

Innledning
Gjengespenning1 i kabelgjennomføringer i rustfritt stål forårsaker katastrofale fastfrysninger under installasjonen, noe som krever destruktiv fjerning, kostbar utskifting og potensiell skade på utstyret. Fastfrysninger øker installasjonstiden med 300-500% og skaper sikkerhetsrisikoer når teknikere bruker for stor kraft på fastfrosne gjenger som plutselig kan løsne under høye dreiemomentbelastninger.
316L kabelgjennomføringer i rustfritt stål har overlegen motstand mot gjenging sammenlignet med 304-kvaliteter på grunn av høyere molybdeninnhold og lavere arbeidsherdingshastighet, mens dupleks rustfritt stål2 som 2205 gir eksepsjonell motstand mot galling gjennom en balansert austenitt-ferritt-mikrostruktur, og spesialiserte anti-galling-behandlinger kan redusere tendensen til galling med 80-90% på tvers av alle rustfrie stålkvaliteter.
Etter å ha undersøkt hundrevis av feil på gjenger i marine, kjemiske og offshore-installasjoner i løpet av det siste tiåret, har jeg lært at materialvalg og overflatebehandling er de viktigste faktorene som avgjør om installasjonen går greit eller blir et kostbart mareritt som krever spesialiserte ekstraksjonsverktøy og potensiell utskifting av utstyr.
Innholdsfortegnelse
- Hva forårsaker gjengegallering i kabelgjennomføringer i rustfritt stål?
- Hvordan motstår ulike kvaliteter av rustfritt stål gallring?
- Hvilke overflatebehandlinger og belegg forhindrer gjengegallinger?
- Hvordan påvirker installasjonsteknikker risikoen for gjengegallring?
- Hvilke testmetoder evaluerer motstand mot gjengegallring?
- Vanlige spørsmål om gjengegallring i kabelgjennomføringer i rustfritt stål
Hva forårsaker gjengegallering i kabelgjennomføringer i rustfritt stål?
Forståelsen av de metallurgiske og mekaniske faktorene som ligger bak gjengegallring, avslører hvorfor kabelgjennomføringer i rustfritt stål er spesielt utsatt for denne feilmodusen.
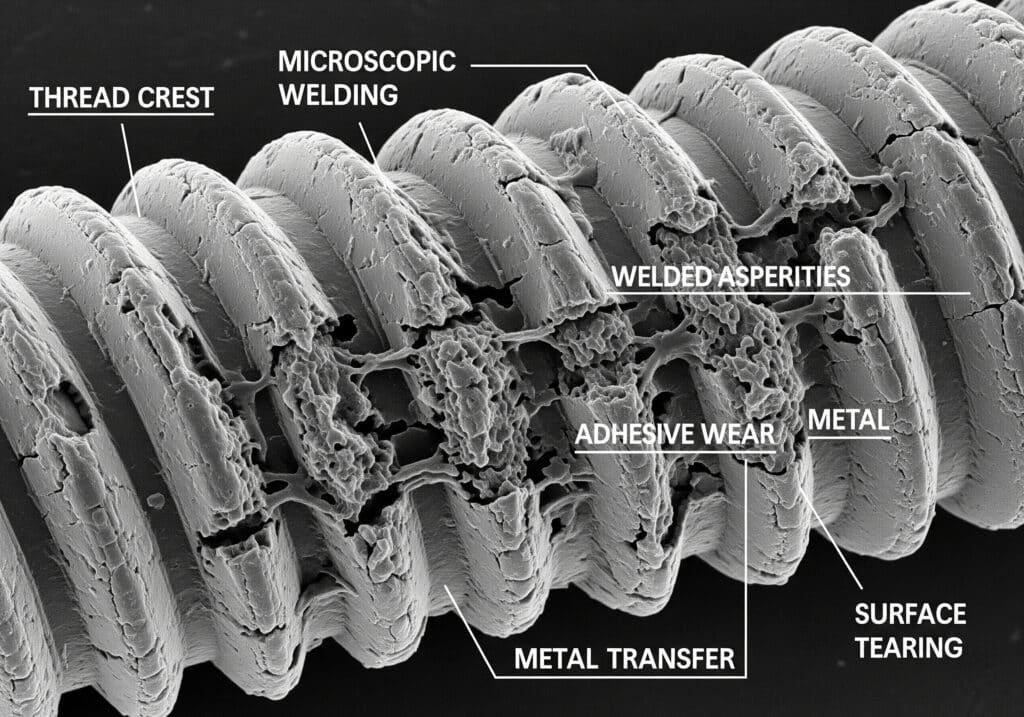
Gjengeslitasje oppstår når mikroskopisk sveising mellom gjengeflater skaper adhesiv slitasje. Rustfritt ståls høye herdehastighet, lave varmeledningsevne og tendens til å danne beskyttende oksidfilmer som brytes under trykk, skaper ideelle forhold for metall-til-metall-adhesjon, og overflateruhet, installasjonshastighet og påført dreiemoment er kritiske faktorer som avgjør hvor alvorlig gjengeslitasje er.
