

Introducere
Frecarea filetului1 în presetupele pentru cabluri din oțel inoxidabil cauzează griparea catastrofală în timpul instalării, necesitând îndepărtarea distructivă, înlocuirea costisitoare și deteriorarea potențială a echipamentului, incidentele de gripare crescând timpul de instalare cu 300-500% și creând pericole de siguranță atunci când tehnicienii aplică o forță excesivă asupra filetelor gripate care se pot desface brusc sub sarcini de cuplu ridicate.
Garniturile de cablu din oțel inoxidabil 316L demonstrează o rezistență superioară la deformarea filetului în comparație cu gradele 304 datorită conținutului mai mare de molibden și a ratelor de întărire mai scăzute, în timp ce oțeluri inoxidabile duplex2 cum ar fi 2205 oferă o rezistență excepțională la exfoliere prin microstructura echilibrată austenită-ferită, iar tratamentele specializate împotriva exfolierii pot reduce tendința de exfoliere cu 80-90% în toate tipurile de oțel inoxidabil.
După ce am investigat sute de eșecuri ale filetelor în instalații marine, chimice și offshore în ultimul deceniu, am învățat că selectarea materialului și tratarea suprafeței sunt factorii principali care determină dacă instalația dvs. se desfășoară fără probleme sau devine un coșmar costisitor care necesită instrumente de extracție specializate și înlocuirea echipamentului potențial.
Tabla de conținut
- Ce cauzează găurirea filetului în presetupele pentru cabluri din oțel inoxidabil?
- Cum se compară diferitele clase de oțel inoxidabil în ceea ce privește rezistența la gălbinare?
- Ce tratamente și acoperiri de suprafață previn deformarea filetului?
- Cum afectează tehnicile de instalare riscul de găurire a filetului?
- Ce metode de testare evaluează rezistența la găurire a filetului?
- Întrebări frecvente despre găurirea filetului în presetupele pentru cabluri din oțel inoxidabil
Ce cauzează găurirea filetului în presetupele pentru cabluri din oțel inoxidabil?
Înțelegerea factorilor metalurgici și mecanici care stau la baza deformării filetului arată de ce presetupele pentru cabluri din oțel inoxidabil sunt deosebit de sensibile la acest mod de defectare.
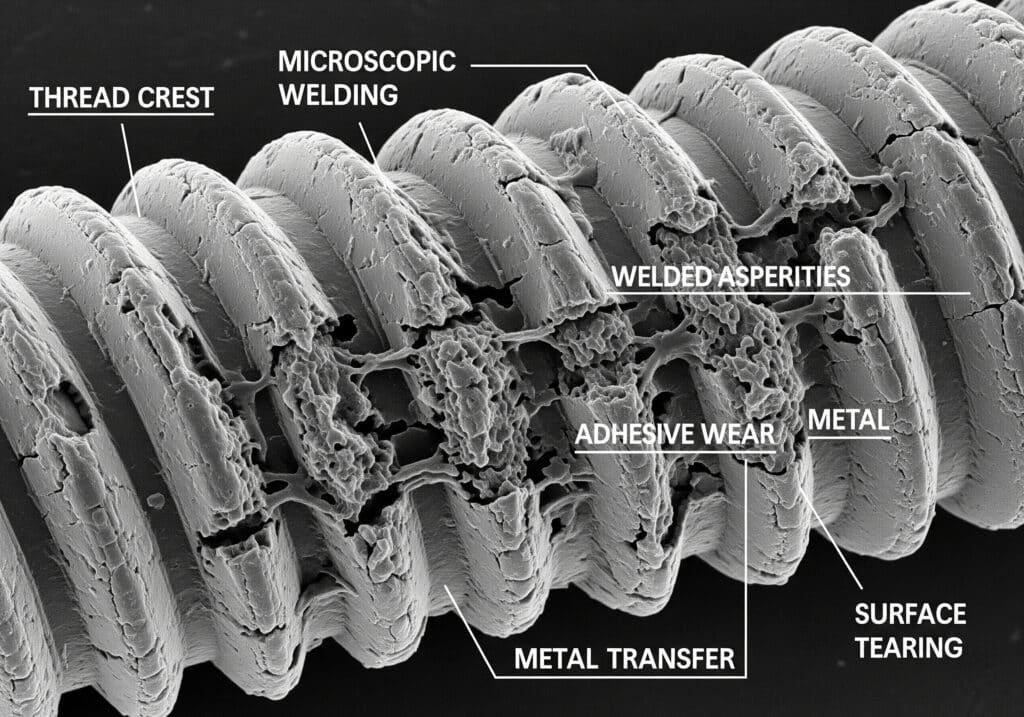
