
Innledning
Har du noen gang strammet en messingkabelgjennomføring, bare for å merke at den plutselig setter seg fast midt i installasjonen? Den ubehagelige knirrende følelsen etterfulgt av en fastkjørt gjennomføring som ikke lar seg bevege verken fremover eller bakover? Du har nettopp opplevd gjengeskader – et av de mest frustrerende og kostbare problemene ved installasjon av kabelgjennomføringer.
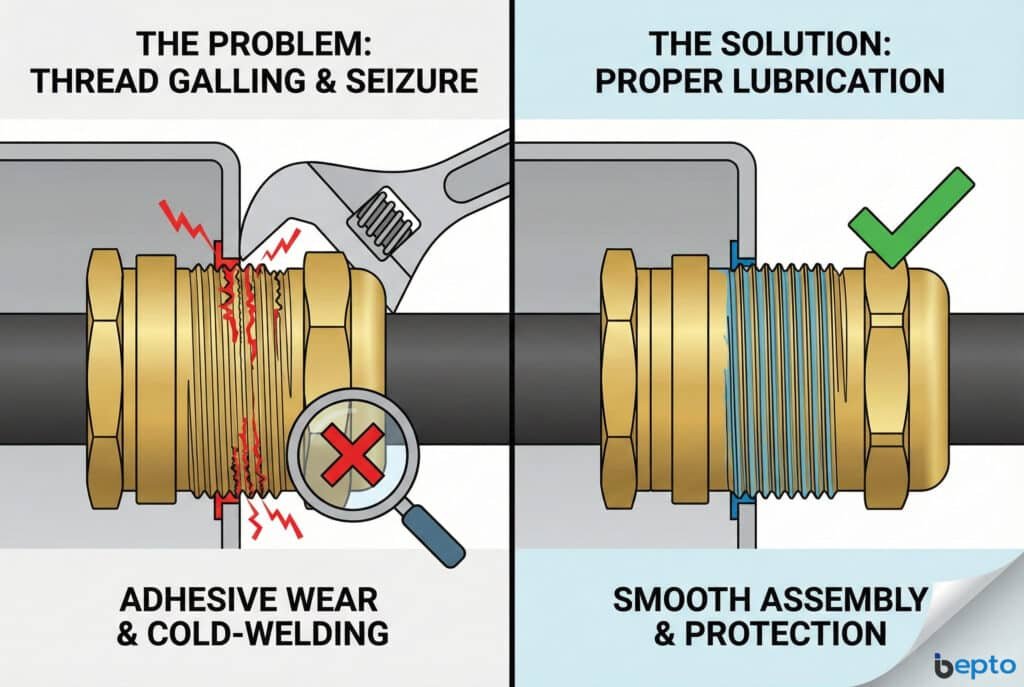
Trådskjæring er en form for slitasje på lim1 der metalloverflater sveises sammen under trykk og friksjon under installasjonen, noe som fører til at messingkabelgjengene setter seg fast, stripper eller skader både gjengen og kabinettet permanent – men dette kan forhindres fullstendig med riktige teknikker og materialer.
Jeg heter Samuel og er salgsdirektør hos Bepto Connector. I løpet av det siste tiåret har jeg hjulpet utallige installasjonsteam med å komme seg etter skurvingshendelser som har kostet tusenvis av kroner i skadet utstyr og prosjektforsinkelser. Enten du installerer en enkelt pakning eller utstyrer et helt industrianlegg, vil forståelse av hvorfor skurving oppstår og hvordan du kan forhindre det, spare deg for tid, penger og betydelig frustrasjon. La meg dele de praktiske løsningene som fungerer.
Innholdsfortegnelse
- Hva er gjengeskader, og hvorfor oppstår de i messingpakninger?
- Hvordan skader gjengeskader kabelgjennomføringer og kapslinger?
- Hva er de mest effektive forebyggingsmetodene mot gjengskader?
- Hvordan komme seg etter en situasjon med en ødelagt gjeng?
Hva er gjengeskader, og hvorfor oppstår de i messingpakninger?
Gjengeskraping, også kalt kaldsveising eller fastkjøring, oppstår når mikroskopiske høyder på gjengene som passer sammen, fester seg til hverandre under trykk, og skaper gradvis skade som til slutt låser gjengene sammen.