Metallurgiske faktorer
Kjennetegn ved arbeidsherding:
- Austenittisk rustfritt stål jobbe hardt3 raskt
- Deformasjon øker overflatehardheten betydelig
- Herdede overflater øker friksjonskoeffisientene
- Progressive skader akselererer under installasjonen
Termiske egenskaper:
- Lav varmeledningsevne fanger opp friksjonsvarme
- Temperaturstigning fremskynder slitasje på limet
- Termisk ekspansjon skaper forstyrrende passformer
- Varmeutsatte soner blir mer utsatt
Overflatekjemi:
- Passivt oksidlag gir korrosjonsbeskyttelse
- Oksidnedbrytning eksponerer reaktive metalloverflater
- Ferske metalloverflater fester seg lett under trykk
- Kjemisk kompatibilitet påvirker tendensen til galling
Mekaniske faktorer
Trådgeometri:
- Skarpe gjengetopper konsentrerer belastningen
- Dårlig gjengefinish øker overflateruheten
- Dimensjonstoleranser påvirker kontakttrykket
- Gjengestigning påvirker kontaktområdet
Installasjonsparametere:
- For høy installasjonshastighet genererer varme
- Høyt dreiemoment øker kontakttrykket
- Feil innretting skaper ujevn belastning
- Forurensning fungerer som slipepartikler
Kontaktbetingelser:
- Metall-mot-metall-kontakt uten smøring
- Overflatens ruhet påvirker det reelle kontaktområdet
- Normalkraftfordelingen varierer med geometrien
- Glidehastigheten påvirker friksjonsoppvarmingen
Jeg jobbet sammen med Lars, en vedlikeholdsleder ved en havvindmøllepark i Nordsjøen, der de opplevde alvorlige problemer med gjenging av 304-kabelgjennomføringer i rustfritt stål i de elektriske systemene i turbinene, noe som krevde spesialverktøy og førte til betydelige forsinkelser i installasjonen.
Lars' team dokumenterte at 25% av kabelgjennomføringene i rustfritt stål 304 hadde en eller annen grad av gjenging, og at 8% krevde destruktiv fjerning og fullstendig utskifting, noe som førte til betydelige kostnadsoverskridelser og prosjektforsinkelser.
Miljømessige påvirkninger
Korrosive miljøer:
- Klorideksponering akselererer nedbrytningen av oksider
- Sure forhold fremmer overflateangrep
- Galvaniske koblingseffekter med ulike metaller
- Spaltekorrosjon i trådrøtter
Temperaturpåvirkning:
- Høye temperaturer reduserer materialets styrke
- Termisk sykling skaper spenningskonsentrasjoner
- Differensiell ekspansjon påvirker gjengeinngrepet
- Høye temperaturer fremskynder limprosesser
Forurensningspåvirkning:
- Slipende partikler øker skaden på overflaten
- Kjemisk forurensning påvirker overflatekjemien
- Fuktighet fremmer korrosjon og oksiddannelse
- Fremmede materialer fungerer som spenningskonsentratorer
Hvordan motstår ulike kvaliteter av rustfritt stål gallring?
