

As oficinas de construção de painéis perdem milhares de horas em instalações ineficientes de prensa-cabos. Os processos lentos prejudicam a rentabilidade e atrasam as entregas aos clientes.
Esta oficina de construção de painéis conseguiu uma instalação de prensa-cabos 40% mais rápida, implementando kits de prensa-cabos pré-dimensionados, procedimentos de torque padronizados e layouts de espaço de trabalho otimizados - reduzindo os custos de mão de obra em $180.000 anualmente e eliminando o retrabalho.
Quando Hassan me telefonou na primavera passada, a sua operação de construção de painéis estava a afogar-se em ineficiência. "Chuck, os meus técnicos passam mais tempo a selecionar e instalar bucins do que a ligar os painéis propriamente ditos", queixou-se.
Índice
- Qual foi o custo do processo de instalação original para esta loja?
- Quais as alterações específicas que permitiram uma maior poupança de tempo?
- Como é que a normalização melhorou a velocidade e a qualidade?
- Quais foram os resultados mensuráveis após 6 meses de implementação?
Qual foi o custo do processo de instalação original para esta loja?
A compreensão das ineficiências de base revela onde são possíveis as maiores melhorias.
O processo original de instalação de prensa-cabos demorava 12 minutos por prensa-cabos, com uma taxa de retrabalho de 15%, o que custava a esta oficina de painéis de 50 pessoas $280.000 por ano em mão de obra, ao mesmo tempo que criava atrasos na entrega e problemas de qualidade.

O pesadelo da ineficiência
A Hassan's Electrical Systems LLC constrói painéis de controlo personalizados1 para a automatização industrial. Quando visitei as suas instalações de 15.000 pés quadrados no Dubai, testemunhei o caos em primeira mão.
Desdobramento do processo original:
- Seleção de glândulas: 3 minutos a procurar nos caixotes do lixo
- Verificação do tamanho: 2 minutos de medição e controlo
- Recolha de ferramentas: 1,5 minutos para encontrar as ferramentas corretas
- Instalação: 4 minutos de trabalho efetivo de montagem
- Controlo de qualidade: 1,5 minutos de inspeção e ensaio
- Tempo total: 12 minutos por glândula
Desperdiçadores de tempo ocultos:
- Deslocação a pé para as zonas de armazenagem (150 metros ida e volta)
- Pesquisa em posições de inventário mistas
- Medição de cabos várias vezes
- Utilizar ferramentas erradas e reiniciar
- Correção de erros de instalação
A matemática por detrás da loucura
A oficina de Hassan instalou aproximadamente 2.000 prensa-cabos por mês em 40 projectos activos.
Análise Mensal do Trabalho:
- Total de glândulas: 2.000 unidades
- Tempo por glândula: 12 minutos
- Total de horas de trabalho: 400 horas
- Taxa de trabalho: $35/hora (incluindo despesas gerais)
- Custo mensal: $14,000
- Custo anual: $168,000
Impacto do retrabalho:
- Taxa de retrabalho: 15% (300 glândulas/mês)
- Tempo adicional: 8 minutos por retrabalho
- Horas de retrabalho: 40 horas/mês
- Custo do retrabalho: $1,400/month ($16,800/year)
- Tempo de inspeção da qualidade: 60 horas/mês ($25.200/ano)
Custo total anual da instalação: $210,000
Os efeitos de arrastamento
Mas o verdadeiro custo não era apenas a mão de obra. As ineficiências da Hassan criaram vários problemas:
Impacto no cliente:
- Atrasos na entrega: 20% de projectos entregues com atraso
- Queixas de qualidadeTaxa de rejeição de clientes 8%
- Custos de retrabalho: $50.000 reclamações anuais de garantia
- Negócios perdidos: 3 clientes mudaram de fornecedor
Impacto nos trabalhadores:
- Níveis de frustração: Elevada rotatividade na equipa de montagem
- Custos das horas extraordinárias: 15% pagamento do prémio para trabalhos urgentes
- Encargos com a formação: Formação contínua devido à rotação de pessoal
- Problemas de moral: Os técnicos sentiram-se improdutivos
"Os meus melhores técnicos estavam a passar mais tempo à procura de peças do que a construir painéis", disse-me Hassan. "Alguma coisa tinha de mudar."
A mesma luta de David
Na mesma altura, a oficina de painéis de David na Alemanha enfrentou desafios idênticos. A sua empresa de 30 pessoas estava a perder contratos para concorrentes mais rápidos.
