sau a reparațiilor carcasei.
Multiplicarea forței de muncă: Înlocuirea unei glande uzate necesită adesea de 3-5 ori mai mult timp decât instalarea normală, plus unelte specializate și expertiză.
Eșecuri în cascadă: Încercările agresive de îndepărtare pot deteriora echipamentele adiacente, cablurile sau pot crea pericole pentru siguranță.
Cerințe de inspecție: Odată ce apare coroziunea, asigurarea calității poate necesita inspectarea tuturor instalațiilor similare, ceea ce multiplică costurile cu forța de muncă.
David, manager de achiziții la o fabrică auto din Marea Britanie, a respins inițial recomandarea noastră privind lubrifiantul pentru filete, considerând-o o cheltuială inutilă (0,15 lire sterline per presetupă). După ce un singur incident de uzură a deteriorat un panou de control personalizat din oțel inoxidabil (cost de înlocuire de 2.400 lire sterline plus 3 zile de întârziere a producției la 15.000 lire sterline/zi), calculul ROI a devenit dureros de clar. Unitatea sa impune acum lubrifierea pentru fiecare instalare de presetupă din alamă.
Implicații electrice și de certificare
Compromisul legării la pământ: Filetele zgâriate cu acumulări de material sau cu angrenare incompletă pot să nu asigure valoarea necesară <0,1 Ω. continuitatea pământului4, creând pericole pentru siguranță în condiții de defectare.
Eșecul clasificării IP: Chiar dacă glanda pare strânsă, filetele deteriorate creează căi de scurgere care compromit gradul de protecție împotriva pătrunderii în timpul testării presiunii.
Anularea certificării: Filetele deteriorate ale presgarniturilor certificate ATEX sau IECEx anulează certificarea, făcând instalarea neconformă pentru utilizarea în zone periculoase.
Implicații în materie de asigurări: Instalațiile cu deteriorări cunoscute ale filetului pot să nu fie acoperite de polițele de asigurare a echipamentelor în cazul în care apar defecțiuni.
Care sunt cele mai eficiente metode de prevenire a uzurii prin frecare?
Prevenirea uzurii filetelor necesită o abordare sistematică care combină materiale, tehnici și controlul calității adecvate, dar soluțiile sunt simple și rentabile.
Metoda 1: Lubrifierea filetului (apărare primară)
Aplicarea lubrifiantului corect este cea mai eficientă măsură de prevenire a uzurii, reducând coeficienții de frecare cu 60-80%.
Lubrifianți recomandați în funcție de aplicație:
Compuși anti-blocare (pe bază de cupru sau nichel):
- Cel mai bun pentru: Aplicații în aer liber, marine, la temperaturi ridicate
- Cerere: Strat subțire numai pe filetele masculine
- Interval de temperatură: -40 °C până la +1000 °C (cupru), -30 °C până la +1400 °C (nichel)
- Avantaje: Protecție anticorozivă pe termen lung, stabilitate la temperaturi extreme
- Atenție: Pe bază de cupru, nu este adecvat pentru contactul cu oțelul inoxidabil (coroziune galvanică)
Unsoare cu disulfură de molibden (MoS₂):
- Cel mai bun pentru: Aplicații de înaltă presiune, asamblare/dezasamblare frecventă
- Cerere: Acoperire ușoară atât pe filetele masculine, cât și pe cele feminine
- Interval de temperatură: -40°C până la +400°C
- Avantaje: Capacitate excelentă de încărcare, coeficient de frecare redus (0,05-0,09)
- Atenție: Nu este adecvat pentru medii bogate în oxigen (pericol de incendiu)
Etanșanți pentru filete pe bază de PTFE:
- Cel mai bun pentru: Prelucrare chimică, aplicații alimentare/farmaceutice
- Cerere: 2-3 înfășurări de fir de la capăt
- Interval de temperatură: -240 °C până la +260 °C
- Avantaje: Inerție chimică, opțiuni aprobate de FDA disponibile
- Atenție: Nu are proprietăți anti-blocare — utilizați împreună cu un lubrifiant suplimentar
Vaselină (instalații temporare):
- Cel mai bun pentru: Aplicații interioare, cu climatizare controlată, pe termen scurt
- Cerere: Strat subțire pe filetele masculine
- Interval de temperatură: -10°C până la +60°C
- Avantaje: Ușor disponibil, cost redus, curățare ușoară
- Atenție: Se degradează în timp, nu este potrivit pentru instalații permanente
Metoda 2: Tehnica de instalare corectă
Protocol pas cu pas pentru prevenirea iritațiilor:
Curățați bine filetele: Îndepărtați toate murdăriile, așchii metalice și lubrifiantul vechi folosind o perie de sârmă sau aer comprimat. Filetele contaminate cresc riscul de uzură cu 300%.