I motsetning til stripping (der gjengene skjæres av) eller kryssgjengning (der gjengene blir feiljustert), er galling en adhesiv slitasjeprosess. Når du roterer pakningen, genererer friksjonen lokal varme ved gjengekontaktpunktene. Kombinert med kompresjonskreftene fører dette til metall-til-metall-binding på mikroskopisk nivå.
Galleprosessens fremgang:
- Første kontakt: Trådflatene berører hverandre ved mikroskopiske topper (ujevnheter2)
- Trykksveising: Kompresjonskreftene overskrider materialets strekkgrense ved kontaktpunktene.
- Materialoverføring: Mykere metallpartikler rives bort og fester seg til den hardere overflaten.
- Progressiv oppbygging: Overført materiale skaper større hindringer i gjengbanen
- Fullstendig anfall: Akkumulert materiale hindrer videre rotasjon i begge retninger
Hvorfor messing er spesielt utsatt
Kabelgjennomføringer i messing har større risiko for slitasje enn rustfritt stål eller aluminium på grunn av spesifikke materialegenskaper:
Materialeegenskaper for CW617N messing:
- Duktilitet: Messing er relativt mykt (Brinell-hardhet3 55-75 HB) sammenlignet med rustfritt stål (150-200 HB)
- Arbeidshærdning: Messing blir raskt hardere under friksjon, og danner hardere partikler som sliter ned mykere grunnmetall.
- Varmeledningsevne: Høy ledningsevne (120 W/m·K) gir rask varmeavledning, men også rask lokal oppvarming ved friksjonspunkter.
- Overflatebehandling: Maskinert messing har vanligvis en overflateruhet på 1,6–3,2 Ra – tilstrekkelig for å forårsake gnissing.
Komplikasjoner ved nikkelbelegg:
Selv om nikkelbelegg (5–10 mikron tykt) forbedrer korrosjonsbestandigheten, kan det faktisk øke risikoen for gnaging hvis det blir skadet. Når belegget brytes gjennom under installasjonen, er det eksponerte messingmaterialet under mer utsatt for å feste seg til den tilstøtende nikkelbelagte overflaten.

Primære risikofaktorer for galling
Installasjonshastighet: Rask rotasjon genererer mer friksjonsvarme enn langsom, kontrollert tiltrekking. Installasjonshastigheter over 30 RPM øker risikoen for slitasje betydelig.
Tråd engasjement: Metriske messingpakninger har vanligvis 4-6 gjengegrep. Utilstrekkelig gjengegrep (mindre enn 3 gjenger) konsentrerer kreftene på færre kontaktpunkter, noe som fremskynder slitasje.
Forurensning: Smuss, metallspon eller korrosjonsprodukter i gjenger fungerer som slipende partikler som fremskynder materialoverføring.
Feiljustering: Selv en vinkelavvik på 2–3° mellom pakningen og gjengene på kabinettet fører til ujevn trykkfordeling, noe som utløser gnaging på steder med høy belastning.
Miljømessige forhold: Installasjon i støvete, fuktige eller saltbelastede miljøer fører til forurensninger som fremmer slitasje på limet.
Hassan, en kvalitetsansvarlig fra et saudiarabisk petrokjemisk prosjekt, kontaktet oss etter at installasjonsteamet hans hadde ødelagt 23 M32 messingpakninger på bare én uke. Elektrikerne hans brukte slagskrutrekkere for å få installasjonen ferdig raskere i en omgivelsestemperatur på 45 °C. Kombinasjonen av høy hastighet, varme og manglende smøring skapte perfekte forhold for gnaging. Etter at han hadde implementert vårt forebyggingsprotokoll, sank antallet gnageskader til null i løpet av de neste 200+ installasjonene.
Hvordan skader gjengeskader kabelgjennomføringer og kapslinger?
Gjengeskader forårsaker kaskadevirkninger som strekker seg langt utover en enkelt fastkjørt pakning, og krever ofte kostbare reparasjoner og prosjektforsinkelser.
