

Imaginați-vă asta: Vă holbați la o instalație aparent perfectă de prindere a cablurilor, dar cumva apa își face loc în interior. Misterul? Ceea ce nu puteți vedea cu ochiul liber - imperfecțiunile microscopice, rugozitatea suprafeței și interacțiunile la nivel molecular care determină dacă etanșarea dvs. reușește sau eșuează spectaculos.
Mecanismele de etanșare a glandelor de cablu funcționează prin deformarea controlată a materiale elastomerice1 care se adaptează la neregularitățile microscopice ale suprafeței, creând bariere de contact la nivel molecular care împiedică pătrunderea fluidelor. Eficacitatea depinde de obținerea unei presiuni de contact optime, de compatibilitatea materialului și de calitatea finisării suprafeței la scări măsurate în micrometri.
După un deceniu petrecut la Bepto Connector, am învățat că înțelegerea etanșării la nivel microscopic nu este doar o curiozitate academică - este cheia prevenirii acelor defecțiuni misterioase care înnebunesc inginerii. Permiteți-mi să vă conduc într-o călătorie în lumea invizibilă în care are loc adevărata etanșare. 🔬
Tabla de conținut
- Ce se întâmplă de fapt atunci când materialele de etanșare intră în contact cu suprafețele?
- Cum funcționează diferitele tipuri de elastomeri la nivel molecular?
- Ce rol joacă rugozitatea suprafeței în eficiența etanșării?
- Cum afectează factorii de mediu performanța de etanșare microscopică?
- Ce tehnologii avansate îmbunătățesc etanșarea microscopică?
- ÎNTREBĂRI FRECVENTE
Ce se întâmplă de fapt atunci când materialele de etanșare intră în contact cu suprafețele?
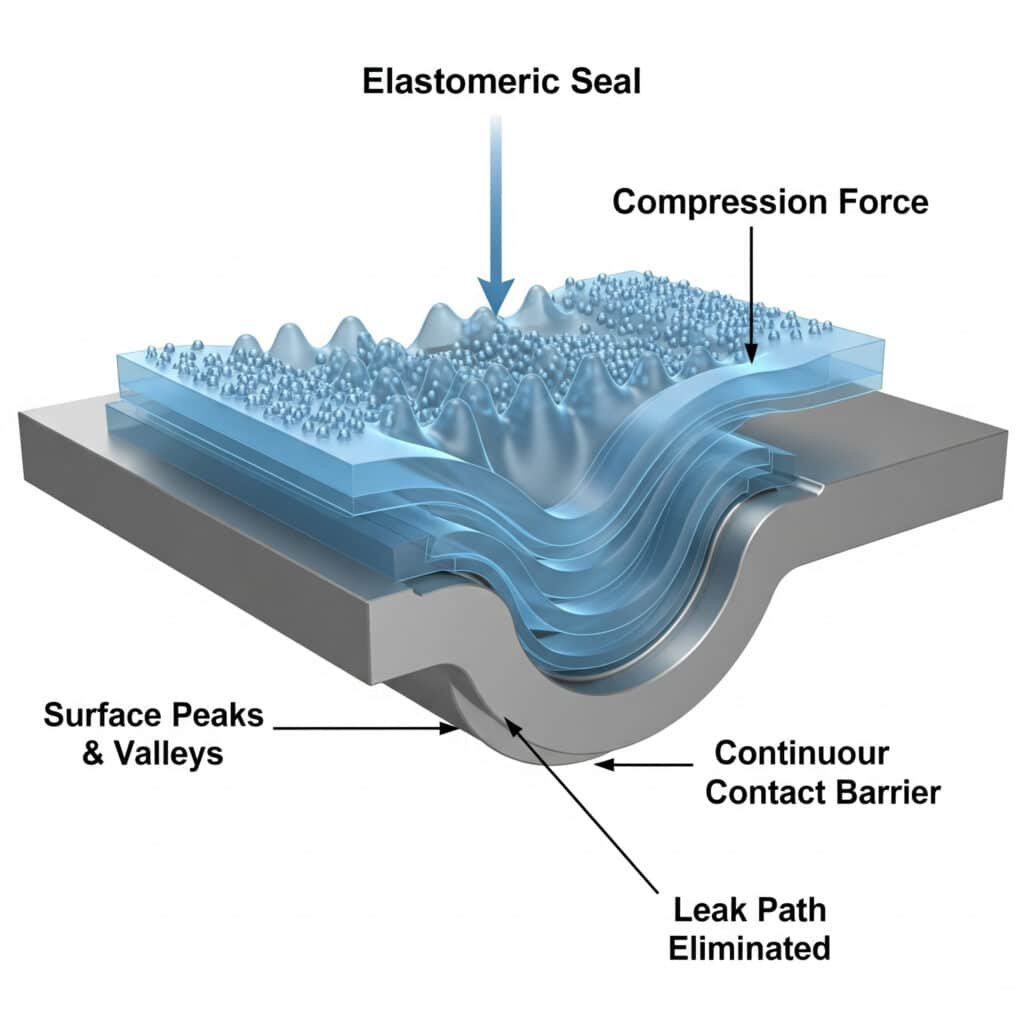
În momentul în care un O-ring atinge o suprafață metalică, începe o luptă invizibilă între forțele moleculare, neregularitățile suprafeței și proprietățile materialului. Înțelegerea acestei drame microscopice este esențială pentru o etanșare fiabilă.
Etanșarea eficientă are loc atunci când materialele elastomerice se deformează pentru a umple văile și vârfurile suprafeței la scară micrometrică, creând bariere de contact continue care blochează căile de penetrare a fluidului. Procesul implică deformarea elastică, aderența moleculară și conformitatea suprafeței care lucrează împreună pentru a elimina căile de scurgere.