Verificați starea filetului: Verificați dacă există deteriorări, coroziune sau deformări. Nu instalați niciodată în filete deteriorate — reparați mai întâi.
Aplicați lubrifiantul corect: – Acoperiți filetele masculine cu un strat subțire și uniform
- Evitați excesul — lubrifiantul nu trebuie să picure sau să se adune în bazine.
- Pentru filetele femele, aplicați cu moderație numai pe primele 2-3 filete.
Aliniați cu atenție înainte de cuplare: Asigurați-vă că axa presgarniturii este perpendiculară pe suprafața panoului (±2° maxim). Utilizați instrumente de aliniere pentru presgarnituri mari (M40+).
Strângeți mai întâi manual: Înfiletați manual cu cel puțin 3-4 rotații complete. Dacă întâmpinați rezistență înainte de a ajunge la acest punct, opriți-vă și verificați alinierea.
Utilizați un cuplu controlat: Aplicați cuplul treptat folosind o cheie calibrată. Nu folosiți niciodată scule cu impact sau forță excesivă.
Monitorizați semnele de avertizare: Opriți-vă imediat dacă simțiți:
- Creșterea bruscă a rezistenței
- Senzație de frecare sau zgâriere
- Rotație neregulată (fixare, apoi eliberare)
Metoda 3: Selectarea materialelor și a designului
Considerații privind proiectarea filetului:
| Tip de fir | Rezistență înverșunată | Cea mai bună aplicație | Cost tipic Premium |
|---|---|---|---|
| Metrică standard (ISO 604235) | Linia de bază | Industrie generală | Linia de bază |
| Filet cu pas fin | Mai jos (suprafață de contact mai mare) | Aplicații de precizie | +5-10% |
| Filet cu pas grosier | Mai mare (suprafață de contact mai mică) | Mediile exterioare corozive | Standard |
| Fileturi acoperite cu PTFE | Excelentă | Chimică, prelucrarea alimentelor | +15-25% |
| Lubrifiat cu peliculă uscată | Foarte bun | Cameră curată, întreținere redusă | +20-30% |
Îmbunătățiri ale finisajului suprafeței:
- Electrolustruire: Reduce rugozitatea suprafeței la 0,4-0,8 Ra, diminuând punctele de inițiere a frecării.
- Acoperire cu fosfat: Creează un strat sacrificial care împiedică contactul metal-metal
- Nichelare îmbunătățită: Placarea mai groasă (15-20 microni) oferă o protecție mai bună, dar necesită o instalare atentă.
Metoda 4: Controale de mediu
Optimizarea mediului de instalare:
Gestionarea temperaturii: Instalați presetupe din alamă când temperatura ambiantă este între 15 și 30 °C. Căldura extremă (>40 °C) înmoaie alama și crește riscul de uzură; frigul extrem (<0 °C) face materialele fragile.
Standarde de curățenie: Stabiliți zone de instalare curate, fără praf, așchii metalice și contaminanți abrazivi. Utilizați capace de protecție pe glande până la instalare.