Umiddelbar fysisk skade
Ødeleggelse av kjerteltråder:
Når det oppstår gnissing, fører fortsatte rotasjonsforsøk til at materiale rives av gjengene, noe som skaper:
- Strippede gjenger som ikke lenger gir mekanisk feste
- Uregelmessige gjengeprofiler som hindrer riktig tetningskompresjon
- Kompromitterte IP-klassifiseringer på grunn av ufullstendig gjengetilkobling
- Svekket strukturell integritet som kan svikte under vibrasjon
Skade på gjengene på kabinettet:
Kapslingen eller panelgjengene blir ofte mer skadet enn pakningen fordi:
- Kapslinger av aluminium eller mykt stål er mykere enn messingkapsler.
- Tynnveggede kabinetter (1,5–2 mm) har mindre materiale som kan absorbere skader.
- Reparerte gjenger på kabinettet oppfyller kanskje ikke de opprinnelige IP-klassifiseringene.
- Flere irriterende hendelser i samme hull gjør reparasjon umulig.
Ytelse og sikkerhetskonsekvenser
| Skadetype | Umiddelbar innvirkning | Langvarige konsekvenser | Reparasjonskostnadsfaktor |
|---|---|---|---|
| Delvis galling (oppdaget tidlig) | Vanskelig fjerning, mulig fullføring | Redusert IP-klassifisering (IP65 mot IP68), vibrasjonsløsning | 1-2× (kjertelbytte) |
| Fullstendig anfall | Kjertelen sitter fast, installasjonen stoppet | Reparasjon eller utskifting av gjengene på kabinettet er nødvendig | 5-10× (arbeidskraft + innhegning) |
| Stripping av gjenger | Kjertelen snurrer fritt, uten å henge seg opp | Fullstendig tap av tetning og mekanisk grep | 8-15× (utskifting av innkapsling) |
| Sprekker i innkapslingen | Synlige sprekker rundt gjengene | Strukturell svikt, vanninntrengning, sikkerhetsrisiko | 20-50× (panelbytte + nedetid) |
Skjulte kostnader utover materielle skader
Prosjektforsinkelser: En enkelt irriterende hendelse kan stoppe installasjonen i flere timer eller dager mens man venter på reservedeler eller reparasjon av kabinettet.
Arbeidsmultiplikasjon: Fjerning av en fastkjørt pakning krever ofte 3-5 ganger så lang tid som normal installasjon, i tillegg til spesialverktøy og ekspertise.
Kaskadefeil: Aggressive forsøk på fjerning kan skade tilstøtende utstyr, ledninger eller skape sikkerhetsrisikoer.
Inspeksjonskrav: Når det oppstår irritasjon, kan kvalitetssikring kreve inspeksjon av alle lignende installasjoner, noe som øker arbeidskostnadene.
David, en innkjøpssjef fra en britisk bilfabrikk, avviste i første omgang vår anbefaling om gjengesmøremiddel som en unødvendig utgift (0,15 pund per pakning). Etter at en enkelt gnissingshendelse ødela et spesialtilpasset kontrollpanel i rustfritt stål (2400 pund i erstatningskostnader pluss 3 dagers produksjonsforsinkelse til 15 000 pund per dag), ble avkastningsberegningen smertefullt klar. Hans anlegg krever nå smøring for hver installasjon av messingpakninger.
Elektriske og sertifiseringsmessige implikasjoner
Jordingskompromiss: Galled tråder med materialoppbygging eller ufullstendig innkobling gir kanskje ikke den nødvendige <0,1 Ω jordkontinuitet4, noe som skaper sikkerhetsrisikoer ved feil.
IP-klassifiseringsfeil: Selv om pakningen virker tett, skaper skadede gjenger lekkasjer som svekker inntrengningsbeskyttelsen under trykktesting.
Sertifisering ugyldig: Skadede gjenger på ATEX- eller IECEx-sertifiserte pakninger gjør sertifiseringen ugyldig, slik at installasjonen ikke lenger er godkjent for bruk i eksplosjonsfarlige områder.
Forsikringsmessige konsekvenser: Installasjoner med kjente skader på gjenger kan ikke være dekket av utstyrsforsikringer hvis det oppstår feil.
Hva er de mest effektive forebyggingsmetodene mot gjengskader?
For å forhindre gjengeskader kreves det en systematisk tilnærming som kombinerer riktige materialer, teknikker og kvalitetskontroll – men løsningene er enkle og kostnadseffektive.
Metode 1: Smøring av gjenger (primær beskyttelse)
Å bruke riktig smøremiddel er den mest effektive forebyggende tiltaket mot gnissing, og reduserer friksjonskoeffisienten med 60-80%.
