
Wprowadzenie
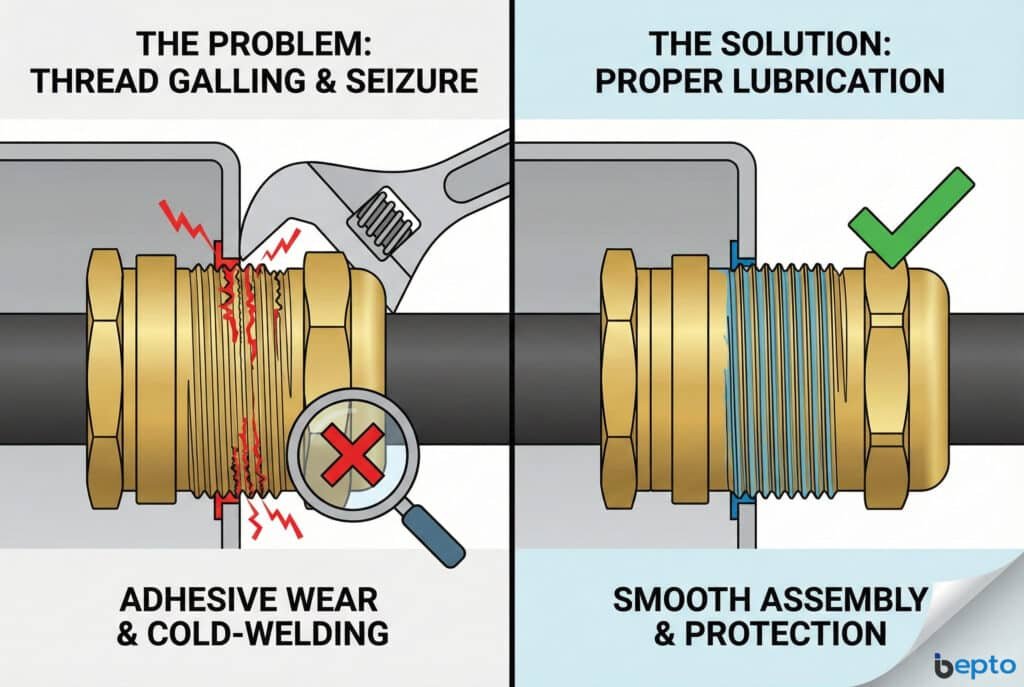
Czy kiedykolwiek zdarzyło Ci się dokręcić mosiężną dławnicę kablową, a następnie poczuć, że nagle zablokowała się w trakcie montażu? To nieprzyjemne uczucie zgrzytania, po którym dławnica utknęła i nie da się jej przesunąć ani do przodu, ani do tyłu? Właśnie doświadczyłeś zatarcia gwintu — jednego z najbardziej frustrujących i kosztownych problemów związanych z montażem dławnic kablowych.
Zarysowanie gwintu jest formą zużycie kleju1 gdzie metalowe powierzchnie zgrzewają się na zimno pod wpływem ciśnienia i tarcia podczas montażu, powodując zacinanie się gwintów mosiężnych dławików kablowych, zdzieranie lub trwałe uszkodzenie zarówno dławika, jak i obudowy — ale można temu całkowicie zapobiec, stosując odpowiednie techniki i materiały.
Nazywam się Samuel i jestem dyrektorem ds. sprzedaży w firmie Bepto Connector. W ciągu ostatniej dekady pomogłem niezliczonym zespołom instalacyjnym uporać się z irytującymi incydentami, które kosztowały tysiące dolarów w postaci uszkodzonego sprzętu i opóźnień w realizacji projektów. Niezależnie od tego, czy instalujesz pojedynczą dławnicę, czy wyposażasz cały obiekt przemysłowy, zrozumienie przyczyn powstawania zatarć i sposobów ich zapobiegania pozwoli Ci zaoszczędzić czas, pieniądze i uniknąć znacznej frustracji. Pozwól, że podzielę się z Tobą praktycznymi rozwiązaniami, które naprawdę działają.
Spis treści
- Czym jest zatarcie gwintu i dlaczego występuje w dławikach mosiężnych?
- W jaki sposób zatarcie gwintu powoduje uszkodzenia dławików kablowych i obudów?
- Jakie są najskuteczniejsze metody zapobiegania zacinaniu się gwintów?