En omfattende analyse av ulike rustfrie stålkvaliteter viser at det er betydelige forskjeller i motstand mot gjenging i kabelgjennomføringer.
316L rustfritt stål gir 40-60% bedre motstand mot gnissing enn 304 på grunn av 2-3% molybdeninnhold som reduserer arbeidsherding og forbedrer overflatestabiliteten, mens dupleksstål som 2205 gir eksepsjonell motstand gjennom en balansert mikrostruktur, og superaustenittiske ståltyper som 254 SMO gir førsteklasses ytelse, men til en betydelig høyere kostnad for kritiske bruksområder.
Sammenligning av austenittisk rustfritt stål
Rangering av prestasjoner:
| Karakter | Galopperende motstand | Innhold av molybden | Arbeidsherdingsgrad | Kostnadsfaktor | Bruksområder |
|---|---|---|---|---|---|
| 304 | Dårlig | 0% | Høy | 1.0x | Generelt formål |
| 304L | Dårlig-Fair | 0% | Høy | 1.1x | Sveisede applikasjoner |
| 316 | Bra | 2-3% | Moderat | 1.4x | Marine miljøer |
| 316L | Bra | 2-3% | Moderat | 1.5x | Kjemisk prosessering |
| 317L | Meget bra | 3-4% | Lav-moderat | 2.0x | Høyt kloridinnhold |
| 254 SMO | Utmerket | 6% | Lav | 4.0x | Alvorlige miljøer |
304 vs 316L Ytelsesanalyse
304 rustfritt stål:
- Høy tendens til arbeidsherding
- Rask overflateherding under deformasjon
- Begrenset korrosjonsbestandighet i kloridmiljøer
- Det mest økonomiske alternativet, men høyest risiko for gnagsår
Gallende egenskaper:
- Anfall oppstår ved relativt lave dreiemomenter
- Progressive skader under installasjonen
- Vanskelig å trekke ut når galling først har oppstått
- Høy feilrate i marine bruksområder
316L rustfritt stål:
- Molybdentilsetning forbedrer motstandsdyktigheten mot galling
- Lavere arbeidsherdingshastighet enn 304
- Bedre overflatestabilitet under deformasjon
- Forbedret korrosjonsbestandighet
Ytelsesmessige fordeler:
- 40-60% reduserer antall tilfeller av gnaging
- Høyere dreiemomentkapasitet ved installasjon
- Bedre ytelse i kloridmiljøer
- Forbedret langsiktig pålitelighet
Ytelse i tosidig rustfritt stål
2205 Duplex Grade:
- Balansert austenitt-ferritt-mikrostruktur
- Eksepsjonell motstand mot gnaging
- Høy styrke reduserer deformasjon
- Utmerket korrosjonsbestandighet
Mikrostrukturelle fordeler:
- Ferrittfasen motstår arbeidsherding
- Austenitt gir seighet
- Balansert struktur minimerer limslitasje
- Overlegen overflatestabilitet
2507 Super Duplex:
- Førsteklasses motstand mot gnaging
- Ekstrem korrosjonsbestandighet
- Høy styrke og hardhet
- Kun spesialiserte bruksområder
Jeg husker at jeg jobbet med Ahmed, en prosjektingeniør ved et petrokjemisk anlegg i Saudi-Arabia, der ekstreme temperaturer og korrosive forhold krevde kabelgjennomføringer med eksepsjonell motstand mot gnaging for de kritiske prosesskontrollsystemene.
Ahmeds anlegg utførte omfattende tester der 304-, 316L- og 2205-kvaliteter ble sammenlignet, og fant at dupleks 2205-kabelgjennomføringer eliminerte gnissingsfeil fullstendig, samtidig som de ga overlegen korrosjonsbestandighet i det tøffe hydrogensulfidmiljøet.