Os pontos fracos de David:
- Tempo de instalação: 14 minutos por glândula (pior do que Hassan!)
- Caos no inventárioMais de 200 tipos diferentes de bucins em stock
- Ineficiência da ferramenta: Conjuntos de ferramentas pessoais dos técnicos
- Problemas de qualidade22% taxa de retrabalho nas entradas de cabos
"Estávamos a afogar-nos na nossa própria complexidade", admitiu David. "Cada projeto utilizava diferentes tipos de glândulas e ninguém conseguia encontrar nada rapidamente."
Quais as alterações específicas que permitiram uma maior poupança de tempo?
Pequenos melhoramentos nos processos transformam-se em enormes ganhos de eficiência quando implementados de forma sistemática.
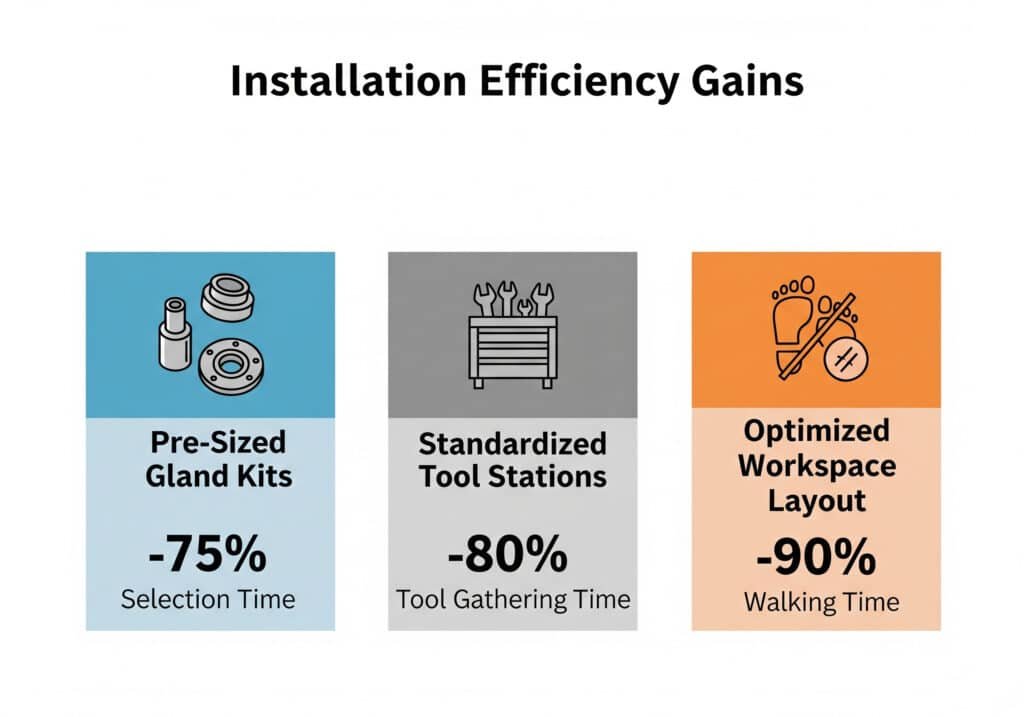
Os kits de bucins pré-dimensionados reduziram o tempo de seleção em 75%, as estações de ferramentas padronizadas reduziram o tempo de recolha de ferramentas em 80% e a disposição optimizada do espaço de trabalho eliminou 90% de tempo de deslocação durante a instalação.
Alterar #1: Kits de glândulas pré-dimensionadas
O maior avanço foi a eliminação da tomada de decisões durante a instalação.
O sistema de kits:
- Kit A: Bucins de nylon M12-M16 (80% de aplicações)
- Kit B: Bucins de latão M20-M25 (15% de aplicações)
- Kit C: Bucins em aço inoxidável M32+ (5% de aplicações)
- Kit especial: Bucins à prova de explosão e marítimos
Conteúdo do kit (Exemplo - Kit A):
- 20x bucins de nylon M12 com vedantes
- 15x bucins de nylon M16 com vedantes
- 10x bucins de nylon M20 com vedantes
- Sortido de porcas de aperto
- Instruções de instalação
- Lista de controlo de qualidade
Poupança de tempo:
- Antes de: 3 minutos de seleção + 2 minutos de verificação = 5 minutos
- Depois de: 30 segundos seleção do kit = 0,5 minutos
- Poupança: 4,5 minutos por glândula (37,5% de tempo total)
Mudança #2: Estações de ferramentas padronizadas
Eliminámos totalmente o jogo de caça às ferramentas.