Fizica contactului microscopic
Atunci când comprimați o garnitură împotriva unei suprafețe, se produc simultan mai multe fenomene:
Faza de contact inițial
- Contact Asperity: Punctele înalte de pe ambele suprafețe se ating primele
- Deformare elastică: Materialul de etanșare începe în conformitate cu profilul suprafeței
- Distribuția încărcăturii: Presiunea de contact se răspândește de-a lungul interfeței
- Deplasarea aerului: Aerul blocat iese din văile de la suprafață
Deformare progresivă
Pe măsură ce compresia crește, materialul de etanșare curge în văi microscopice:
- Deformare primară: Schimbare de formă la scară largă (vizibilă)
- Deformare secundară: Umplerea urmelor de prelucrare și a zgârieturilor
- Deformarea terțiară: Conformitatea suprafeței la nivel molecular
- Starea finală: Eliminarea completă a căilor de scurgere
Praguri de presiune critică
- Presiunea minimă de etanșare: 0,1-0,5 MPa pentru contact de bază
- Presiune optimă de etanșare: 1-5 MPa pentru umplerea completă a văii
- Presiunea maximă de siguranță: 10-20 MPa înainte de deteriorarea garniturii
Energia de suprafață și adeziunea moleculară
La nivel microscopic, etanșarea nu este doar mecanică - este vorba și despre atracția moleculară:
Forțele Van der Waals
- Gama: 0,1-1,0 nanometri
- Putere: Slab, dar semnificativ la contactul molecular
- Efectul: Aderență îmbunătățită între garnitură și suprafață
- Materiale: Cel mai eficient cu elastomerii polari
Legătura chimică
- Legătura de hidrogen2: Cu suprafețe polare și elastomeri
- Interacțiuni dipolare: Între locurile de suprafață încărcate
- Obligațiuni temporare: Formarea și ruperea cu mișcare termică
- Efect cumulativ: Milioane de legături slabe creează o aderență puternică
Mi-l amintesc pe David de la o companie producătoare de instrumente de precizie din Germania descriind provocările sale în materie de etanșare: "Putem prelucra suprafețele la 0,1 Ra, dar tot avem scurgeri". Problema nu era finisarea suprafeței, ci înțelegerea faptului că chiar și suprafețele netede ca oglinda au văi microscopice care trebuie umplute.
Teoria eliminării căilor de scurgere
Pentru ca o garnitură să fie eficientă, trebuie să elimine TOATE căile potențiale de scurgere:
Formarea unei bariere continue
- Contact complet: Nu există goluri mai mari decât dimensiunile moleculare
- Presiune uniformă: Distribuția uniformă previne punctele slabe
- Fluxul de materiale: Elastomerul umple fiecare neregularitate a suprafeței
- Interfață stabilă: Menține contactul în condiții de funcționare
Dimensiuni critice ale căii de scurgere
- Moleculele de apă: ~0,3 nanometri diametru
- Molecule de ulei: 1-5 nanometri tipic
- Molecule de gaz: 0,1-0,5 nanometri
- Contact de etanșare necesar: <0,1 nanometri pentru etanșare etanșă la gaz
Cum funcționează diferitele tipuri de elastomeri la nivel molecular?
Nu toate materialele de etanșare sunt create la fel la nivel microscopic. Fiecare tip de elastomer are caracteristici moleculare unice care afectează dramatic performanța de etanșare.
Diferitele structuri moleculare ale elastomerilor oferă diferite grade de flexibilitate, conformitate a suprafeței și compatibilitate chimică, densitatea legăturilor încrucișate și mobilitatea lanțului polimeric fiind principalii factori care determină eficacitatea etanșării microscopice. Înțelegerea acestor diferențe ajută la selectarea materialelor optime pentru aplicații specifice.
Cauciuc nitrilic (NBR) - Calul de bătaie
Caracteristici moleculare
- Coloana vertebrală a polimerului: Copolimer de butadienă-acrilonitril
- Densitatea legăturilor încrucișate: Moderat (echilibru bun între flexibilitate și forță)
- Temperatura de tranziție a sticlei3: -40°C până la -10°C în funcție de conținutul de ACN
- Mobilitatea moleculară: Bun la temperatura camerei
Performanță microscopică
- Conformitatea suprafeței: Excelent pentru rugozitatea moderată a suprafeței
- Proprietăți de recuperare: Memorie elastică bună după deformare
- Stabilitatea temperaturii: Menține etanșeitatea 20-120°C
- Rezistență chimică: Bun cu produse petroliere
Aplicații din lumea reală: Rafinăria Hassan din Arabia Saudită utilizează presetupele noastre pentru cabluri etanșate cu NBR în domeniul petrolului brut. Analiza microscopică efectuată după 5 ani a arătat menținerea excelentă a contactului suprafeței, în ciuda ciclurilor termice.