Frecarea filetului apare atunci când sudarea microscopică între suprafețele filetului creează uzură adezivă, rata ridicată de întărire a oțelului inoxidabil, conductivitatea termică scăzută și tendința de a forma pelicule de oxid de protecție care se rup sub presiune creând condiții ideale pentru adeziunea metal-metal, rugozitatea suprafeței, viteza de instalare și cuplul aplicat fiind factori critici care determină severitatea frecării.
Factori metalurgici
Caracteristici de întărire prin muncă:
- Oțeluri inoxidabile austenitice să muncească din greu3 rapid
- Deformarea crește semnificativ duritatea suprafeței
- Suprafețele întărite cresc coeficienții de frecare
- Deteriorarea progresivă se accelerează în timpul instalării
Proprietăți termice:
- Conductivitatea termică scăzută captează căldura de frecare
- Creșterea temperaturii accelerează uzura adezivului
- Expansiunea termică creează ajustări de interferență
- Zonele afectate de căldură devin mai sensibile
Chimia suprafețelor:
- Stratul de oxid pasiv oferă protecție împotriva coroziunii
- Descompunerea oxizilor expune suprafețele metalice reactive
- Suprafețele metalice proaspete aderă ușor sub presiune
- Compatibilitatea chimică afectează tendința de exfoliere
Factori mecanici
Geometria firului:
- Crestele ascuțite ale filetului concentrează stresul
- Finisarea slabă a filetului crește rugozitatea suprafeței
- Toleranțele dimensionale afectează presiunea de contact
- Pasul filetului influențează zona de contact
Parametrii de instalare:
- Viteza excesivă de instalare generează căldură
- Cuplul ridicat crește presiunea de contact
- Nealinierea creează o încărcare neuniformă
- Contaminarea acționează ca particule abrazive
Condiții de contact:
- Contact metal-metal fără lubrifiere
- Rugozitatea suprafeței afectează zona de contact reală
- Distribuția forței normale variază în funcție de geometrie
- Viteza de alunecare influențează încălzirea prin frecare
Am lucrat cu Lars, un supervizor de întreținere la un parc eolian offshore din Marea Nordului, unde s-au confruntat cu probleme grave de deformare a filetului la presetupele de cablu din oțel inoxidabil 304 din sistemele electrice ale turbinei, care au necesitat unelte de extracție specializate și au cauzat întârzieri semnificative la instalare.
Echipa lui Lars a documentat faptul că 25% din instalațiile lor de prindere a cablurilor din oțel inoxidabil 304 prezentau un anumit grad de deformare a filetului, 8% necesitând îndepărtarea distructivă și înlocuirea completă, ceea ce a dus la depășiri substanțiale ale costurilor și întârzieri ale proiectului.