Conceção da estação de ferramentas:
- Localização: Um por cada 4 bancadas de trabalho (alcance máximo de 5 metros)
- Conteúdo: Todas as ferramentas necessárias para a instalação do bucim
- Organização: Quadros de sombras com contornos de ferramentas
- Manutenção: Verificação e substituição diária das ferramentas
Lista de ferramentas padrão:
- Chave dinamométrica calibrada (gama 10-50 Nm)
- Ferramentas de decapagem de cabos (vários tamanhos)
- Machos e matrizes para corte de roscas
- Pinças de medição
- Escovas de limpeza
- Dispensador de vedante de roscas
Poupança de tempo:
- Antes de: 1,5 minutos para recolher ferramentas
- Depois de: 0,3 minutos de acesso a uma estação próxima
- Poupança: 1,2 minutos por glândula (10% de tempo total)
Modificação #3: Layout otimizado do espaço de trabalho
Redesenhámos todo o fluxo de produção para minimizar os movimentos.
Princípios de apresentação:
- Bancadas de trabalho em forma de U: Tudo ao alcance da mão
- Caixas de peças alimentadas por gravidade: Reabastecimento automático
- Gestão de cabos integrada: Sem emaranhamento de cabos
- Estações de qualidade: Equipamento de teste incorporado
Otimização do fluxo de trabalho:
- Zona de preparação dos cabos: Estação de corte e decapagem
- Zona de montagem de bucins: Espaço de trabalho de instalação
- Ponto de verificação da qualidade: Testes e documentação
- Preparação de produtos acabados: Pronto para a próxima etapa de montagem
Poupança de tempo:
- Antes de: 150 metros de caminhada por 10 glândulas
- Depois de: 20 metros de marcha por cada 10 glândulas
- Poupança2 minutos por 10 glândulas (melhoria de 1,7%)
Alterar #4: Procedimentos de instalação simplificados
Criámos procedimentos infalíveis que eliminaram o tempo de reflexão.
Procedimento Operacional Normalizado2:
- Selecionar cabo: Medir o diâmetro com o medidor go/no-go
- Selecionar a glândula: Utilizar o diâmetro do cabo para selecionar a partir do kit
- Preparar o cabo: Descarnar até ao comprimento marcado (régua gravada a laser)
- Instalar o bucim: Seguir o cartão de sequência de binário
- Teste de vedação: Utilizar o procedimento normalizado de ensaio de pressão
Ajudas visuais:
- Tabelas de diâmetros de cabos com código de cores
- Ilustrações da sequência de binários
- Exemplos de inspeção de aprovação/reprovação
- Fluxogramas de resolução de problemas
Poupança de tempo:
- Antes de: 1,5 minutos para refletir e verificar
- Depois de: 0,2 minutos após o procedimento
- Poupança: 1,3 minutos por glândula (11% do tempo total)
Resultados da implementação de Hassan
Hassan implementou as mudanças por fases ao longo de 3 meses:
Fase 1 (Mês 1): Estações de ferramentas
- Redução do tempo: 10% melhoria
- Melhoria da qualidade: 5% menos erros
- Feedback dos trabalhadores: "Finalmente, ferramentas onde precisamos delas!"
Fase 2 (Mês 2): Kits pré-dimensionados
- Redução do tempo: 35% melhoria (cumulativa)
- Melhoria da qualidade: 12% menos erros
- Giro de estoque: Melhoria de 6x para 12x por ano
Fase 3 (Mês 3): Otimização do layout
- Redução do tempo: Melhoria do 42% (final)
- Melhoria da qualidade: 18% menos erros
- Satisfação dos trabalhadores: Melhoria significativa
Como é que a normalização melhorou a velocidade e a qualidade?
A eliminação da variabilidade cria processos previsíveis e repetíveis que reduzem os erros e aumentam a velocidade.