Controlul umidității: Umiditatea ridicată (>80% RH) favorizează coroziunea, care crește rugozitatea suprafeței. Depozitați presetupele în zone cu climat controlat.
Întreținerea sculelor: Păstrați uneltele de instalare curate și calibrate corespunzător. Cheile uzate pot aluneca și pot provoca vârfuri bruște de cuplu care provoacă uzura prin frecare.
Cum să remediați o situație în care filetul este zgâriat?
Când iritația apare în ciuda eforturilor de prevenire, tehnicile adecvate de recuperare minimizează daunele și evită agravarea situației.
Măsuri de răspuns imediat
1. Opriți imediat rotația:
În momentul în care simțiți o rezistență anormală, opriți aplicarea cuplului. Rotirea continuă crește exponențial daunele.
2. Încercați rotația inversă:
Aplicați ulei penetrant (WD-40, PB Blaster) pe interfața filetului. Așteptați 15-30 de minute, apoi încercați să rotiți încet în sens invers folosind o cheie de dimensiuni adecvate — niciodată clești sau chei pentru țevi.
3. Aplicați căldură (dacă este sigur):
Pentru locații nepericuloase, aplicați căldură moderată (60-80 °C) folosind un pistol de căldură pe carcasa din jurul presetupelui. Expansiunea termică poate rupe legătura sudată la rece. Nu folosiți niciodată flacără deschisă.
Tehnici de îndepărtare în funcție de gravitate
Ușoară iritație (glanda se rotește cu dificultate):
- Aplicați ulei penetrant suplimentar
- Folosiți rotația înainte și înapoi (1/4 de rotație înainte, 1/2 rotație înapoi) pentru a scoate treptat glanda.
- Răbdarea este esențială — graba duce la confiscarea completă.
Iritație moderată (glanda nu se rotește):
- Înmuiați firele în ulei penetrant timp de 2-4 ore.
- Utilizați o cheie cu curea pe corpul presgarniturii pentru o prindere mai bună, fără a strivi.
- Aplicați o forță constantă și graduală — evitați mișcările bruște.
- Luați în considerare utilizarea unor instrumente cu vibrații ultrasonice, dacă sunt disponibile.
Iritație severă (sechestru complet):
- Tăiați corpul glandei folosind un ferăstrău sau o polizor unghiular (având mare grijă să nu deteriorați carcasa).
- Îndepărtați porțiunile rămase ale glandei cu extractoare de filet.
- Se preconizează deteriorarea filetului carcasei, care necesită reparații.
Opțiuni de reparare a filetului
Daune minore (1-2 fire afectate):
- Utilizați o pilă pentru filete sau un dispozitiv de curățare pentru a curăța și reface filetele.
- Testați potrivirea cu un nou presetup înainte de instalarea finală.
- Poate atinge clasa de protecție IP65-IP67 (redusă față de IP68 originală)
Daune moderate (3-4 fire afectate):
- Instalați un insert de reparare a filetului (Helicoil, Time-Sert)
- Oferă putere maximă și restabilirea clasificării IP
- Necesită găurire și filetare — sunt necesare abilități specializate
Deteriorare gravă (5+ fire sau carcasă crăpată):
- Înlocuiți panoul sau secțiunea carcasei.
- Soluția cea mai rentabilă pe termen lung
- Previne problemele viitoare legate de fiabilitate
Lista de verificare pentru prevenirea problemelor la instalațiile viitoare:
- Documentați incidentul supărător și cauza principală
- Implementați protocoale obligatorii de lubrifiere
- Instruirea echipelor de instalare a trenurilor cu privire la semnele de avertizare
- Verificați dacă uneltele prezintă semne de uzură sau deteriorare.
- Luați în considerare trecerea la garnituri pre-lubrifiate pentru proiectele de volum mare.