Anbefalte smøremidler etter bruksområde:
Anti-seize-forbindelser (kobber- eller nikkelbaserte):
- Best for: Utendørs, marine, høytemperatur-applikasjoner
- Søknad: Tynn belegg kun på utvendige gjenger
- Temperaturområde: -40 °C til +1000 °C (kobber), -30 °C til +1400 °C (nikkel)
- Fordeler: Langvarig korrosjonsbeskyttelse, ekstrem temperaturstabilitet
- Forsiktighetsregler: Kobberbasert, ikke egnet for kontakt med rustfritt stål (galvanisk korrosjon)
Molybdendisulfid (MoS₂) fett:
- Best for: Høytrykksapplikasjoner, hyppig montering/demontering
- Søknad: Tynn belegg på både hann- og hunn-gjenger
- Temperaturområde: -40 °C til +400 °C
- Fordeler: Utmerket bæreevne, lav friksjonskoeffisient (0,05–0,09)
- Forsiktighetsregler: Ikke egnet for oksygenrike miljøer (brannfare)
PTFE-baserte gjengetettinger:
- Best for: Kjemisk prosessering, mat-/farmasøytiske anvendelser
- Søknad: 2-3 trådviklinger fra enden
- Temperaturområde: -240 °C til +260 °C
- Fordeler: Kjemisk inertitet, FDA-godkjente alternativer tilgjengelig
- Forsiktighetsregler: Har ikke anti-seize-egenskaper – bruk sammen med ekstra smøremiddel
Vaselin (midlertidige installasjoner):
- Best for: Innendørs, klimakontrollerte, kortsiktige anvendelser
- Søknad: Tynt belegg på utvendige gjenger
- Temperaturområde: -10 °C til +60 °C
- Fordeler: Lett tilgjengelig, lav pris, enkel rengjøring
- Forsiktighetsregler: Nedbrytes over tid, ikke egnet for permanente installasjoner
Metode 2: Riktig installasjonsteknikk
Trinnvis protokoll for forebygging av galling:
Rengjør gjengene grundig: Fjern alt smuss, metallspon og gammelt smøremiddel ved hjelp av en stålbørste eller trykkluft. Forurensede gjenger øker risikoen for gnaging med 300%.
Kontroller trådens tilstand: Kontroller for eksisterende skader, korrosjon eller deformasjon. Installer aldri i skadede gjenger – reparer først.
Påfør smøremiddel riktig: – Påfør et tynt, jevnt lag på utvendige gjenger
- Unngå overflødig bruk – smøremiddelet skal ikke dryppe eller samle seg i dammer.
- For kvinnelige gjenger, påfør sparsomt på de første 2-3 gjengene
Juster nøye før innkobling: Sørg for at pakningsaksen er vinkelrett på paneloverflaten (maksimalt ±2°). Bruk justeringsverktøy for store pakninger (M40+).
Stram først for hånd: Skru gjengene for hånd minst 3-4 hele omdreininger. Hvis det oppstår motstand før dette, må du stoppe og sjekke innrettingen.
Bruk kontrollert dreiemoment: Bruk kalibrert skiftenøkkel til å stramme til med jevn kraft. Bruk aldri slagverktøy eller overdreven kraft.
Vær oppmerksom på advarselstegn: Stopp umiddelbart hvis du føler:
- Plutselig økning i motstand
- Knasende eller skrapende følelse
- Uregelmessig rotasjon (binding og deretter frigjøring)
Metode 3: Valg av materiale og design
Overveielser ved utforming av tråder:
| Type tråd | Galopperende motstand | Beste applikasjon | Typisk kostnadspremie |
|---|---|---|---|
| Standardmetrisk (ISO 604235) | Grunnlinje | Generell industri | Grunnlinje |
| Gjenger med fin stigning | Lavere (større kontaktflate) | Presisjonsanvendelser | +5-10% |
| Grov gjengetråd | Høyere (mindre kontaktflate) | Utendørs, korrosive miljøer | Standard |
| PTFE-belagte gjenger | Utmerket | Kjemisk industri, næringsmiddelindustri | +15-25% |
| Tørrfilmsmurt | Veldig bra | Rent rom, lite vedlikehold | +20-30% |
Forbedringer av overflatefinish:
- Elektropolering: Reduserer overflateruhet til 0,4–0,8 Ra, noe som reduserer antall startpunkter for gnissing.