Spesialkvaliteter og legeringer
Superaustenittiske kvaliteter:
- 254 SMO (6% molybden)
- AL-6XN (6% molybden + nitrogen)
- Eksepsjonell motstand mot gnaging
- Vurderinger av premiekostnader
Utfellingsherdende kvaliteter:
- 17-4 PH og 15-5 PH
- Høy styrke etter varmebehandling
- Moderat motstand mot gnaging
- Spesialiserte bruksområder
Nikkelbaserte legeringer:
- Inconel 625 og Hastelloy C-276
- Overlegen motstand mot gnaging
- Kapasitet for ekstreme miljøer
- Alternativer med høyest kostnad
Hvilke overflatebehandlinger og belegg forhindrer gjengegallinger?
Ulike overflatebehandlinger og belegg forbedrer motstanden mot gjenging i kabelgjennomføringer i rustfritt stål betydelig.
Elektropolering4 reduserer risikoen for galling med 60-70% gjennom overflateutjevning og forbedret passivering, mens PTFE-baserte tørrfilmsmøremidler gir 80-90% reduksjon av galling, sølvbelegg gir utmerkede anti-galling-egenskaper for bruksområder med høy temperatur, og spesialiserte anti-gripeforbindelser muliggjør sikker montering og demontering selv etter lengre tids bruk i korrosive miljøer.

Behandling med elektropolering
Fordeler med prosessen:
- Fjerner ujevnheter i overflaten og innstøpte partikler
- Skaper et jevnt passivt lag
- Reduserer overflateruheten med 50-75%
- Forbedrer korrosjonsbestandigheten
Galling Resistance Improvement:
- 60-70% reduksjon i tendensen til galling
- Jevnere gjengeinngrep
- Lavere krav til monteringsmoment
- Forbedret smøreevne på overflaten
Applikasjonshensyn:
- Kostnadsøkning av 15-25%
- Krav til behandlingstid
- Geometriske begrensninger
- Krav til kvalitetskontroll
Tørrfilm smøremiddelbelegg
PTFE-baserte belegg:
- Molybdendisulfid + PTFE-matrise
- Temperaturområde: -200 °C til +260 °C
- Friksjonskoeffisient: 0.05-0.15
- Utmerket kjemisk resistens
Ytelsesegenskaper:
- 80-90% reduksjon av galling
- Selvsmørende egenskaper
- Ikke behov for vått smøremiddel
- Langsiktig effektivitet
Påføringsmetoder:
- Påføring med spray
- Dyppbeleggingsprosess
- Påføring med kontrollert tykkelse
- Krav til herding
Systemer for metallbelegg
Sølvbelegg:
- Utmerkede anti-galling-egenskaper
- Høy temperaturkapasitet (opptil 500 °C)
- God elektrisk ledningsevne
- Begrensninger i korrosjonsbestandighet
Nikkelbelegg:
- Moderat forbedring av galling
- God korrosjonsbeskyttelse
- Økonomisk alternativ
- Bredt temperaturområde
Sink-nikkel-legering:
- Overlegen korrosjonsbestandighet
- God motstand mot gnaging
- Standard for bilindustrien
- Miljøhensyn
Anti-Seize-forbindelser
Kobberbaserte forbindelser:
- Tradisjonell anti-seize-løsning
- Temperaturområde: -30 °C til +1000 °C
- Utmerket forebygging av gnaging
- Problemer med galvanisk korrosjon
Nikkelbaserte forbindelser:
- Ingen galvaniske problemer med rustfritt stål
- Kapasitet for høye temperaturer
- Formuleringer av næringsmiddelkvalitet tilgjengelig
- Førsteklasses ytelsesegenskaper
Keramikkbaserte forbindelser:
- Kapasitet for ultrahøye temperaturer
- Kjemisk inert
- Ingen metallforurensning
- Spesialiserte bruksområder
Hvordan påvirker installasjonsteknikker risikoen for gjengegallring?