- Jak naprawić uszkodzoną gwintowaną śrubę?
Czym jest zatarcie gwintu i dlaczego występuje w dławikach mosiężnych?
Zatarcie gwintu, zwane również spawaniem na zimno lub zacinaniem, występuje, gdy mikroskopijne wypukłości na powierzchniach łączących się gwintów przylegają do siebie pod naciskiem, powodując postępujące uszkodzenia, które ostatecznie blokują gwinty.
W przeciwieństwie do zdzierania (gdzie gwinty ulegają ścięciu) lub przekręcania (gdzie gwinty ulegają przesunięciu), zatarcie jest procesem zużycia adhezyjnego. Podczas obracania dławika tarcie powoduje lokalne nagrzewanie się punktów styku gwintów. W połączeniu z siłami ściskającymi powoduje to połączenie metalu z metalem na poziomie mikroskopowym.
Przebieg procesu utwardzania:
- Pierwszy kontakt: Powierzchnie gwintów stykają się w mikroskopijnych punktach (nierówności2)
- Zgrzewanie ciśnieniowe: Siły ściskające przekraczają granicę plastyczności materiału w punktach styku.
- Transfer materiałów: Miękkie cząsteczki metalu odrywają się i przylegają do twardszej powierzchni.
- Stopniowe narastanie: Przeniesiony materiał tworzy większe przeszkody w ścieżce gwintu.
- Całkowite drgawki: Nagromadzony materiał uniemożliwia dalszy obrót w obu kierunkach.
Dlaczego mosiądz jest szczególnie podatny
Dzięki swoim właściwościom, dławiki kablowe z mosiądzu są bardziej podatne na zatarcie niż te ze stali nierdzewnej lub aluminium:
Właściwości materiałowe mosiądzu CW617N:
- Plastyczność: Mosiądz jest stosunkowo miękki (Twardość Brinella3 55–75 HB) w porównaniu ze stalą nierdzewną (150–200 HB)
- Zmiękczenie materiału: Mosiądz szybko ulega utwardzeniu przez ściskanie pod wpływem tarcia, tworząc twardsze cząsteczki, które ścierają bardziej miękki metal bazowy.
- Przewodność cieplna: Wysoka przewodność cieplna (120 W/m·K) umożliwia szybkie odprowadzanie ciepła, ale także szybkie lokalne nagrzewanie się w punktach tarcia.
- Wykończenie powierzchni: Obróbka mosiądzu zazwyczaj daje chropowatość powierzchni 1,6-3,2 Ra — wystarczającą do rozpoczęcia zatarcia.
Komplikacje związane z niklowaniem:
Chociaż niklowanie (o grubości 5–10 mikronów) poprawia odporność na korozję, w rzeczywistości może zwiększać podatność na zatarcia w przypadku uszkodzenia. Po przebiciu powłoki podczas montażu odsłonięty mosiądz pod spodem jest bardziej podatny na przywieranie do współpracującej powierzchni pokrytej niklem.

Główne czynniki ryzyka powstawania zadziorów
Szybkość instalacji: Szybki obrót generuje więcej ciepła tarcia niż powolne, kontrolowane dokręcanie. Prędkości montażu powyżej 30 obr./min znacznie zwiększają ryzyko zacierania.
Zaangażowanie w wątek: Metryczne dławiki mosiężne mają zazwyczaj 4–6 gwintów. Niewystarczające połączenie (mniej niż 3 gwinty) powoduje skupienie sił na mniejszej liczbie punktów styku, co przyspiesza powstawanie zatarć.
Zanieczyszczenie: Brud, wióry metalowe lub produkty korozji w gwintach działają jak cząstki ścierne, które przyspieszają przenoszenie materiału.
Niewspółosiowość: Nawet 2-3° przesunięcie kątowe między gwintem dławika a obudową powoduje nierównomierny rozkład ciśnienia, co prowadzi do powstawania zarysowań w miejscach poddanych dużym obciążeniom.
Warunki środowiskowe: Instalacja w środowiskach zapylonych, wilgotnych lub zawierających sole powoduje wprowadzenie zanieczyszczeń, które sprzyjają zużyciu kleju.