Influențe de mediu
Medii corozive:
- Expunerea la clorură accelerează descompunerea oxizilor
- Condițiile acide favorizează atacul la suprafață
- Efecte de cuplare galvanică cu metale diferite
- Coroziune în crăpături în rădăcinile firului
Efectele temperaturii:
- Temperaturile ridicate reduc rezistența materialelor
- Ciclurile termice creează concentrații de tensiuni
- Expansiunea diferențială afectează angajarea filetului
- Temperaturile ridicate accelerează procesele adezive
Impactul contaminării:
- Particulele abrazive sporesc deteriorarea suprafeței
- Contaminarea chimică afectează chimia suprafeței
- Umiditatea favorizează coroziunea și formarea de oxizi
- Materialele străine acționează ca concentratori de stres
Cum se compară diferitele clase de oțel inoxidabil în ceea ce privește rezistența la gălbinare?
Analiza cuprinzătoare a diferitelor tipuri de oțel inoxidabil relevă diferențe semnificative în ceea ce privește rezistența la înțepătura filetului pentru aplicațiile de prindere a cablurilor.
Oțelul inoxidabil 316L oferă 40-60% o rezistență mai bună la deformare decât 304 datorită conținutului de molibden 2-3% care reduce întărirea la lucru și îmbunătățește stabilitatea suprafeței, în timp ce clasele duplex precum 2205 oferă o rezistență excepțională prin microstructura echilibrată, iar clasele super austenitice precum 254 SMO oferă performanțe premium, dar la un cost semnificativ mai ridicat pentru aplicații critice.
Comparație între oțelurile inoxidabile austenitice
Grad de performanță Clasament:
| Grad | Rezistență înverșunată | Conținut de molibden | Rata de întărire a muncii | Factor de cost | Aplicații |
|---|---|---|---|---|---|
| 304 | Slabă | 0% | Înaltă | 1.0x | Destinație generală |
| 304L | Slab-Fair | 0% | Înaltă | 1.1x | Aplicații sudate |
| 316 | Bun | 2-3% | Moderat | 1.4x | Mediile marine |
| 316L | Bun | 2-3% | Moderat | 1.5x | Prelucrarea chimică |
| 317L | Foarte bun | 3-4% | Scăzut-Moderat | 2.0x | Clorură ridicată |
| 254 SMO | Excelentă | 6% | Scăzut | 4.0x | Mediile severe |
Analiza performanței 304 vs 316L
304 Oțel inoxidabil:
- Tendință ridicată de întărire la lucru
- Întărirea rapidă a suprafeței sub deformare
- Rezistență limitată la coroziune în medii cu cloruri
- Cea mai economică opțiune, dar cel mai mare risc de gălbinare
Caracteristici de gălbinare:
- Criza apare la cupluri relativ mici
- Daune progresive în timpul instalării
- Extracție dificilă odată ce se declanșează colierea
- Rata ridicată a defecțiunilor în aplicațiile marine
Oțel inoxidabil 316L:
- Adaosul de molibden îmbunătățește rezistența la coroziune
- Rată de întărire mai mică decât 304
- O mai bună stabilitate a suprafeței la deformare
- Rezistență sporită la coroziune
Avantaje de performanță:
- 40-60% reducerea incidentelor de înțepătură
- Capacitate mai mare de cuplu de instalare
- Performanță mai bună în medii cu clorură
- Fiabilitate îmbunătățită pe termen lung
Performanța oțelului inoxidabil Duplex
2205 Clasa Duplex:
- Microstructura echilibrată austenită-ferită
- Rezistență excepțională la coroziune
- Rezistența ridicată reduce deformarea
- Rezistență excelentă la coroziune
Avantaje microstructurale:
- Faza ferită rezistă la întărire
- Austenita asigură tenacitate
- Structura echilibrată minimizează uzura adezivului
- Stabilitate superioară a suprafeței
2507 Super Duplex:
- Rezistență premium la coroziune
- Rezistență extremă la coroziune
- Rezistență și duritate ridicată
- Numai aplicații specializate
Îmi amintesc că am lucrat cu Ahmed, inginer de proiect la un complex petrochimic din Arabia Saudită, unde temperaturile extreme și condițiile corozive necesitau presetupe pentru cabluri cu o rezistență excepțională la deformare pentru sistemele lor critice de control al proceselor.