Riktig monteringsteknikk reduserer risikoen for gjenging betydelig, uavhengig av materialkvalitet eller overflatebehandling.
Kontrollert installasjonshastighet under 10 o/min, riktig gjengesmøring, nøyaktig momentkontroll og korrekt gjengeinngrep reduserer risikoen for gjenging med 70-80%, mens høyhastighetsinstallasjon, tørr montering, for høyt dreiemoment og feiljustering skaper ideelle forhold for gjenging, selv i gjenger i materialer som er motstandsdyktige mot gjenging, som 316L eller duplex rustfritt stål.
Installasjon Hastighetskontroll
Kritiske fartsgrenser:
- Håndinstallasjon: maksimalt 2-5 RPM
- Installasjon av elektroverktøy: Maksimalt 5-10 o/min
- Høye hastigheter genererer for mye varme
- Varmeoppbygging akselererer gallingsprosessen
Metoder for hastighetskontroll:
- Elektroverktøy med variabel hastighet
- Anordninger som begrenser dreiemomentet
- Manuell installasjon for kritiske bruksområder
- Opplæring og overholdelse av prosedyrer
Faktorer for varmeutvikling:
- Installasjonshastighet den viktigste faktoren
- Gjengestigningen påvirker varmeutviklingen
- Materialets termiske egenskaper
- Hensyn til omgivelsestemperatur
Krav til smøring
Valg av smøremiddel:
- Anti-gripeforbindelser foretrekkes
- Kapasitet for høye temperaturer kreves
- Kjemisk kompatibilitet er avgjørende
- Krav til næringsmiddelkvalitet der det er aktuelt
Påføringsmetoder:
- Gjengebelegg før montering
- Påføring med pensel eller spray
- Konsistent dekning avgjørende
- Overflødig fjerning viktig
Ytelsesfordeler:
- 60-80% reduksjon av galling
- Lavere monteringsmoment
- Enklere demontering
- Forlenget levetid
Kontroll og overvåking av dreiemoment
Spesifikasjoner for dreiemoment:
- Følg produsentens anbefalinger
- Materialspesifikke krav
- Størrelsesavhengige verdier
- Justeringer av miljøfaktorer
Måling av dreiemoment:
- Kalibrerte momentverktøy kreves
- Regelmessig verifisering av kalibrering
- Krav til dokumentasjon
- Prosedyrer for kvalitetskontroll
Overvåking av installasjonen:
- Forholdet mellom dreiemoment og vinkel
- Plutselige økninger i dreiemomentet indikerer problemer
- Stopp installasjonen hvis det er mistanke om galling
- Inspeksjon og korrigerende tiltak
Jeg jobbet sammen med Roberto, en vedlikeholdssjef ved et kjemisk prosessanlegg i Barcelona i Spania, der de implementerte omfattende installasjonsprosedyrer som reduserte antall tilfeller av gjenging fra 15% til mindre enn 2% på alle installasjoner av kabelgjennomføringer i rustfritt stål.
Robertos team utviklet detaljerte arbeidsinstruksjoner som spesifiserte installasjonshastigheter, krav til smøring og momentgrenser for hver kabelgjennomføringsstørrelse og materialkvalitet, med obligatorisk opplæring og sertifisering for alle installasjonsteknikere.
Kvalitetskontrolltiltak
Inspeksjon før installasjon:
- Verifisering av trådtilstand
- Overflatebehandlingens integritet
- Overholdelse av dimensjoner
- Krav til renslighet
Installasjonsdokumentasjon:
- Registrerte dreiemomentverdier
- Overvåking av installasjonshastighet
- Verifisering av smøremiddelpåføring
- Sertifisering av teknikere
Verifisering etter installasjonen:
- Endelig bekreftelse av dreiemoment
- Visuell inspeksjon for å avdekke skader
- Funksjonstesting der det er aktuelt
- Langsiktige overvåkingsprogrammer
Hvilke testmetoder evaluerer motstand mot gjengegallring?