EPDM - Campionul mediului
Structura moleculară Avantaje
- Coloană vertebrală saturată: Nu există legături duble pentru oxidare
- Flexibilitatea lanțului lateral: Performanță îmbunătățită la temperaturi scăzute
- Stabilitatea legăturii încrucișate: Rezistență excelentă la îmbătrânire
- Grupuri polare: Aderență bună la suprafețele metalice
Proprietăți microscopice de etanșare
- Intervalul de temperatură: Menține flexibilitatea -50°C până la +150°C
- Rezistența la ozon: Structura moleculară previne crăparea
- Umectarea suprafeței: Bun contact cu diferite substraturi
- Stabilitate pe termen lung: Modificări minime ale proprietății de-a lungul timpului
Fluorocarbon (FKM/Viton) - Specialistul în Chimie
Caracteristici moleculare unice
- Atomi de fluor: Crearea inerției chimice
- Legături puternice C-F: Rezistați atacului chimic
- Densitate ridicată a legăturilor încrucișate: Proprietăți mecanice excelente
- Permeabilitate scăzută: Transmitere minimă de gaze/vapori
Caracteristici de performanță microscopică
- Duritatea suprafeței: Necesită o compresie mai mare pentru conformitate
- Compatibilitate chimică: Inert la cele mai agresive substanțe chimice
- Stabilitatea temperaturii: Păstrează proprietățile până la 200°C
- Rezistența la permeabilitate: Blochează penetrarea la nivel molecular
Silicon (VMQ) - Extremistul temperaturii
Structura moleculară Beneficii
- Coloană vertebrală Si-O: Extrem de flexibil la temperaturi scăzute
- Grupe laterale organice: Oferiți opțiuni de compatibilitate chimică
- Tranziție vitroasă scăzută: Rămâne flexibil până la -100°C
- Stabilitatea termică: Menține proprietățile până la 250°C
Comportamentul microscopic al etanșării
- Conformitate excepțională: Curge în cele mai fine detalii ale suprafeței
- Independența față de temperatură: Etanșare consecventă pe o gamă largă
- Set de compresie redusă: Menține presiunea de contact în timp
- Energia de suprafață: Umectare bună pe majoritatea substraturilor
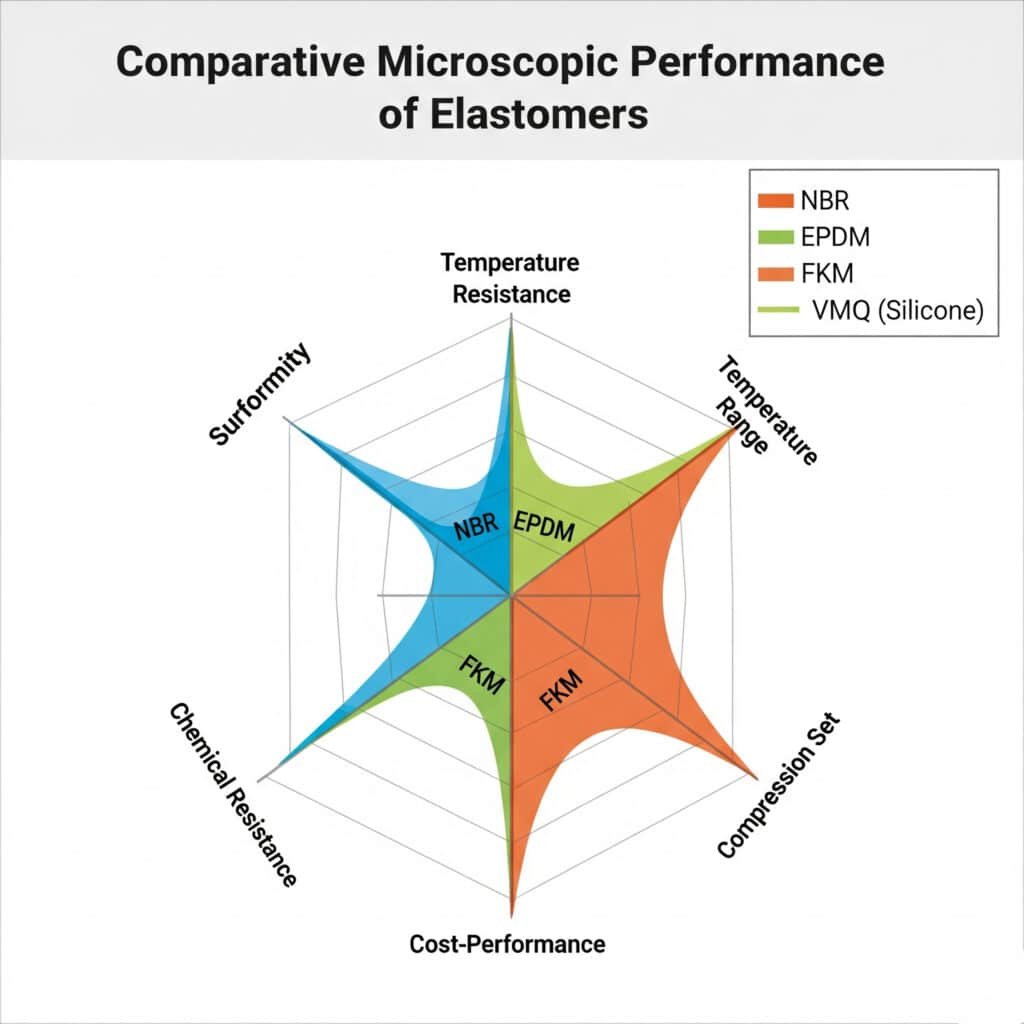
Performanță microscopică comparativă
| Proprietate | NBR | EPDM | FKM | VMQ |
|---|---|---|---|---|
| Conformitatea suprafeței | Bun | Excelentă | Corect | Excelentă |
| Intervalul de temperatură | Moderat | Bun | Excelentă | Excelentă |
| Rezistență chimică | Moderat | Bun | Excelentă | Corect |
| Set de compresie | Bun | Excelentă | Bun | Corect |
| Cost-Performanță | Excelentă | Bun | Corect | Slabă |
Selectarea materialelor pentru optimizarea microscopică
Aplicații cu rugozitate ridicată a suprafeței
- Prima alegere: EPDM sau silicon pentru conformitate maximă
- Evitați: Compuși FKM duri care nu pot curge în văi
- Compresie: Creștere cu 15-20% pentru suprafețe rugoase
Aplicații de precizie (Ra < 0,4)
- Optimă: NBR sau FKM pentru stabilitate dimensională
- Beneficii: Cerințe de compresie mai reduse
- Considerații: Pregătirea suprafeței este esențială pentru performanță
Serviciul chimic
- Produse chimice agresive: FKM obligatoriu în ciuda limitărilor de conformitate
- Produse chimice ușoare: EPDM asigură o etanșare mai bună cu o rezistență adecvată
- Teste de compatibilitate: Esențial pentru fiabilitatea pe termen lung
Marcus de la acel proiect din Manchester a învățat această lecție atunci când trecerea de la garnituri NBR la EPDM i-a îmbunătățit rezultatele testului IP68 de la o rată de trecere de 85% la 99% - pur și simplu pentru că EPDM s-a conformat mai bine suprafețelor prelucrate la nivel microscopic.