Facilitatea lui Ahmed a efectuat teste extinse comparând 304, 316L și 2205, constatând că presetupele de cablu duplex 2205 au eliminat complet eșecurile de alunecare, oferind în același timp o rezistență superioară la coroziune în mediul lor dur de hidrogen sulfurat.
Calități speciale și aliaje
Gradele super austenitice:
- 254 SMO (6% molibden)
- AL-6XN (6% molibden + azot)
- Rezistență excepțională la coroziune
- Considerații privind costul primei
Gradele de întărire prin precipitare:
- 17-4 PH și 15-5 PH
- Rezistență ridicată după tratamentul termic
- Rezistență moderată la gălbinare
- Aplicații specializate
Aliaje pe bază de nichel:
- Inconel 625 și Hastelloy C-276
- Rezistență superioară la coroziune
- Capacitatea de mediu extrem
- Opțiunile cu cele mai mari costuri
Ce tratamente și acoperiri de suprafață previn deformarea filetului?
Diferitele tratamente de suprafață și acoperiri îmbunătățesc în mod semnificativ rezistența la înțepătura filetului în presetupele pentru cabluri din oțel inoxidabil.
Electropoluare4 reduce riscul de exfoliere cu 60-70% prin netezirea suprafeței și pasivarea îmbunătățită, în timp ce lubrifianții cu peliculă uscată pe bază de PTFE asigură o reducere a exfolierii cu 80-90%, placarea cu argint oferă proprietăți excelente împotriva exfolierii pentru aplicații la temperaturi ridicate, iar compușii antigripare specializați permit instalarea și îndepărtarea în siguranță chiar și după o utilizare prelungită în medii corozive.

Tratament de electropolizare
Beneficiile procesului:
- Îndepărtează neregularitățile suprafeței și particulele încorporate
- Creează un strat pasiv uniform
- Reduce rugozitatea suprafeței cu 50-75%
- Îmbunătățește rezistența la coroziune
Îmbunătățirea rezistenței Galling:
- 60-70% reducerea tendinței de exfoliere
- Angajare mai lină a firului
- Cerințe de cuplu de instalare mai reduse
- Lubrifiere îmbunătățită a suprafeței
Considerații privind aplicarea:
- Creșterea costului 15-25%
- Cerințe privind timpul de prelucrare
- Limitări geometrice
- Cerințe privind controlul calității
Acoperiri lubrifiante cu peliculă uscată
Acoperiri pe bază de PTFE:
- Disulfură de molibden + matrice PTFE
- Interval de temperatură: -200°C până la +260°C
- Coeficient de frecare: 0.05-0.15
- Rezistență chimică excelentă
Caracteristici de performanță:
- 80-90% Reducerea coliziunii
- Proprietăți autolubrifiante
- Nu necesită lubrifiant umed
- Eficacitatea pe termen lung
Metode de aplicare:
- Aplicarea prin pulverizare
- Procesul de acoperire prin imersie
- Aplicarea cu grosime controlată
- Cerințe de întărire
Sisteme de placare metalică
Placare cu argint:
- Proprietăți anti-galling excelente
- Capacitate la temperaturi ridicate (până la 500°C)
- Conductivitate electrică bună
- Limitări ale rezistenței la coroziune
Placare cu nichel:
- Îmbunătățirea moderată a alunecării
- Protecție bună împotriva coroziunii
- Opțiune economică
- Interval larg de temperatură
Aliaj zinc-nichel:
- Rezistență superioară la coroziune
- Rezistență bună la coroziune
- Standard pentru industria auto
- Considerații de mediu
Compuși antiseize
Compuși pe bază de cupru:
- Soluție antigripare tradițională
- Interval de temperatură: -30°C până la +1000°C
- Prevenire excelentă a exfolierii
- Preocupări legate de coroziunea galvanică
Compuși pe bază de nichel:
- Nu există probleme galvanice cu oțelul inoxidabil
- Capacitate de temperatură ridicată
- Formulări de calitate alimentară disponibile
- Caracteristici de performanță premium
Compuși pe bază de ceramică:
- Capacitate de temperatură ultra-înaltă
- Chimic inert
- Fără contaminare cu metale
- Aplicații specializate
Cum afectează tehnicile de instalare riscul de găurire a filetului?