Standardiserte testmetoder gir kvantitative data som gjør det mulig å sammenligne gjengeresistens på tvers av ulike rustfrie stålkvaliteter og -behandlinger.
ASTM G1965 Standard testmetode måler gnissingsmotstanden gjennom kontrollerte bolt-mutter-sammenstillinger med økende dreiemoment til det oppstår fastlåsing, mens modifiserte versjoner som bruker faktiske kabelgjennomføringsgeometrier, gir mer relevante data, og felttesting under faktiske installasjonsforhold validerer laboratorieresultater for prediksjon av ytelse i den virkelige verden.
Standard testmetoder
ASTM G196 - Motstand mot gallring:
- Standardiserte prøvelegemer for bolt-mutter-testing
- Kontrollert påføring av dreiemoment
- Fastsettelse av beslagsgrense
- Mulighet for komparativ rangering
Testprosedyre:
- Klargjøring og kondisjonering av prøven
- Smøreapplikasjon (hvis spesifisert)
- Progressiv påføring av dreiemoment
- Oppdagelse og dokumentasjon av beslag
Dataanalyse:
- Grenseverdier for fastkilingsmoment
- Statistisk analyse av resultatene
- Rangering og sammenligning av materialer
- Overflatebehandlingens effektivitet
Modifisert testing for kabelgjennomføringer
Testing av faktiske komponenter:
- Ekte kabelgjennomføringsgeometrier
- Relevante gjengespesifikasjoner
- Installasjonsrepresentative forhold
- Direkte ytelseskorrelasjon
Testparametere:
- Simulering av installasjonshastighet
- Temperaturkontroll
- Smøreforhold
- Nøyaktighet ved måling av dreiemoment
Prestasjonsmålinger:
- Terskelmoment for krampeanfall
- Progresjon i monteringsmomentet
- Vurdering av overflateskader
- Verifisering av repeterbarhet
Testing og validering i felt
Installasjonsforsøk:
- Kontrollerte feltinstallasjoner
- Ulike miljøforhold
- Ulike ferdighetsnivåer hos teknikerne
- Langsiktig resultatovervåking
Datainnsamling:
- Registreringer av installasjonsmoment
- Dokumentasjon av belastende hendelser
- Målinger av dreiemoment for fjerning
- Vurdering av overflatens tilstand
Ytelseskorrelasjon:
- Sammenligning mellom laboratorium og felt
- Validering av miljøfaktorer
- Verifisering av installasjonsteknikk
- Utvikling av prediktive modeller
Hos Bepto gjennomfører vi omfattende testing av gnissmotstand ved hjelp av både ASTM G196-metoder og faktiske kabelgjennomføringsgeometrier for å gi kundene pålitelige ytelsesdata og materialanbefalinger for deres spesifikke bruksområder og installasjonskrav.
Implementering av kvalitetssikring
Testing av innkommende materiale:
- Batchverifiseringstesting
- Kvalifisering av leverandør
- Statistisk prosesskontroll
- Krav til sertifisering
Kvalitetskontroll av produksjonen:
- Verifisering av overflatebehandling
- Inspeksjon av trådkvalitet
- Overholdelse av dimensjoner
- Validering av ytelse
Kundestøtte:
- Utvikling av installasjonsprosedyrer
- Støtte til opplæringsprogram
- Teknisk dokumentasjon
- Overvåking av ytelse i felt
Konklusjon
Motstanden mot gjenging varierer betydelig mellom ulike typer kabelgjennomføringer i rustfritt stål. 316L gir 40-60% bedre ytelse enn 304 på grunn av molybdeninnholdet, mens dupleks-typer som 2205 gir eksepsjonell motstand takket være en balansert mikrostruktur. Overflatebehandlinger som elektropolering, PTFE-belegg og sølvplettering kan redusere risikoen for gnaging med 60-90%, avhengig av bruksområdet. Riktig installasjonsteknikk, inkludert hastighetskontroll, smøring og momentstyring, er avgjørende uansett materialvalg. ASTM G196-testing gir standardiserte sammenligningsmetoder, mens feltvalidering sikrer korrelasjon mellom ytelse og virkelighet. Miljøfaktorer som temperatur, forurensning og korrosive forhold har stor innvirkning på hvor lett det oppstår galling. Bepto tilbyr omfattende veiledning om materialvalg, overflatebehandling og installasjonsstøtte for å minimere risikoen for gjenging og sikre pålitelig kabelgjennomføring i krevende bruksområder. Husk at det er langt mer kostnadseffektivt å forhindre gjenging ved hjelp av riktig materialvalg og installasjonsteknikker enn å måtte håndtere komponenter som har gått i stykker ute i felten! 😉.