Concluzie
Uzura filetului în timpul instalării presetupului din alamă poate fi prevenită în totalitate prin lubrifiere adecvată, tehnici de instalare controlate și atenție la semnele de avertizare, protejând astfel investiția în echipamente și evitând întârzierile costisitoare ale proiectului. Costul minim al prevenirii (lubrifiant, instruire, unelte adecvate) oferă un randament de 100 de ori mai mare sau mai mult în comparație cu cheltuielile generate de deteriorarea glandelor, carcaselor și perioadele de nefuncționare.
La Bepto Connector, producem presetupe din alamă cu profiluri de filet optimizate și oferim opțiuni pre-lubrifiate pentru aplicații critice. Echipa noastră tehnică oferă instruire pentru instalare, specificații detaliate privind cuplul și asistență pentru depanare, pentru a vă asigura că proiectele dvs. vor avea succes din prima încercare. Contactați-ne astăzi pentru a obține recomandări privind prevenirea uzurii, lubrifianți recomandați și prețuri directe de la fabrică pentru presetupe din alamă de calitate superioară.
Întrebări frecvente despre prevenirea uzurii filetelor
Î: Pot folosi ulei sau unsoare obișnuite în locul lubrifiantului special pentru filete?
A: Nu este recomandat. Uleiurile obișnuite nu conțin aditivii necesari pentru a preveni contactul metal-metal în condiții de sarcină mare. De asemenea, se evaporă rapid, lăsând filetele neprotejate. Utilizați compuși anti-blocare adecvați pentru o protecție fiabilă.
Î: Cât cuplu trebuie să aplic pe presetupele din alamă pentru a evita frecarea?
A: Intervale tipice de cuplu: M12-M16: 8-12 Nm, M20-M25: 15-25 Nm, M32-M40: 30-45 Nm, M50-M63: 50-70 Nm. Utilizați întotdeauna o cheie dinamometrică calibrată și respectați specificațiile producătorului pentru modelul specific de presetupă.
Î: Placarea cu nichel a garniturilor din alamă previne uzura filetului?
A: Nu. Nichelarea îmbunătățește rezistența la coroziune, dar nu previne uzura – de fapt, poate crește riscul dacă placarea este deteriorată în timpul instalării. Utilizați întotdeauna lubrifiant pentru filete, indiferent de placare.
Î: Filetele zgâriate pot fi refolosite după curățare?
A: Numai dacă deteriorarea este minimă (doar rugozitate la suprafață). Dacă s-a produs transferul de material sau deformarea filetului, reutilizarea riscă să provoace defecțiuni viitoare și să compromită clasele de protecție IP. În caz de îndoială, înlocuiți atât presgarnitura, cât și filetele carcasei reparate.
Î: Sunt presetările din oțel inoxidabil mai bune decât cele din alamă pentru prevenirea uzurii?
A: De fapt, este mai rău. Oțelul inoxidabil are o susceptibilitate mai mare la uzură decât alama, datorită caracteristicilor sale de întărire prin deformare. Contactul între oțel inoxidabil și oțel inoxidabil necesită o lubrifiere și mai atentă și viteze de instalare mai mici decât în cazul aplicațiilor cu alamă.
-
Explorați principiile mecanice și chimice care stau la baza uzurii adezive și modul în care aceasta duce la transferul de material între suprafețele metalice. ↩
-
Aflați cum asperitățile microscopice ale finisajelor suprafețelor influențează frecarea, uzura și apariția zgârieturilor pe filet. ↩
-
Înțelegeți scala de duritate Brinell și modul în care aceasta măsoară rezistența materialelor precum alama la indentarea permanentă și uzură. ↩
-
Descoperiți importanța continuității pământului în instalațiile electrice și standardele necesare pentru căi sigure de curent de defect. ↩
-
Consultați standardul internațional ISO 60423 pentru specificațiile filetelor din sistemele de conducte electrice și presetupe. ↩