Tehnicile adecvate de instalare reduc semnificativ riscul de deformare a filetului, indiferent de calitatea materialului sau de tratamentul suprafeței.
Viteza de instalare controlată sub 10 RPM, lubrifierea corectă a filetului, controlul precis al cuplului și angajarea corectă a filetului reduc riscul de deformare cu 70-80%, în timp ce instalarea la viteză mare, asamblarea uscată, cuplul excesiv și dezalinierea creează condiții ideale pentru griparea filetului chiar și în materiale rezistente la deformare, cum ar fi 316L sau oțelurile inoxidabile duplex.
Controlul vitezei de instalare
Limitele de viteză critice:
- Instalare manuală: 2-5 RPM maxim
- Instalarea sculei electrice: 5-10 RPM maxim
- Vitezele mari generează căldură excesivă
- Acumularea de căldură accelerează procesul de găurire
Metode de control al vitezei:
- Unelte electrice cu viteză variabilă
- Dispozitive de limitare a cuplului
- Instalare manuală pentru aplicații critice
- Formarea și respectarea procedurilor
Factori de generare a căldurii:
- Viteza de instalare factor principal
- Pasul filetului afectează generarea de căldură
- Proprietăți termice ale materialului
- Considerații privind temperatura ambiantă
Cerințe de lubrifiere
Selectarea lubrifiantului:
- Se preferă compușii antigripare
- Capacitate necesară la temperaturi ridicate
- Compatibilitate chimică esențială
- Cerințe de calitate alimentară, după caz
Metode de aplicare:
- Acoperirea filetului înainte de asamblare
- Aplicare cu pensula sau prin pulverizare
- Acoperirea consecventă este esențială
- Eliminarea excesului este importantă
Beneficii de performanță:
- 60-80% Reducerea coliziunii
- Cuplu de instalare mai mic
- Demontare mai ușoară
- Durată de viață extinsă
Controlul și monitorizarea cuplului
Specificații de cuplu:
- Respectați recomandările producătorului
- Cerințe specifice materialului
- Valori dependente de mărime
- Ajustări ale factorului de mediu
Măsurarea cuplului:
- Instrumente de cuplu calibrate necesare
- Verificarea periodică a calibrării
- Cerințe privind documentația
- Proceduri de control al calității
Monitorizarea instalării:
- Relația cuplu vs. unghi
- Creșterea bruscă a cuplului indică probleme
- Opriți instalarea în cazul în care se bănuiește că există probleme
- Inspecție și acțiuni corective
Am lucrat cu Roberto, un manager de întreținere de la o fabrică de prelucrare chimică din Barcelona, Spania, unde au implementat proceduri de instalare cuprinzătoare care au redus incidentele de deformare a filetului de la 15% la mai puțin de 2% în toate instalațiile de prinderi de cablu din oțel inoxidabil.
Echipa lui Roberto a elaborat instrucțiuni de lucru detaliate, specificând vitezele de instalare, cerințele de lubrifiere și limitele de cuplu pentru fiecare dimensiune de glandă de cablu și grad de material, cu instruire obligatorie și certificare pentru toți tehnicienii de instalare.
Măsuri de control al calității
Inspecție preinstalare:
- Verificarea stării firului
- Integritatea tratamentului de suprafață
- Conformitatea dimensională
- Cerințe de curățenie
Documentație de instalare:
- Valorile cuplului înregistrate
- Monitorizarea vitezei de instalare
- Verificarea aplicării lubrifiantului
- Certificare tehnician
Verificarea post-instalare:
- Confirmarea cuplului final
- Inspecție vizuală pentru daune
- Teste funcționale, dacă este cazul
- Programe de monitorizare pe termen lung
Ce metode de testare evaluează rezistența la găurire a filetului?