Hassan, kierownik ds. jakości z saudyjskiego projektu petrochemicznego, skontaktował się z nami po tym, jak jego ekipa instalacyjna uszkodziła 23 mosiężne dławiki M32 w ciągu jednego tygodnia. Jego elektrycy używali wkrętarek udarowych, aby przyspieszyć instalację w temperaturze otoczenia wynoszącej 45°C. Połączenie dużej prędkości, wysokiej temperatury i braku smarowania stworzyło idealne warunki do powstawania zatarć. Po wdrożeniu naszego protokołu zapobiegawczego liczba przypadków zatarć spadła do zera w ciągu kolejnych ponad 200 instalacji.
W jaki sposób zatarcie gwintu powoduje uszkodzenia dławików kablowych i obudów?
Zatarcie gwintu powoduje kaskadowe uszkodzenia, które wykraczają daleko poza pojedynczą zablokowaną dławnicę, często wymagając kosztownych napraw i opóźnień w realizacji projektu.
Natychmiastowe szkody fizyczne
Zniszczenie gwintu gruczołowego:
W przypadku wystąpienia zatarcia, dalsze próby obracania powodują odrywanie materiału od boków gwintu, co powoduje:
- Zerwane gwinty, które nie zapewniają już mechanicznego mocowania
- Nieregularne profile gwintów, które uniemożliwiają prawidłowe ściskanie uszczelki
- Obniżona klasa ochrony IP z powodu niepełnego połączenia gwintowego
- Osłabiona integralność strukturalna, która może ulec uszkodzeniu pod wpływem wibracji
Uszkodzenie gwintu obudowy:
Gwinty obudowy lub panelu często ulegają większym uszkodzeniom niż dławik, ponieważ:
- Obudowy z aluminium lub stali miękkiej są bardziej miękkie niż dławiki mosiężne.
- Obudowy o cienkich ściankach (1,5–2 mm) mają mniej materiału, który może pochłonąć uszkodzenia.
- Naprawione gwinty obudowy mogą nie spełniać pierwotnych wymagań dotyczących stopnia ochrony IP.
- Wielokrotne irytujące incydenty w tym samym otworze uniemożliwiają naprawę.
Wpływ na osiągi i bezpieczeństwo
| Typ uszkodzenia | Natychmiastowy wpływ | Długoterminowe konsekwencje | Czynnik kosztów naprawy |
|---|---|---|---|
| Częściowe zatarcie (wykryte wcześnie) | Trudne usunięcie, możliwe zakończenie | Obniżony stopień ochrony IP (IP65 w porównaniu z IP68), poluzowanie spowodowane wibracjami | 1-2× (wymiana gruczołu) |
| Całkowite zatrzymanie | Zablokowana gruczoł, instalacja zatrzymana | Konieczna naprawa lub wymiana gwintu obudowy | 5–10× (praca + obudowa) |
| Usuwanie gwintów | Głowica obraca się swobodnie, bez oporu | Całkowita utrata szczelności i przyczepności mechanicznej | 8–15× (wymiana obudowy) |
| Pękanie obudowy | Widoczne pęknięcia wokół obszaru gwintu | Awaria konstrukcji, przedostawanie się wody, zagrożenie bezpieczeństwa | 20–50× (wymiana panelu + przestój) |
Ukryte koszty wykraczające poza szkody materialne
Opóźnienia w realizacji projektu: Pojedynczy irytujący incydent może wstrzymać instalację na wiele godzin lub dni w oczekiwaniu na części zamienne lub naprawę obudowy.
Wielokrotność pracy: Demontaż zatartej dławicy często wymaga 3–5 razy więcej czasu niż normalny montaż, a także specjalistycznych narzędzi i wiedzy fachowej.
Awarie kaskadowe: Agresywne próby usunięcia mogą spowodować uszkodzenie sąsiednich urządzeń, okablowania lub stworzyć zagrożenie dla bezpieczeństwa.
Wymagania dotyczące kontroli: W przypadku wystąpienia podrażnienia zapewnienie jakości może wymagać kontroli wszystkich podobnych instalacji, co powoduje wzrost kosztów pracy.