Ce rol joacă rugozitatea suprafeței în eficiența etanșării?
Rugozitatea suprafeței nu este doar o specificație de fabricație - este peisajul microscopic care determină succesul sau eșecul garniturilor dumneavoastră. Înțelegerea acestei relații este esențială pentru performanța fiabilă a glandei.
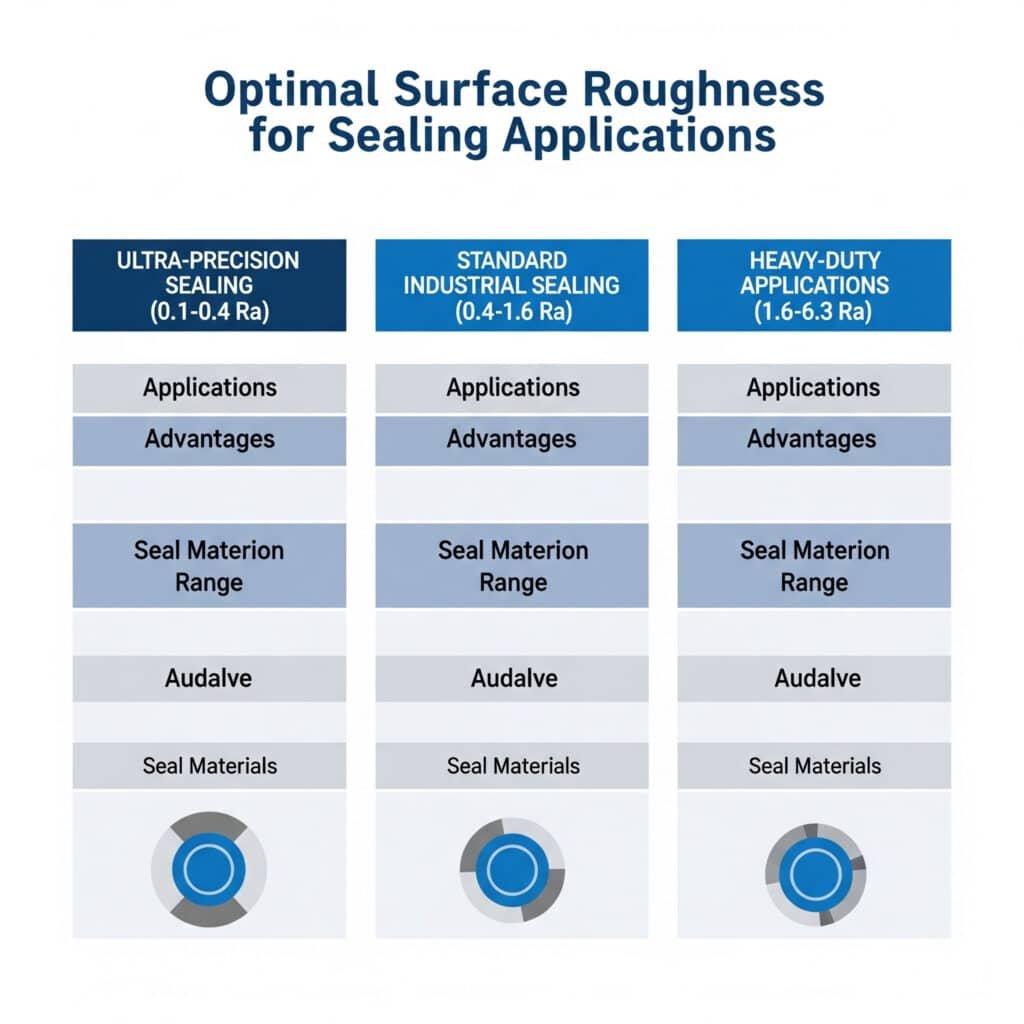
Rugozitatea suprafeței4 afectează în mod direct cerințele de presiune de etanșare și formarea căilor de scurgere, valorile optime ale rugozității de 0,4-1,6 Ra oferind cel mai bun echilibru între conformitatea etanșării și costul de fabricație. Suprafețele prea netede pot reduce, de fapt, eficacitatea etanșării din cauza lipirii mecanice insuficiente.