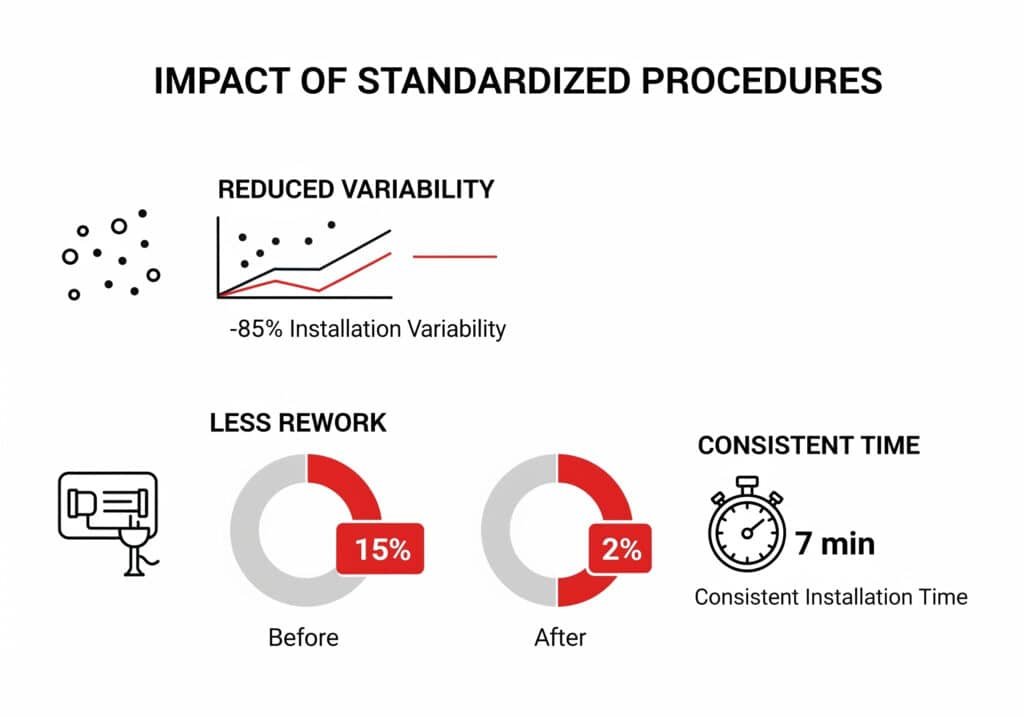
Os procedimentos padronizados reduziram a variabilidade da instalação em 85%, diminuindo o retrabalho de 15% para 2% e permitindo que os técnicos atingissem tempos de instalação consistentes de 7 minutos, independentemente do nível de experiência.
O poder da normalização de processos
Antes da normalização, a Hassan tinha 12 métodos de instalação diferentes (um por técnico). Após a normalização, todos seguiram o mesmo procedimento comprovado.
Elementos de normalização:
1. Normalização dos materiais
- Reduzido de mais de 200 tipos de bucins para 25 tipos normalizados
- Eliminação dos bucins de "encomenda especial" para as aplicações 90%
- Normalizado em 3 fornecedores em vez de 12
- Criado lista de fornecedores aprovados3 com acordos de qualidade
2. Normalização de ferramentas
- Modelo único de chave dinamométrica para todas as estações
- Ferramentas idênticas de decapagem de cabos em toda a oficina
- Equipamento de medição normalizado (mesma marca/modelo)
- Selante de rosca comum e material de limpeza
3. Normalização de procedimentos
- Instruções de trabalho escritas com fotografias
- Sequências de binário padrão para cada tamanho de bucim
- Pontos de controlo de qualidade consistentes
- Requisitos de documentação uniformes
Métricas de melhoria da qualidade
Antes da normalização:
- Taxa de retrabalho: 15% (300 glândulas/mês)
- Reclamações dos clientes: 8 por mês
- Custos de garantia: $4,200/mês
- Tempo de inspeção: 1,5 minutos por glândula
Após a normalização:
- Taxa de retrabalho: 2% (40 glândulas/mês)
- Reclamações dos clientes: 1 por mês
- Custos de garantia: $600/mês
- Tempo de inspeção: 0,5 minutos por glândula
Aceleração da formação
A normalização melhorou drasticamente a formação de novos técnicos:
Comparação do tempo de treino:
| Nível de competência | Antes (horas) | Depois (horas) | Melhoria |
|---|---|---|---|
| Instalação básica | 16 | 4 | 75% mais rápido |
| Procedimentos de qualidade | 8 | 2 | 75% mais rápido |
| Resolução de problemas | 12 | 3 | 75% mais rápido |
| Formação total | 36 | 9 | 75% mais rápido |
Eficácia da formação:
- Produtividade dos novos técnicos: Atingiu a eficiência de 90% em 2 semanas vs. 8 semanas
- Taxas de erro: Os novos técnicos atingiram imediatamente uma taxa de erro <5%
- Níveis de confiança: Maior satisfação e retenção no emprego
A jornada de normalização de David
David implementou uma normalização semelhante com resultados ainda mais dramáticos:
A sua abordagem:
- Tipos de glândulas: Reduzido de 200 para 15 tipos normalizados
- Fornecedores: Consolidado de 8 para 2 fornecedores preferenciais
- Procedimentos: Criação de instruções visuais de trabalho em alemão e inglês
- Formação: Programa de certificação obrigatório para todos os técnicos
Resultados do David:
- Tempo de instalação: Reduzido de 14 para 6,5 minutos (melhoria 54%)
- Taxa de retrabalho: Caiu de 22% para 1,5%
- Satisfação do cliente: Aumento de 78% para 96%
- Rotatividade dos trabalhadores: Reduzido de 25% para 8% anualmente
"A normalização transformou toda a nossa operação", relatou David. "Passámos do caos à precisão de um relógio em 4 meses."