David, kierownik ds. zaopatrzenia w brytyjskiej fabryce samochodów, początkowo odrzucił naszą rekomendację dotyczącą smaru do gwintów jako niepotrzebny wydatek (0,15 funta za dławik). Po jednym przypadku zacierania, który spowodował uszkodzenie niestandardowego panelu sterowania ze stali nierdzewnej (koszt wymiany 2400 funtów plus 3 dni opóźnienia w produkcji po 15 000 funtów dziennie), obliczenia zwrotu z inwestycji stały się boleśnie jasne. Jego zakład nakazuje teraz smarowanie każdego mosiężnego dławika.
Konsekwencje elektryczne i certyfikacyjne
Kompromis w sprawie uziemienia: Zarysowane gwinty z nagromadzonym materiałem lub niepełnym zazębianiem mogą nie zapewniać wymaganego <0,1 Ω. ciągłość ziemi4, stwarzając zagrożenie bezpieczeństwa w przypadku awarii.
Błąd oceny IP: Nawet jeśli dławik wydaje się szczelny, uszkodzone gwinty tworzą ścieżki przecieku, które obniżają stopień ochrony przed wnikaniem podczas testów ciśnieniowych.
Unieważnienie certyfikatu: Uszkodzone gwinty w dławikach z certyfikatem ATEX lub IECEx powodują utratę certyfikatu, co sprawia, że instalacja nie spełnia wymogów dotyczących stosowania w obszarach niebezpiecznych.
Konsekwencje ubezpieczeniowe: Instalacje z rozpoznanym uszkodzeniem gwintu mogą nie być objęte ubezpieczeniem sprzętu w przypadku wystąpienia awarii.
Jakie są najskuteczniejsze metody zapobiegania zacinaniu się gwintów?
Zapobieganie zatarciom gwintów wymaga systematycznego podejścia łączącego odpowiednie materiały, techniki i kontrolę jakości — ale rozwiązania są proste i opłacalne.
Metoda 1: Smarowanie gwintów (ochrona podstawowa)
Zastosowanie odpowiedniego smaru jest najskuteczniejszym środkiem zapobiegającym zatarciom, zmniejszającym współczynnik tarcia o 60-80%.
Zalecane smary według zastosowania:
Środki przeciwzatarciowe (na bazie miedzi lub niklu):
- Najlepsze dla: Zastosowania zewnętrzne, morskie, wysokotemperaturowe
- Zastosowanie: Cienka powłoka tylko na gwintach zewnętrznych
- Zakres temperatur: Od -40°C do +1000°C (miedź), od -30°C do +1400°C (nikiel)
- Zalety: Długotrwała ochrona przed korozją, ekstremalna stabilność temperaturowa
- Ostrzeżenia: Miedź nie nadaje się do kontaktu ze stalą nierdzewną (korozja galwaniczna)
Smar z dwusiarczkiem molibdenu (MoS₂):
- Najlepsze dla: Zastosowania wysokociśnieniowe, częsty montaż/demontaż
- Zastosowanie: Lekka powłoka na gwintach zewnętrznych i wewnętrznych
- Zakres temperatur: -40°C do +400°C
- Zalety: Doskonała nośność, niski współczynnik tarcia (0,05–0,09)
- Ostrzeżenia: Nie nadaje się do stosowania w środowiskach bogatych w tlen (zagrożenie pożarowe)
Środki uszczelniające do gwintów na bazie PTFE:
- Najlepsze dla: Przetwórstwo chemiczne, zastosowania spożywcze/farmaceutyczne
- Zastosowanie: 2-3 owinięcia nici od końca
- Zakres temperatur: -240°C do +260°C
- Zalety: Obojętność chemiczna, dostępne opcje zatwierdzone przez FDA
- Ostrzeżenia: Nie zapewnia właściwości przeciwzatarciowych — należy stosować wraz z dodatkowym środkiem smarnym.
Wazelina (instalacje tymczasowe):
- Najlepsze dla: Zastosowania wewnętrzne, klimatyzowane, krótkoterminowe
- Zastosowanie: Cienka powłoka na gwintach zewnętrznych
- Zakres temperatur: -10°C do +60°C
- Zalety: Łatwo dostępny, niedrogi, łatwy w czyszczeniu
- Ostrzeżenia: Z czasem ulega degradacji, nie nadaje się do instalacji stałych
Metoda 2: Prawidłowa technika montażu
Protokół zapobiegania zatarciom krok po kroku:
Dokładnie wyczyść gwinty: Usuń wszelkie zabrudzenia, wióry metalowe i stare smary za pomocą szczotki drucianej lub sprężonego powietrza. Zanieczyszczone gwinty zwiększają ryzyko zatarcia o 300%.