- Fosfatbelegg: Skaper et offerlag som forhindrer kontakt mellom metall og metall
- Forbedret nikkelbelegg: Tykkere belegg (15–20 mikron) gir bedre beskyttelse, men krever nøye installasjon.
Metode 4: Miljøkontroll
Optimalisering av installasjonsmiljøet:
Temperaturstyring: Installer messingpakninger når omgivelsestemperaturen er 15–30 °C. Ekstrem varme (>40 °C) mykner messing og øker risikoen for gnaging, mens ekstrem kulde (<0 °C) gjør materialene sprø.
Renhetsstandarder: Opprett rene installasjonssoner uten støv, metallspon og slipende forurensninger. Bruk beskyttelseshetter på pakninger frem til installasjon.
Fuktighetskontroll: Høy luftfuktighet (>80% RH) fremmer korrosjon som øker overflateruhet. Oppbevar pakninger i klimatiserte områder.
Verktøyvedlikehold: Hold installasjonsverktøyene rene og riktig kalibrert. Slitte skiftenøkler kan skli og forårsake plutselige dreiemomentstigninger som fører til gnissing.
Hvordan komme seg etter en situasjon med en ødelagt gjeng?
Når irritasjon oppstår til tross for forebyggende tiltak, minimerer riktige gjenopprettingsteknikker skaden og forhindrer at situasjonen forverres.
Umiddelbare tiltak
1. Stopp rotasjonen umiddelbart:
Så snart du merker unormal motstand, må du slutte å bruke dreiemoment. Fortsatt rotasjon øker skaden eksponentielt.
2. Forsøk omvendt rotasjon:
Påfør penetrerende olje (WD-40, PB Blaster) på gjengegrensesnittet. Vent i 15–30 minutter, og prøv deretter å rotere sakte bakover med en skiftenøkkel av riktig størrelse – aldri med tang eller rørtang.
3. Påfør varme (hvis det er trygt):
For ikke-farlige steder, bruk moderat varme (60-80 °C) med en varmepistol på innkapslingen rundt pakningen. Termisk ekspansjon kan bryte kaldsveisbindingen. Bruk aldri åpen ild.
Fjerningsteknikker etter alvorlighetsgrad
Mild gnaging (kjertelen roterer med vanskeligheter):
- Påfør ekstra penetrerende olje
- Bruk frem- og tilbakegående rotasjon (1/4 omdreining fremover, 1/2 omdreining bakover) for å gradvis løsne kjertelen.
- Tålmodighet er avgjørende – hastverk fører til fullstendig sammenbrudd.
Moderat gnaging (kjertelen roterer ikke):
- Bløtlegg trådene med penetrerende olje i 2-4 timer.
- Bruk en stroppnøkkel på pakningshuset for bedre grep uten å knuse det.
- Bruk jevn, gradvis kraft – unngå plutselige rykk.
- Vurder bruk av ultralydvibrasjonsverktøy hvis tilgjengelig.
Alvorlig irritasjon (fullstendig beslag):
- Kutt av glandekroppen ved hjelp av en baufil eller vinkelsliper (vær svært forsiktig så du ikke skader innkapslingen).
- Fjern de gjenværende delene av kjertelen med gjengetrekker.
- Forvent skader på gjengene i innkapslingen som krever reparasjon
Trådreparasjonsalternativer
Mindre skade (1-2 tråder berørt):
- Bruk en gjengfil eller gjengskrape til å rengjøre og omforme gjenger.
- Testmonter med en ny pakning før endelig installasjon.
- Kan oppnå IP65-IP67-klassifisering (redusert fra opprinnelig IP68)
Moderat skade (3-4 tråder berørt):
- Installer en gjengereparasjonsinnsats (Helicoil, Time-Sert)
- Gir full styrke og gjenoppretting av IP-klassifisering
- Krever boring og gjenging – spesialkompetanse nødvendig
Alvorlig skade (5+ tråder eller sprukket kabinett):
- Bytt ut kabinettpanelet eller -delen
- Mest kostnadseffektiv langsiktig løsning
- Forhindrer fremtidige pålitelighetsproblemer
Sjekkliste for forebygging ved fremtidige installasjoner:
- Dokumenter den irriterende hendelsen og årsaken til den.