O efeito composto
A normalização criou benefícios adicionais inesperados:
Gestão de inventário:
- Níveis de existências: Redução de 60%, melhorando a disponibilidade
- Inventário obsoleto: Eliminação de $45,000 de existências mortas
- Relações com os fornecedores: Parcerias mais fortes com menos fornecedores
- Poder de compra: Melhores preços através da consolidação de volumes
Eficiência de manutenção:
- Manutenção de ferramentas: Simplificado com equipamento idêntico
- Peças de substituição: Redução da complexidade e do inventário
- Calibração: Simplificado com equipamento de série
- Substituição: Fornecimento mais rápido de ferramentas idênticas
Quais foram os resultados mensuráveis após 6 meses de implementação?
Os resultados do mundo real provam o valor da melhoria sistemática do processo nas operações de construção de painéis.
Após 6 meses, a oficina de Hassan alcançou um tempo médio de instalação de 7,2 minutos (melhoria de 40%), uma taxa de retrabalho de 2% (melhoria de 87%) e uma poupança anual de mão de obra de $180.000, melhorando simultaneamente a satisfação do cliente para 94%.
Relatório de desempenho de 6 meses de Hassan
Resultados do tempo de instalação:
| Métrica | Antes de | Depois de | Melhoria |
|---|---|---|---|
| Tempo médio por glândula | 12.0 min | 7,2 min | 40% mais rápido |
| O técnico mais rápido | 9,5 min | 6,8 min | 28% mais rápido |
| Técnico mais lento | 16,2 min | 8,1 min | 50% mais rápido |
| Variabilidade temporal (desvio padrão) | 3,2 min | 0,7 min | 78% mais consistente |
Melhorias de qualidade:
| Métrica de qualidade | Antes de | Depois de | Melhoria |
|---|---|---|---|
| Taxa de retrabalho | 15% | 2% | Redução 87% |
| Reclamações dos clientes | 8/mês | 1/mês | Redução 87% |
| Custos de garantia | $4,200/mês | $600/mês | Redução 86% |
| Rendimento na primeira passagem4 | 85% | 98% | Melhoria do 15% |
Impacto financeiro:
Poupança de custos de mão de obra:
- Instalação mensal de bucins: 2.000 unidades
- Poupança de tempo por glândula: 4,8 minutos
- Poupança mensal total: 160 horas
- Taxa de trabalho: $35/hora
- Poupanças mensais: $5,600
- Poupanças anuais: $67,200
Poupança na redução de retrabalho:
- Redução do retrabalho: 260 glândulas/mês (15% a 2%)
- Tempo por retrabalho: 8 minutos
- Poupança de tempo mensal: 35 horas
- Poupanças mensais: $1,225
- Poupanças anuais: $14,700
Poupança de custos de qualidade:
- Redução dos custos de garantia: $3,600/mês
- Poupança na garantia anual: $43,200
- Redução do tempo de inspeção: 33 horas/mês
- Poupanças nas inspecções anuais: $13,860
Poupanças anuais totais: $138,960
Efeitos multiplicadores da produtividade
Os melhoramentos criaram ciclos de feedback positivo:
Envolvimento dos trabalhadores:
- Satisfação profissional: Aumentou de 6,2/10 para 8,7/10
- Taxa de rotatividade: Reduzido de 18% para 6% anualmente
- Custos de formação: Reduzido em $25,000/ano
- Horas extraordinárias: Reduzido de 15% para 5% de horas totais
Impacto no cliente:
- Entrega atempada: Melhorado de 80% para 96%
- Satisfação do cliente: Aumento de 82% para 94%
- Repetição de negócios: Aumento de 35%
- Aquisição de novos clientes: 8 novas contas em 6 meses
Vantagem competitiva:
- Prazo de entrega dos orçamentos: Reduzido de 5 dias para 2 dias
- Capacidade de produção: Aumento do 25% sem aumentar o pessoal
- Margens de lucro: Melhoria de 12% devido a ganhos de eficiência
- Quota de mercado: Conquistou 3 contas de grandes concorrentes
O sucesso paralelo de David
A operação alemã de David obteve resultados semelhantes:
Métricas de 6 meses de David:
- Tempo de instalação: 14 minutos → 6,5 minutos (melhoria do 54%)
- Taxa de retrabalho: 22% → 1,5% (melhoria de 93%)
- Poupanças anuais: €195,000 ($210,000)
- Retenção de clientes: Melhoria de 75% para 92%
"Estes resultados excederam as nossas expectativas mais loucas", afirmou David. "Somos agora o construtor de painéis mais rápido da nossa região e os clientes estão a notar."