Vanlige spørsmål om gjengegallring i kabelgjennomføringer i rustfritt stål
Spørsmål: Hvilken kvalitet rustfritt stål har best motstand mot gjenging?
A: Duplex 2205 rustfritt stål har den beste motstandsdyktigheten mot gnaging på grunn av den balanserte austenitt-ferritt-mikrostrukturen som motstår arbeidsherding. Når det gjelder austenittiske kvaliteter, er 316L betydelig bedre enn 304, mens superaustenittiske kvaliteter som 254 SMO gir førsteklasses ytelse til en høyere pris.
Spørsmål: Hvordan kan jeg forhindre at gjengene gnisser under installasjon av kabelgjennomføringer?
A: Bruk riktig antiskruesmøringsmiddel, monter ved lav hastighet (under 10 o/min), følg de angitte momentgrensene og sørg for riktig gjengeinnretting. PTFE-baserte tørrfilmsmøremidler eller elektropolerte overflater reduserer risikoen for galling med 60-90% sammenlignet med ubehandlede overflater.
Spørsmål: Kan jeg fjerne en kabelgjennomføring i rustfritt stål uten å skade den?
A: Svært utbrente gjenger krever ofte destruktiv fjerning ved hjelp av skjæreverktøy eller spesialiserte avtrekkere. Forebygging gjennom riktig materialvalg, overflatebehandling og monteringsteknikk er mer effektivt enn å forsøke å fjerne gjenger etter at de har fått galling.
Spørsmål: Hvordan vet jeg om gjengene begynner å gnisse under installasjonen?
A: Vær oppmerksom på plutselige økninger i dreiemomentet, rykkete eller ujevn rotasjon, uvanlig støy eller overdreven varmeutvikling. Stopp installasjonen umiddelbart hvis noen av disse symptomene oppstår, da fortsatt forcering vil forverre festingen og gjøre det vanskeligere å fjerne den.
Spørsmål: Er det vanligere at gjenger gnisser i marine miljøer?
A: Ja, kloridpåvirkning i marine miljøer akselererer oksidnedbrytning og øker tendensen til galling, spesielt i 304 rustfritt stål. Bruk minst 316L til marine bruksområder, og dupleksstål er å foretrekke for kritiske installasjoner som utsettes for sjøvann eller saltsprøyt.
-
Fordyp deg i den metallurgiske vitenskapen bak gjenging og mekanismen for kaldsveising mellom overflater. ↩
-
Utforsk den unike tofasede mikrostrukturen i dupleks rustfritt stål, som gir dem overlegen styrke og gnissingsbestandighet. ↩
-
Forstå det materialvitenskapelige prinsippet om arbeidsherding og hvorfor det gjør rustfritt stål sterkere, men mer utsatt for gnissing. ↩
-
Lær hvordan elektropoleringsprosessen fungerer for å skape en mikroskopisk glatt og passiv overflate på rustfritt stål. ↩
-
Gå gjennom den offisielle ASTM G196-standarden som definerer prosedyren for måling av gjengefesters gnissingsmotstand. ↩