Relația rugozitate-sigilare
Măsurarea rugozității suprafeței
- Ra (rugozitatea medie): Cea mai comună specificație
- Rz (înălțimea de la vârf la vale): Critic pentru zgârieturi adânci
- Rmax (înălțimea maximă a vârfului): Determină cerințele de presiune
- Raportul de rulare: Procentul de suprafață în contact
Domenii optime de rugozitate în funcție de aplicație
Etanșare de ultraprecizie (0,1-0,4 Ra)
- Aplicații: Sisteme hidraulice, instrumente de precizie
- Avantaje: Cerințe reduse privind presiunea de etanșare
- Dezavantaje: Prelucrare costisitoare, cheie mecanică limitată
- Materiale de etanșare: Compuși duri (Shore A 80-90)
Etanșare industrială standard (0,4-1,6 Ra)
- Aplicații: Majoritatea instalațiilor de prindere a cablurilor
- Avantaje: Bună conformitate/echilibru costuri
- Dezavantaje: Cerințe de presiune moderate
- Materiale de etanșare: Compuși medii (Shore A 60-80)
Aplicații pentru sarcini grele (1.6-6.3 Ra)
- Aplicații: Glande mari, carcase turnate
- Avantaje: Conectare mecanică excelentă
- Dezavantaje: Este necesară o presiune mare de etanșare
- Materiale de etanșare: Compuși moi (Shore A 40-70)
Interacțiunea microscopică dintre garnitură și suprafață
Mecanici de umplere Valley
Atunci când o garnitură intră în contact cu o suprafață aspră, fluxul de material urmează modele previzibile:
- Contact inițial: Vârfurile înalte se comprimă primele
- Umplere progresivă: Materialul curge în văi
- Etanșare completă: Toate văile sunt umplute până la adâncimea critică
- Echilibrul presiunii: Contact uniform stabilit
Adâncimea critică a văii
- Văi puțin adânci (<5 μm): Ușor de umplut cu presiune moderată
- Văi medii (5-25 μm): Necesită o selecție optimă a materialelor
- Văi adânci (>25 μm): Pot fi necesare mai multe elemente de etanșare
Efectele direcționalității suprafeței
- Finisaj circumferențial: Ideal pentru aplicații O-ring
- Finisaj axial: Poate crea căi de scurgere în spirală
- Model de hașurare încrucișată: Oferă o retenție excelentă a etanșării
- Finisaj aleatoriu: Performanță bună în scopuri generale
Impactul procesului de fabricație
Efectele prelucrării asupra etanșării
Diferitele procese de fabricație creează semnături microscopice unice:
Prelucrare CNC
- Calitatea suprafeței: Repetabilitate excelentă
- Controlul rugozității: Realizarea Precise Ra
- Direcționalitate: Modele controlabile ale traseului sculei
- Costuri: Mai ridicat, dar justificat pentru aplicații critice
Procese de turnare
- Variația suprafeței: Rugozitate mai mare, mai puțin previzibilă
- Preocupări legate de porozitate: Golurile microscopice pot crea căi de scurgere
- Cerințe de finisare: Adesea necesită prelucrare secundară
- Selectarea garniturilor: Necesită materiale mai moi, mai conformabile
Turnare/Formare
- Replicarea suprafeței: Copiază exact suprafața matriței
- Consistență: Uniformitate excelentă de la o piesă la alta
- Limitări: Unghiurile de tragere afectează geometria canelurii de etanșare
- Aplicații: Avantajele producției de volum mare
Studii de caz privind rugozitatea suprafeței în lumea reală
Provocarea instrumentului de precizie al lui David
Problema: Suprafețe 0,1 Ra cu garnituri NBR dure care prezintă o rată de scurgere 15%
Cauza principală: Cheie mecanică insuficientă între garnitură și suprafață
Soluție: Treceți la un finisaj 0,8 Ra cu un compus EPDM mai moale
Rezultat: <1% rată de scurgere cu stabilitate îmbunătățită pe termen lung
Aplicația petrochimică a lui Hassan
Provocare: Carcase din aluminiu turnat cu rugozitate 6.3 Ra
Problema: Garniturile standard nu au putut umple complet văile adânci
Soluție: Etanșare în două etape cu etanșare primară moale plus O-ring de rezervă
Rezultat: A obținut clasificarea IP68 cu o fiabilitate de 99,5%
Cele mai bune practici de pregătire a suprafeței
Cerințe de curățare
- Degresare: Îndepărtați toate uleiurile de prelucrare și contaminanții
- Îndepărtarea particulelor: Eliminați resturile abrazive din văi
- Uscare: Asigurați îndepărtarea completă a umidității
- Inspecție: Verificați curățenia înainte de instalarea garniturii
Măsuri de control al calității
- Verificarea rugozității: Măsurarea Ra real vs. Ra specificat
- Inspecție vizuală: Verificați dacă există zgârieturi, lovituri sau defecte
- Testarea contaminării: Verificarea nivelurilor de curățenie
- Documentație: Înregistrați starea suprafeței pentru trasabilitate
La Bepto, specificăm cerințele privind rugozitatea suprafeței pentru toate suprafețele noastre de îmbinare a glandelor pentru cabluri și oferim instrucțiuni detaliate de pregătire. Această atenție la detaliile microscopice este motivul pentru care clienții noștri obțin rate de succes de etanșare >99% în aplicații critice.
Cum afectează factorii de mediu performanța de etanșare microscopică?
Condițiile de mediu nu afectează doar proprietățile masive ale materialelor de etanșare - acestea modifică dramatic interacțiunile microscopice dintre etanșări și suprafețe. Înțelegerea acestor efecte este esențială pentru fiabilitatea pe termen lung.
Temperatura, presiunea, expunerea chimică și timpul afectează mobilitatea moleculară, aderența la suprafață și proprietățile materialelor la nivel microscopic, necesitând compensarea mediului în selectarea materialelor și a parametrilor de proiectare. Acești factori pot crește rata scurgerilor de 10-1000 de ori dacă nu sunt abordați corespunzător.
Efectele temperaturii asupra etanșării microscopice
Impacturi la temperaturi scăzute
Modificări la nivel molecular:
- Mobilitate redusă a lanțului: Lanțurile polimerice devin rigide
- Efecte sporite de tranziție a sticlei: Materialul devine sticlos
- Pierderea conformității suprafeței: Capacitatea redusă de a umple văile
- Contracție termică: Creează goluri la interfețele de etanșare
Praguri de temperatură critică:
- NBR: Eficacitatea etanșării scade sub -20°C
- EPDM: Menține performanța până la -40°C
- FKM: Limitat la -15°C pentru etanșare dinamică
- VMQ: Etanșare eficientă menținută până la -60°C
Strategii microscopice de compensare:
- Compuși mai moi: Durmetrul inferior menține flexibilitatea
- Compresie crescută: 25-50% rapoarte de strângere mai mari
- Optimizarea finisajului suprafeței: Suprafețe mai netede (0,2-0,4 Ra)
- Mecanisme de preîncărcare: Menținerea garniturii cu arc
Efecte la temperaturi ridicate
Procese de degradare moleculară:
- Descompunerea legăturilor încrucișate: Proprietăți elastice reduse
- Scindarea lanțului: Deformarea permanentă crește
- Reacții de oxidare: Are loc întărirea suprafeței
- Pierderi volatile: Plastifianții se evaporă, sigiliile se micșorează
Cronologia degradării performanței:
- 0-1000 ore: Modificări minime ale proprietății
- 1000-5000 ore: Creștere vizibilă a setului de compresie
- 5000-10000 ore: Pierdere semnificativă a presiunii de etanșare
- >10000 ore: Înlocuire de obicei necesară
Sarah de la o instalație geotermală din Islanda ne-a împărtășit experiența sa: "Am crezut că presetupele noastre pentru cabluri cedează din cauza vibrațiilor, dar analiza microscopică a arătat că garniturile EPDM își pierdeau flexibilitatea moleculară la 180°C, creând micro-gapi pe care nu îi puteam vedea."