Sprawdź stan gwintu: Sprawdź, czy nie ma uszkodzeń, korozji lub odkształceń. Nigdy nie montuj w uszkodzonych gwintach — najpierw napraw.
Prawidłowo nakładaj smar: – Pokryj gwinty zewnętrzne cienką, równomierną warstwą.
- Unikaj nadmiaru — smar nie powinien kapać ani tworzyć kałuż.
- W przypadku gwintów wewnętrznych nakładaj oszczędnie tylko na pierwsze 2-3 zwoje gwintu.
Przed rozpoczęciem pracy należy dokładnie wyrównać elementy: Upewnij się, że oś dławika jest prostopadła do powierzchni panelu (maksymalnie ±2°). W przypadku dużych dławików (M40+) użyj narzędzi do wyrównywania.
Najpierw dokręć ręcznie: Ręcznie dokręć dławnicę co najmniej 3–4 pełne obroty. Jeśli przed tym pojawi się opór, zatrzymaj się i sprawdź wyrównanie.
Użyj kontrolowanego momentu obrotowego: Nakładaj moment obrotowy stopniowo za pomocą klucza kalibrowanego. Nigdy nie używaj narzędzi udarowych ani nadmiernej siły.
Monitoruj sygnały ostrzegawcze: Natychmiast przerwij stosowanie, jeśli poczujesz:
- Nagły wzrost oporu
- Uczucie szorowania lub skrobania
- Nieregularny obrót (zacinanie się, a następnie zwalnianie)
Metoda 3: Wybór materiałów i projektu
Uwagi dotyczące konstrukcji gwintu:
| Typ wątku | Wkurzający opór | Najlepsza aplikacja | Typowa dopłata do kosztów |
|---|---|---|---|
| Standard metryczny (ISO 604235) | Linia bazowa | Ogólne przemysłowe | Linia bazowa |
| Gwint o drobnym skoku | Niższy (większa powierzchnia styku) | Aplikacje precyzyjne | +5-10% |
| Gwint o grubym skoku | Wyższy (mniejsza powierzchnia styku) | Środowiska zewnętrzne, korozyjne | Standard |
| Gwinty pokryte PTFE | Doskonały | Przemysł chemiczny, przetwórstwo spożywcze | +15-25% |
| Smarowanie suchą powłoką | Bardzo dobry | Czyste pomieszczenie, niskie koszty utrzymania | +20-30% |
Ulepszenia wykończenia powierzchni:
- Elektropolerowanie: Zmniejsza chropowatość powierzchni do 0,4-0,8 Ra, zmniejszając liczbę punktów inicjujących zatarcie.
- Powłoka fosforanowa: Tworzy warstwę ochronną, która zapobiega kontaktowi metalu z metalem.
- Ulepszone niklowanie: Grubsza powłoka (15–20 mikronów) zapewnia lepszą ochronę, ale wymaga starannej instalacji.
Metoda 4: Kontrola warunków środowiskowych
Optymalizacja środowiska instalacji:
Zarządzanie temperaturą: Montaż dławików mosiężnych należy przeprowadzać w temperaturze otoczenia wynoszącej 15–30°C. Ekstremalne upały (>40°C) powodują mięknięcie mosiądzu i zwiększają ryzyko zatarcia, natomiast ekstremalne zimno (<0°C) powoduje kruchość materiałów.
Standardy czystości: Należy zapewnić czyste miejsce montażu, wolne od kurzu, wiórów metalowych i zanieczyszczeń ściernych. Do momentu montażu należy używać nasadek ochronnych na dławnicach.
Kontrola wilgotności: Wysoka wilgotność (>80% RH) sprzyja korozji, która zwiększa chropowatość powierzchni. Przechowuj dławiki w pomieszczeniach o kontrolowanej temperaturze.
Konserwacja narzędzi: Narzędzia montażowe należy utrzymywać w czystości i odpowiednio skalibrować. Zużyte klucze mogą się ześlizgnąć i spowodować nagłe skoki momentu obrotowego, które powodują zatarcie.
Jak naprawić uszkodzoną gwintowaną śrubę?