Cálculo do ROI de Hassan
Investimento de implementação:
- Estações de ferramentas: $15,000 (5 estações × $3,000)
- Alteração do layout: $25,000 (reconfiguração da bancada de trabalho)
- Programa de formação: $8,000 (desenvolvimento do procedimento + tempo de formação)
- Reorganização do inventário: $5,000 (preparação do kit + etiquetagem)
- Investimento total: $53,000
Benefícios anuais:
- Poupança de mão de obra: $67,200
- Redução do retrabalho: $14,700
- Melhorias de qualidade: $57,060
- Ganhos de produtividade: $45,000 (capacidade aumentada)
- Prestações anuais totais: $183,960
Cálculo do ROI:
- Período de recuperação5: 3,5 meses
- ROI anual: 347%
- VAL a 3 anos: $498,880
"Este foi o melhor investimento que alguma vez fizemos", concluiu Hassan. "As melhorias pagaram-se a si próprias em menos de 4 meses e continuamos a ver os benefícios aumentarem todos os meses." 😉
Conclusão
Este estudo de caso prova que a melhoria sistemática do processo na instalação de prensa-cabos proporciona resultados mensuráveis que transformam as operações de construção de painéis.
Perguntas frequentes sobre a eficiência da instalação de uma loja de painéis
P: Quanto tempo é necessário para implementar estas melhorias de eficiência?
A: A implementação completa demora 3 a 4 meses, com um lançamento faseado. As estações de ferramentas podem ser implementadas em 2 semanas, os kits pré-dimensionados em 4 semanas e a otimização da disposição em 8-12 semanas para uma eficácia máxima.
P: Qual é a dimensão mínima da loja em que estas melhorias fazem sentido?
A: Qualquer loja que instale mais de 500 prensa-cabos por mês verá um ROI positivo. As lojas mais pequenas podem implementar primeiro a normalização das ferramentas e dos procedimentos e depois acrescentar outras melhorias à medida que o volume aumenta.
P: Como é que lidam com os requisitos especiais dos clientes que não se enquadram nos kits padrão?
A: Manter um kit de "projectos especiais" com tipos de glândulas menos comuns. Acompanhar o uso para identificar itens que devem passar para kits padrão. A padronização do 90% com a flexibilidade do 10% funciona bem.
P: Que formação é necessária para que os técnicos adoptem estes novos procedimentos?
A: Planear 8 horas de formação por técnico: 2 horas em sala de aula, 4 horas de prática, 2 horas de instalação supervisionada. Fornecer cartões de referência rápida e recursos visuais em cada estação de trabalho.
P: Como é que se mantém a consistência quando há vários turnos a trabalhar?
A: Implementar listas de verificação de passagem de turno, normalizar procedimentos de calibração de ferramentas e atribuir campeões de qualidade para cada turno. Auditorias regulares garantem que os procedimentos são seguidos de forma consistente em todos os turnos.
-
Saiba mais sobre a função e a conceção de painéis de controlo personalizados utilizados em sistemas de automação industrial. ↩
-
Descubra as melhores práticas para criar e implementar Procedimentos Operacionais Normalizados (SOPs) eficazes para processos de fabrico. ↩
-
Compreender o objetivo e as vantagens da utilização de uma Lista de Fornecedores Aprovados (LVA) na cadeia de abastecimento e na gestão da qualidade. ↩
-
Saiba como calcular o rendimento da primeira passagem (FPY), uma métrica crítica para medir a qualidade e a eficiência do fabrico. ↩
-
Explorar a fórmula e a metodologia de cálculo do período de retorno do investimento para avaliar a rendibilidade de um investimento de capital. ↩