Efectele presiunii asupra interfețelor de etanșare
Aplicații de înaltă presiune
Fenomene microscopice:
- Conformitate îmbunătățită: Suprafață de contact crescută
- Fluxul de materiale: Etanșarea extrudării în spațiile libere
- Concentrarea tensiunilor: Puncte de înaltă presiune localizate
- Deformare permanentă: Accelerarea setului de compresie
Orientări privind optimizarea presiunii:
- 5-15 MPa: Interval optim de presiune de etanșare
- 15-30 MPa: Acceptabil cu un design adecvat al canelurilor
- >30 MPa: Risc de deteriorare a garniturii și de extrudare
- Inele de rezervă: Necesar peste 20 MPa presiune
Aplicații pentru vid
Provocări unice:
- Outgassing: Compușii volatili creează contaminare
- Aderența la suprafață: Este necesar un contact molecular îmbunătățit
- Permeabilitate: Moleculele de gaz trec prin materialul de etanșare
- Cerințe de compresie: Sunt necesare rate mai mari de strângere
Mediul chimic Efecte microscopice
Umflături și contracții
Mecanisme moleculare:
- Absorbția solvenților: Lanțurile polimerice se separă, garniturile se umflă
- Extracția plastifiantului: Materialul se micșorează și se întărește
- Reacție chimică: Legăturile încrucișate se rup sau se formează
- Degradarea suprafeței: Apar fisuri microscopice
Metode de evaluare a compatibilității:
- Testarea umflării volumului: Protocolul standard ASTM D471
- Evaluarea setului de compresie: Măsurarea deformării pe termen lung
- Analiza suprafeței: Examinare microscopică pentru degradare
- Testarea permeabilității: Ratele de transmitere moleculară
Efecte chimice agresive
Compuși fluorurați:
- Atac molecular: Ruperea legăturilor coloanei vertebrale a polimerului
- Gravură de suprafață: Creați căi de scurgere microscopice
- Degradare rapidă: Eșec în câteva ore sau zile
- Selectarea materialului: Numai FKM oferă o rezistență adecvată
Agenți oxidanți:
- Formarea radicalilor liberi: Reacții accelerate de îmbătrânire
- Modificări ale legăturilor încrucișate: Modificarea proprietăților mecanice
- Întărirea suprafeței: Capacitate de conformitate redusă
- Epuizarea antioxidanților: Pierderea progresivă a performanței
Modificări microscopice dependente de timp
Dezvoltarea setului de compresie
Procesul de relaxare moleculară:
- Deformarea inițială: Răspunsul elastic domină
- Relaxarea stresului: Lanțurile polimerice se rearanjează
- Set permanent: Modificări moleculare ireversibile
- Pierdere de etanșare: Presiune de contact redusă în timp
Modelare predictivă:
- Ecuațiile Arrhenius5: Factori de accelerare a temperaturii
- Williams-Landel-Ferry: Suprapunere timp-temperatură
- Relații bazate pe legea puterii: Corelații stres-timp
- Predicția duratei de viață: Pe baza limitelor de performanță acceptabile
Fisurarea cauzată de stresul mediului
Inițierea fisurilor microscopice:
- Concentrarea tensiunilor: La imperfecțiunile de suprafață
- Atac asupra mediului: Slăbirea chimică a legăturilor
- Propagarea fisurilor: Dezvoltarea progresivă a eșecului
- Eșec catastrofal: Pierderea bruscă a etanșării
Marcus a descoperit acest fenomen atunci când presetupele cablurilor sale de exterior au început să cedeze după exact 18 luni. Analiza microscopică a evidențiat crăpături induse de ozon în garniturile NBR, care nu au fost vizibile până la apariția defecțiunilor. Trecerea la EPDM a eliminat complet problema.
Strategii de compensare de mediu
Matricea de selecție a materialelor
| Mediul înconjurător | Alegerea primară | Opțiune secundară | Evitați |
|---|---|---|---|
| Temperatură ridicată | FKM | EPDM | NBR |
| Temperatură scăzută | VMQ | EPDM | FKM |
| Serviciul chimic | FKM | EPDM | NBR |
| În aer liber/Ozone | EPDM | VMQ | NBR |
| Presiune ridicată | NBR | FKM | VMQ |
| Serviciul de aspirare | FKM | EPDM | NBR |
Modificări ale proiectului
- Geometria canelurii: Optimizarea pentru condițiile de mediu
- Raporturi de compresie: Reglați pentru efectele temperaturii
- Finisaje de suprafață: Compensarea modificărilor proprietăților materialelor
- Sisteme de rezervă: Etanșare redundantă pentru aplicații critice
Ce tehnologii avansate îmbunătățesc etanșarea microscopică?
Tehnologia modernă de etanșare merge mult dincolo de tradiționalele O-ring-uri și garnituri. Materialele avansate și tehnicile de fabricație revoluționează performanța de etanșare microscopică.