Gdy pomimo podjętych środków zapobiegawczych dojdzie do otarcia, odpowiednie techniki regeneracji minimalizują uszkodzenia i zapobiegają pogorszeniu sytuacji.
Natychmiastowe działania
1. Natychmiast zatrzymaj obrót:
W momencie wyczucia nietypowego oporu należy zaprzestać wywierania momentu obrotowego. Kontynuowanie obracania powoduje wykładniczy wzrost uszkodzeń.
2. Spróbuj odwrócić kierunek obrotów:
Nałóż olej penetrujący (WD-40, PB Blaster) na połączenie gwintowe. Odczekaj 15–30 minut, a następnie spróbuj powoli obrócić w przeciwnym kierunku za pomocą klucza o odpowiednim rozmiarze — nigdy nie używaj szczypiec ani kluczy do rur.
3. Zastosuj ciepło (jeśli jest to bezpieczne):
W miejscach niegroźnych należy zastosować umiarkowane ciepło (60–80°C) za pomocą opalarki do obudowy wokół dławika. Rozszerzalność cieplna może zerwać połączenie zimne. Nigdy nie używaj otwartego ognia.
Techniki usuwania według stopnia nasilenia
Łagodne otarcie (gruczoł obraca się z trudem):
- Nałóż dodatkowy olej penetrujący.
- Aby stopniowo wycisnąć gruczoł, wykonuj ruchy obrotowe w przód i w tył (1/4 obrotu do przodu, 1/2 obrotu do tyłu).
- Cierpliwość jest kluczowa — pośpiech powoduje całkowite załamanie.
Umiarkowane otarcie (gruczoł nie obraca się):
- Namocz nici olejem penetrującym na 2–4 godziny.
- Aby uzyskać lepszy uchwyt bez zgniatania, użyj klucza taśmowego na korpusie dławika.
- Stosuj stałą, stopniową siłę — unikaj gwałtownych ruchów.
- Jeśli to możliwe, rozważ użycie narzędzi wibracyjnych ultradźwiękowych.
Ciężkie zażarzenie (całkowite zatrzymanie):
- Przeciąć korpus dławika za pomocą piły do metalu lub szlifierki kątowej (zachowując szczególną ostrożność, aby nie uszkodzić obudowy).
- Usuń pozostałe fragmenty dławika za pomocą wyciągaczy gwintów.
- Należy spodziewać się uszkodzenia gwintu obudowy wymagającego naprawy.
Opcje naprawy gwintu
Niewielkie uszkodzenie (dotyczy 1-2 nitek):
- Użyj pilnika do gwintów lub skrawaka, aby oczyścić i odnowić gwinty.
- Przed ostatecznym montażem należy sprawdzić dopasowanie nowej dławicy.
- Może osiągnąć klasę ochrony IP65-IP67 (obniżoną z pierwotnej klasy IP68).
Umiarkowane uszkodzenie (dotknięte 3–4 nitki):
- Zainstaluj wkładkę do naprawy gwintu (Helicoil, Time-Sert)
- Zapewnia pełną moc i przywrócenie klasy ochrony IP
- Wymaga wiercenia i gwintowania — konieczne są specjalistyczne umiejętności
Poważne uszkodzenie (5 lub więcej pęknięć lub pęknięta obudowa):
- Wymień panel lub sekcję obudowy.
- Najbardziej opłacalne rozwiązanie długoterminowe
- Zapobiega przyszłym problemom z niezawodnością
Lista kontrolna dotycząca zapobiegania problemom w przyszłych instalacjach:
- Dokumentuj irytujące zdarzenia i ich przyczyny źródłowe.
- Wdrożenie obowiązkowych protokołów smarowania
- Przeszkolenie zespołów instalacyjnych w zakresie znaków ostrzegawczych
- Sprawdź narzędzia pod kątem zużycia lub uszkodzeń.
- Rozważ przejście na wstępnie nasmarowane dławiki w przypadku projektów o dużej objętości.
Wnioski
Zatarcie gwintu podczas montażu dławika kablowego z mosiądzu można całkowicie zapobiec poprzez odpowiednie smarowanie, kontrolowane techniki montażu i zwracanie uwagi na znaki ostrzegawcze — chroniąc w ten sposób inwestycję w sprzęt i unikając kosztownych opóźnień w realizacji projektu. Minimalny koszt zapobiegania (smar, szkolenie, odpowiednie narzędzia) zapewnia zwrot w wysokości 100-krotności lub więcej w porównaniu z kosztami uszkodzonych łożysk, obudów i przestojów.