Metodele de testare standardizate oferă date cantitative pentru compararea rezistenței la deformarea filetului între diferite tipuri de oțel inoxidabil și tratamente.
ASTM G1965 Metoda de testare standard măsoară rezistența la deformare prin asamblări controlate de șuruburi și piulițe cu un cuplu din ce în ce mai mare până când se produce griparea, în timp ce versiunile modificate care utilizează geometrii reale ale glandelor pentru cabluri oferă date mai relevante, iar testarea pe teren în condiții reale de instalare validează rezultatele de laborator pentru predicția performanței în lumea reală.
Metode standard de testare
ASTM G196 - Rezistența la găurire:
- Eșantioane standardizate pentru încercarea șurub-cuie
- Aplicarea controlată a cuplului
- Determinarea pragului de confiscare
- Capacitatea de clasificare comparativă
Procedura de testare:
- Pregătirea și condiționarea eșantioanelor
- Aplicație de lubrifiere (dacă se specifică)
- Aplicarea progresivă a cuplului
- Detectarea și documentarea confiscărilor
Analiza datelor:
- Valorile pragului cuplului de strângere
- Analiza statistică a rezultatelor
- Clasificarea și compararea materialelor
- Eficacitatea tratamentului de suprafață
Testare modificată pentru presetupele pentru cabluri
Testarea componentelor reale:
- Geometrii reale ale glandelor pentru cabluri
- Specificații relevante ale filetului
- Condiții reprezentative de instalare
- Corelația directă a performanței
Parametrii de testare:
- Simularea vitezei de instalare
- Controlul temperaturii
- Condiții de lubrifiere
- Precizia măsurării cuplului
Metrici de performanță:
- Cuplu de prag de criză
- Progresia cuplului de instalare
- Evaluarea deteriorării suprafeței
- Verificarea repetabilității
Testarea și validarea pe teren
Încercări de instalare:
- Instalații în câmp controlat
- Diverse condiții de mediu
- Niveluri diferite de calificare a tehnicienilor
- Monitorizarea performanței pe termen lung
Colectarea datelor:
- Înregistrări ale cuplului de instalare
- Documentația incidentului Galling
- Măsurarea cuplului de îndepărtare
- Evaluarea stării suprafețelor
Corelația performanței:
- Comparație laborator vs. teren
- Validarea factorilor de mediu
- Verificarea tehnicii de instalare
- Dezvoltarea modelului predictiv
La Bepto, efectuăm teste complete de rezistență la deformare folosind atât metodele ASTM G196, cât și geometrii reale ale glandelor pentru cabluri, pentru a oferi clienților date fiabile de performanță și recomandări de materiale pentru aplicațiile și cerințele lor specifice de instalare.