Nanotehnologia, tratamentele de suprafață și chimia avansată a polimerilor permit îmbunătățirea performanțelor de etanșare de 10-100 ori față de abordările convenționale prin ingineria la nivel molecular a interfețelor etanșare-suprafață. Aceste tehnologii devin dominante în aplicațiile critice.
Aplicații nanotehnologice
Ranforsarea cu nanoparticule
Integrarea nanotuburilor de carbon:
- Structura moleculară: Tuburi cu perete simplu și cu pereți multipli
- Îmbunătățirea proprietății: Este posibilă creșterea rezistenței de 100x
- Conductivitate termică: Disipare îmbunătățită a căldurii
- Proprietăți electrice: Conductivitate controlată pentru aplicații EMC
Încorporarea grafenului:
- Structura bidimensională: Slăbiciune maximă cu rezistență
- Proprietăți de barieră: Impermeabil la moleculele de gaz
- Menținerea flexibilității: Nu compromite elasticitatea
- Inerție chimică: Rezistență chimică îmbunătățită
Modificări ale nano-suprafețelor
Tratamentul cu plasmă:
- Activarea suprafeței: Crește energia de aderență
- Legătura moleculară: Creează puncte de fixare chimică
- Rugozitate controlată: Optimizarea texturii la scară nanometrică
- Eliminarea contaminării: Curățarea la nivel molecular
Monostraturi autoasamblate (SAMs - Self-Assembled Monolayers):
- Organizarea moleculară: Structuri de suprafață ordonate
- Proprietăți personalizate: Control hidrofobic/hidrofilic
- Funcționalitate chimică: Interacțiuni moleculare specifice
- Controlul grosimii: Precizie la nivel de angstrom
Chimie avansată a polimerilor
Polimeri cu memorie de formă
Mecanismul molecular:
- Forma temporară: Stare deformată la instalare
- Activarea declanșatorului: Temperatura sau stimulul chimic
- Recuperarea formei: Revine la geometria de etanșare optimizată
- Contact îmbunătățit: Reglarea automată a presiunii
Aplicații în presetupele pentru cabluri:
- Ușurința instalării: Comprimați pentru introducere, extindeți pentru etanșare
- Autovindecare: Închiderea automată a golului după ciclurile termice
- Etanșare adaptivă: Răspunde la schimbările de mediu
- Reducerea întreținerii: Performanță autooptimizată
Elastomeri cu cristale lichide
Proprietăți unice:
- Orientarea moleculară: Lanțuri polimerice aliniate
- Comportament anizotropic: Proprietăți dependente de direcție
- Răspunsul la stimuli: Se modifică în funcție de temperatură/câmp electric
- Deformare reversibilă: Modificări controlate ale formei
Avantaje de etanșare:
- Etanșare direcțională: Optimizat pentru căi de scurgere specifice
- Reglare activă: Controlul presiunii de etanșare în timp real
- Adaptarea la mediu: Optimizarea automată a proprietății
- Durată de viață extinsă: Mecanisme de degradare reduse
Sisteme inteligente de etanșare
Senzori încorporați
Monitorizare microscopică:
- Senzori de presiune: Măsurarea presiunii de contact în timp real
- Monitorizarea temperaturii: Urmărirea condițiilor termice locale
- Detectarea substanțelor chimice: Identificarea produsului de degradare
- Măsurarea tensiunii: Cuantificarea deformării sigiliului
Integrarea datelor:
- Transmisie fără fir: Capacitate de monitorizare la distanță
- Analiză predictivă: Algoritmi de predicție a defecțiunilor
- Programarea întreținerii: Calendarul de înlocuire optimizat
- Optimizarea performanței: Reglarea parametrilor în timp real
Materiale cu autovindecare
Mecanisme moleculare de reparare:
- Sisteme de microcapsule: Eliberarea agentului de vindecare la deteriorare
- Lipire reversibilă: Legături transversale temporare care se reformează
- Recuperarea memoriei formei: Închidere automată a fisurilor
- Repararea catalizatorului: Reacțiile chimice restabilesc proprietățile
Implementare în etanșare:
- Vindecarea micro-crăpăturilor: Previne apariția scurgerilor
- Durată de viață extinsă: 2-5x durata de viață a garniturii convenționale
- Întreținere redusă: Capacități de auto-reparare
- Fiabilitate îmbunătățită: Restaurarea automată a performanțelor
Tehnologii de inginerie de suprafață
Depuneri de straturi atomice (ALD)
Capabilități de proces:
- Precizie atomică: Controlul grosimii unui singur strat
- Acoperire conformă: Acoperire uniformă pe geometrii complexe
- Croitorie chimică: Funcționalitate moleculară specifică
- Filme fără defecte: Straturi de barieră fără pinhole
Aplicații de etanșare:
- Consolidarea barierelor: Impermeabilitate la nivel molecular
- Protecție chimică: Straturi de suprafață inerte
- Promovarea aderenței: Îmbinare optimizată între etanșare și suprafață
- Rezistență la uzură: Durabilitate extinsă a suprafeței
Texturarea suprafețelor cu laser
Crearea de modele microscopice:
- Rugozitate controlată: Dimensiuni precise ale văilor și vârfurilor
- Optimizarea modelelor: Proiectat pentru tipuri specifice de garnituri
- Buzunare de lubrifiere: Rezervoare microscopice de fluide
- Proprietăți direcționale: Caracteristici de etanșare anizotropice
Beneficii de performanță:
- Frecare redusă: Forțe de instalare reduse
- Retenție îmbunătățită: Blocarea garniturii mecanice
- Conformitate îmbunătățită: Distribuția optimizată a presiunii de contact
- Durată de viață extinsă: Uzură și degradare reduse
Implementarea tehnologiei avansate în lumea reală
Provocarea mediului extrem a lui Hassan
Aplicație: Prelucrarea gazelor acide la 200°C, 50 bar presiune
Abordare tradițională: Înlocuirea lunară a garniturilor, rata de defectare 15%