W firmie Bepto Connector produkujemy mosiężne dławiki kablowe o zoptymalizowanym profilu gwintu i oferujemy opcje wstępnie nasmarowane do zastosowań krytycznych. Nasz zespół techniczny zapewnia szkolenia instalacyjne, szczegółowe specyfikacje momentu obrotowego oraz wsparcie w zakresie rozwiązywania problemów, aby zapewnić sukces Państwa projektów już za pierwszym razem. Skontaktuj się z nami już dziś, aby uzyskać wytyczne dotyczące zapobiegania zatarciom, informacje o zalecanych smarach oraz ceny fabryczne wysokiej jakości dławików kablowych z mosiądzu.
Często zadawane pytania dotyczące zapobiegania zarysowaniom gwintów
P: Czy zamiast specjalnego smaru do gwintów mogę użyć zwykłego oleju lub smaru?
A: Nie zalecane. Zwykłe oleje nie zawierają dodatków odpornych na ekstremalne ciśnienie, które są niezbędne do zapobiegania kontaktowi metalu z metalem pod dużym obciążeniem. Ponadto szybko odparowują, pozostawiając gwinty bez ochrony. Aby zapewnić niezawodną ochronę, należy stosować odpowiednie środki przeciwzatarciowe.
P: Jaką siłę należy przyłożyć do mosiężnych dławików kablowych, aby uniknąć zatarcia?
A: Typowe zakresy momentu obrotowego: M12-M16: 8-12 Nm, M20-M25: 15-25 Nm, M32-M40: 30-45 Nm, M50-M63: 50-70 Nm. Zawsze używaj skalibrowanego klucza dynamometrycznego i postępuj zgodnie ze specyfikacjami producenta dla konkretnego modelu dławika.
P: Czy niklowanie mosiężnych dławików zapobiega zatarciu gwintu?
A: Nie. Niklowanie poprawia odporność na korozję, ale nie zapobiega zatarciom — może nawet zwiększyć ryzyko, jeśli powłoka ulegnie uszkodzeniu podczas montażu. Zawsze należy stosować smar do gwintów, niezależnie od rodzaju powłoki.
P: Czy zarysowane gwinty można ponownie wykorzystać po wyczyszczeniu?
A: Tylko wtedy, gdy uszkodzenie jest minimalne (tylko chropowatość powierzchni). Jeśli doszło do przeniesienia materiału lub deformacji gwintu, ponowne użycie grozi przyszłymi awariami i obniżeniem stopnia ochrony IP. W razie wątpliwości należy wymienić zarówno dławik, jak i naprawić gwinty obudowy.
P: Czy dławiki ze stali nierdzewnej są lepsze niż mosiężne, jeśli chodzi o zapobieganie zatarciom?
A: W rzeczywistości jest gorzej. Stal nierdzewna ma większą podatność na zatarcie niż mosiądz ze względu na właściwości utwardzania podczas obróbki. Kontakt między elementami ze stali nierdzewnej wymaga jeszcze bardziej starannej smarowania i wolniejszej prędkości montażu niż w przypadku zastosowań mosiężnych.
-
Poznaj mechaniczne i chemiczne zasady działania zużycia adhezyjnego oraz dowiedz się, w jaki sposób prowadzi ono do przenoszenia materiału między powierzchniami metalowymi. ↩
-
Dowiedz się, jak mikroskopijne nierówności na powierzchniach wykończonych wpływają na tarcie, zużycie i powstawanie zarysowań gwintów. ↩
-
Zrozumienie skali twardości Brinella i sposobu, w jaki mierzy ona odporność materiałów takich jak mosiądz na trwałe wgniecenia i zużycie. ↩
-
Odkryj znaczenie ciągłości uziemienia w instalacjach elektrycznych oraz normy wymagane dla bezpiecznych ścieżek prądu zwarciowego. ↩
-
Odwołaj się do międzynarodowej normy ISO 60423 dotyczącej specyfikacji gwintów w systemach przewodów elektrycznych i dławików kablowych. ↩