Implementarea asigurării calității
Testarea materialelor primite:
- Teste de verificare a loturilor
- Calificarea furnizorilor
- Controlul statistic al proceselor
- Cerințe de certificare
Controlul calității producției:
- Verificarea tratamentului de suprafață
- Inspecția calității filetului
- Conformitatea dimensională
- Validarea performanței
Asistență pentru clienți:
- Dezvoltarea procedurii de instalare
- Sprijin pentru programul de formare
- Documentație tehnică
- Monitorizarea performanței pe teren
Concluzie
Rezistența la alunecarea filetului variază semnificativ în funcție de clasele de presetupe pentru cabluri din oțel inoxidabil, 316L oferind o performanță cu 40-60% mai bună decât 304 datorită conținutului de molibden, în timp ce clasele duplex precum 2205 oferă o rezistență excepțională datorită microstructurii echilibrate. Tratamentele de suprafață, inclusiv electropolizarea, acoperirea cu PTFE și placarea cu argint pot reduce riscul de exfoliere cu 60-90%, în funcție de cerințele aplicației. Tehnicile adecvate de instalare, inclusiv controlul vitezei, lubrifierea și gestionarea cuplului, sunt esențiale indiferent de materialul selectat. Testele ASTM G196 oferă metode de comparație standardizate, în timp ce validarea pe teren asigură corelarea performanțelor în lumea reală. Factorii de mediu, inclusiv temperatura, contaminarea și condițiile corozive, influențează semnificativ susceptibilitatea la deformare. La Bepto, oferim îndrumare cuprinzătoare pentru selectarea materialelor, opțiuni de tratare a suprafețelor și asistență la instalare pentru a minimiza riscurile de deformare a filetului și pentru a asigura performanțe fiabile ale presei de cablu în aplicații solicitante. Nu uitați, prevenirea apariției fisurilor prin selectarea corectă a materialelor și a tehnicilor de instalare este mult mai rentabilă decât tratarea componentelor gripate pe teren! 😉
Întrebări frecvente despre găurirea filetului în presetupele pentru cabluri din oțel inoxidabil
Î: Ce tip de oțel inoxidabil are cea mai bună rezistență la deformarea filetului?
A: Oțelul inoxidabil Duplex 2205 oferă cea mai bună rezistență la deformare datorită microstructurii sale echilibrate austenită-ferită care rezistă la călire. Pentru clasele austenitice, 316L are performanțe semnificativ mai bune decât 304, în timp ce clasele super austenitice precum 254 SMO oferă performanțe premium la costuri mai ridicate.
Î: Cum pot preveni deformarea filetului în timpul instalării glandei de cablu?
A: Utilizați lubrifiant antigripare adecvat, instalați la viteză redusă (sub 10 RPM), respectați limitele de cuplu specificate și asigurați alinierea corectă a filetului. Lubrifianții cu peliculă uscată pe bază de PTFE sau suprafețele electropolite reduc riscul de deformare cu 60-90% comparativ cu suprafețele netratate.
Î: Pot îndepărta fără deteriorare o glandă de cablu din oțel inoxidabil?
A: Filetele cu galerii severe necesită adesea îndepărtarea distructivă cu ajutorul uneltelor de tăiere sau al extractoarelor specializate. Prevenirea prin selectarea corectă a materialului, tratarea suprafeței și tehnica de instalare este mai eficientă decât încercarea de îndepărtare după apariția galerii.
Î: De unde știu dacă în timpul instalării începe deformarea filetului?
A: Urmăriți creșterile bruște ale cuplului, rotația sacadată sau neuniformă, zgomotul neobișnuit sau generarea excesivă de căldură. Opriți imediat instalarea în cazul apariției oricăruia dintre aceste simptome, deoarece forțarea continuă va agrava calcarul și va face îndepărtarea mai dificilă.
Î: Este frecarea filetului mai frecventă în mediul marin?
A: Da, expunerea la cloruri în mediul marin accelerează degradarea oxidului și crește tendința de deformare, în special în cazul oțelului inoxidabil 304. Utilizați cel puțin 316L pentru aplicațiile marine, cu clasele duplex preferate pentru instalațiile critice expuse la apă de mare sau spray salin.
-
Pătrundeți în știința metalurgică care stă la baza înțepăturii filetelor și a mecanismului de sudare la rece între suprafețe. ↩
-
Explorați microstructura bifazică unică a oțelurilor inoxidabile duplex, care le conferă o rezistență superioară și o rezistență la deformare. ↩
-
Înțelegeți principiul științei materialelor al călirii la lucru și de ce face oțelul inoxidabil mai rezistent, dar mai predispus la exfoliere. ↩
-
Aflați cum funcționează procesul de electropolizare pentru a crea o suprafață netedă și pasivă la nivel microscopic pe oțel inoxidabil. ↩
-
Examinați standardul oficial ASTM G196 care definește procedura de măsurare a rezistenței la exfoliere a elementelor de fixare filetate. ↩