Soluție avansată:
- Garnituri FKM ranforsate cu grafen
- Suprafețe de contact tratate cu plasmă
- Monitorizare încorporată a presiunii
Rezultate: intervale de service de 18 luni, rată de defectare <1%
Aplicația de precizie a lui David
Cerință: Etanșare etanșă la heliu pentru instrumente analitice
Provocare: Sigiliile convenționale au permis scurgeri la nivel molecular
Inovație:
- Acoperiri de barieră ALD pe suprafețe de etanșare
- Suprafețe de potrivire nanotexturate
- Matrice polimerică autovindecabilă
Realizări: Îmbunătățirea de 100 de ori a etanșeității
Tendințe tehnologice viitoare
Etanșare biomimetică
Modele inspirate din natură:
- Gecko aderență: Utilizarea forței Van der Waals
- Proteine de midii: Mecanisme de adeziune subacvatică
- Cuticulele plantelor: Sisteme de barieră multistrat
- Îmbinări de insecte: Interfețe de etanșare flexibile, durabile
Integrarea inteligenței artificiale
Sisteme de etanșare inteligente:
- Învățarea automată: Recunoașterea tiparelor pentru predicția defecțiunilor
- Control adaptiv: Optimizarea parametrilor în timp real
- Întreținere predictivă: Programarea înlocuirii în funcție de inteligența artificială
- Optimizarea performanței: Algoritmi de îmbunătățire continuă
La Bepto Connector, încorporăm în mod activ aceste tehnologii avansate în noua noastră generație de modele de presetupe pentru cabluri. În timp ce principiile tradiționale de etanșare rămân importante, aceste inovații permit niveluri de performanță care păreau imposibile cu doar câțiva ani în urmă. 🚀
Concluzie
Înțelegerea etanșării la nivel microscopic transformă instalația de prindere a cablurilor din presupunere în inginerie de precizie. Lumea invizibilă a interacțiunilor moleculare, conformitatea suprafeței și efectele mediului determină succesul sau eșecul instalațiilor dumneavoastră - adesea în moduri care nu sunt evidente până când nu este prea târziu.
Principalele concluzii ale călătoriei noastre microscopice: rugozitatea suprafeței nu este doar un număr de specificații, selectarea materialului afectează performanța la nivel molecular, factorii de mediu creează procese de degradare invizibile, iar tehnologiile avansate revoluționează posibilitățile de performanță a etanșării.
Fie că aveți de-a face cu cerințele de precizie ale lui David, cu mediile extreme ale lui Hassan sau cu provocările de fiabilitate ale lui Marcus, principiile rămân aceleași - controlați interfața microscopică și controlați performanța etanșării.
La Bepto Connector, aplicăm această înțelegere microscopică la fiecare proces de proiectare și fabricare a glandelor pentru cabluri. Angajamentul nostru față de știința etanșării la nivel molecular este motivul pentru care clienții noștri obțin o fiabilitate >99% în aplicații în care alții se luptă să ajungă la 90%. Diferența este în detaliile pe care nu le puteți vedea. 😉
ÎNTREBĂRI FRECVENTE
Î: De ce unele glande de cablu prezintă scurgeri chiar dacă par perfect instalate?
A: Căile de scurgere microscopice invizibile cu ochiul liber sunt cauza principală. Rugozitatea suprafeței, compresia necorespunzătoare a etanșării sau golurile la nivel molecular pot permite pătrunderea fluidului chiar și atunci când instalarea pare perfectă din punct de vedere vizual.
Î: Cât de mici sunt golurile care cauzează eșecuri de etanșare?
A: Căile critice de scurgere pot fi la fel de mici ca 0,1-1,0 micrometri - de aproximativ 100 de ori mai mici decât lățimea părului uman. Moleculele de apă sunt de numai 0,3 nanometri, astfel încât chiar și imperfecțiunile microscopice pot cauza defecțiuni.
Î: Ce rugozitate a suprafeței este cea mai bună pentru etanșarea glandei de cablu?
A: Rugozitatea optimă a suprafeței este de obicei de 0,4-1,6 Ra pentru majoritatea aplicațiilor. O suprafață prea netedă (3,2 Ra) necesită o forță de compresie excesivă și poate deteriora garniturile.
Î: Cum știu dacă materialul meu de etanșare este compatibil la nivel molecular?
A: Testele de compatibilitate ar trebui să includă măsurători ale umflării volumului, evaluarea setului de compresie și analiza microscopică a suprafeței după expunerea la substanțe chimice. Testele simple de imersie nu dezvăluie mecanismele de degradare la nivel molecular.
Î: Poate nanotehnologia să îmbunătățească cu adevărat performanța de etanșare a glandei de cablu?
A: Da, în mod semnificativ. Întărirea cu nanoparticule poate îmbunătăți proprietățile de etanșare de 10-100 de ori, în timp ce tratamentele cu nano suprafețe îmbunătățesc aderența și proprietățile de barieră. Aceste tehnologii devin dominante în aplicațiile critice.
-
Aflați mai multe despre proprietățile elastomerilor, o clasă de polimeri cu vâscozitate și elasticitate, cunoscuți în mod obișnuit sub numele de cauciuc. ↩
-
Explorați acest tip special de atracție dipol-dipol între molecule, care joacă un rol esențial în aderența la suprafață. ↩
-
Descoperiți știința din spatele temperaturii de tranziție vitroasă (Tg), punctul la care un polimer trece de la o stare rigidă la una mai flexibilă. ↩
-
Înțelegerea parametrilor cheie precum Ra și Rz utilizați pentru a măsura și specifica textura unei suprafețe. ↩
-
Aflați cum această formulă descrie relația dintre temperatură și rata reacțiilor chimice, utilizată pentru a prezice îmbătrânirea materialelor. ↩