- Implementer obligatoriske smøreprotokoller
- Opplær installasjonsteamene i varselskilt
- Kontroller verktøyene for slitasje eller skader
- Vurder å bytte til forhåndssmurte pakninger for prosjekter med høyt volum.
Konklusjon
Gjengeskader ved installasjon av messingkabelgjennomføringer kan forhindres ved hjelp av riktig smøring, kontrollerte installasjonsteknikker og oppmerksomhet på advarselsskiltene. Dette beskytter utstyrsinvesteringen din og forhindrer kostbare prosjektforsinkelser. De minimale kostnadene ved forebygging (smøremiddel, opplæring, riktig verktøy) gir en avkastning på 100 ganger eller mer sammenlignet med kostnadene ved skadede kjiler, innkapslinger og driftsstans.
Hos Bepto Connector produserer vi messingkabelgjenger med optimaliserte gjengprofiler og tilbyr forhåndssmurte alternativer for kritiske bruksområder. Vårt tekniske team tilbyr installasjonsopplæring, detaljerte spesifikasjoner for tiltrekkingsmoment og feilsøkingsstøtte for å sikre at prosjektene dine lykkes første gang. Kontakt oss i dag for retningslinjer for forebygging av gnaging, anbefalte smøremidler og fabrikkdirekte priser på førsteklasses messingkabelgjennomføringer.
Vanlige spørsmål om forebygging av gjengeskader
Spørsmål: Kan jeg bruke vanlig olje eller fett i stedet for spesialsmøremiddel for gjenger?
A: Ikke anbefalt. Vanlige oljer mangler de ekstreme trykkadditivene som er nødvendige for å forhindre metall-mot-metall-kontakt under høye belastninger. De fordamper også raskt, slik at gjengene blir ubeskyttet. Bruk egnede antiklebe-midler for pålitelig beskyttelse.
Spørsmål: Hvor mye dreiemoment bør jeg bruke på messingkabelgjennomføringer for å unngå gnissing?
A: Typiske dreiemomentområder: M12-M16: 8-12 Nm, M20-M25: 15-25 Nm, M32-M40: 30-45 Nm, M50-M63: 50-70 Nm. Bruk alltid en kalibrert momentnøkkel og følg produsentens spesifikasjoner for din spesifikke pakningsmodell.
Spørsmål: Forhindrer nikkelbelegg på messinggjenger gjengeskader?
A: Nei. Nikkelbelegg forbedrer korrosjonsbestandigheten, men forhindrer ikke gnissing – det kan faktisk øke risikoen hvis belegget blir skadet under installasjonen. Bruk alltid gjengesmøremiddel uavhengig av belegg.
Spørsmål: Kan gjengene med gravering brukes igjen etter rengjøring?
A: Bare hvis skaden er minimal (kun overflateruhet). Hvis det har skjedd materialoverføring eller gjengedeformasjon, kan gjenbruk medføre risiko for fremtidige feil og svekket IP-klassifisering. Hvis du er i tvil, bør du skifte både pakning og reparere gjengene på kabinettet.
Spørsmål: Er rustfrie stålpakninger bedre enn messingpakninger for å forhindre gnaging?
A: Faktisk verre. Rustfritt stål har høyere følsomhet for gnissing enn messing på grunn av sine arbeidsherdingsegenskaper. Kontakt mellom rustfritt stål og rustfritt stål krever enda mer forsiktig smøring og lavere installasjonshastigheter enn messingapplikasjoner.
-
Utforsk de mekaniske og kjemiske prinsippene bak adhesiv slitasje og hvordan dette fører til materialoverføring mellom metalloverflater. ↩
-
Lær om hvordan mikroskopiske ujevnheter på overflatebehandlinger påvirker friksjon, slitasje og oppståen av gjengeskader. ↩
-
Forstå Brinell-hardhetsskalaen og hvordan den måler motstanden til materialer som messing mot permanent inntrykk og slitasje. ↩
-
Oppdag viktigheten av jordkontinuitet i elektriske installasjoner og standardene som kreves for sikre feilstrømbaner. ↩
-
Henvis til den internasjonale standarden ISO 60423 for gjengespesifikasjoner i elektriske rør- og kabelgjennomføringssystemer. ↩
