

Ievads
Vītnes dilšana1 nerūsējošā tērauda kabeļu uzmavas izraisa katastrofālu aizķeršanos uzstādīšanas laikā, kas prasa destruktīvo noņemšanu, dārgu nomaiņu un iespējamus aprīkojuma bojājumus, kā arī galvanizācijas gadījumus, kas paildzina uzstādīšanas laiku par 300-500% un rada draudus drošībai, kad tehniķi pieliek pārmērīgu spēku aizķertajiem vītnēm, kas var pēkšņi atbrīvoties zem liela griezes momenta slodzes.
316L nerūsējošā tērauda kabeļu grodi uzrāda augstāku izturību pret vītņu dilšanu salīdzinājumā ar 304 šķirām, jo tajos ir lielāks molibdēna saturs un zemāka sacietēšanas pakāpe, bet dupleksais nerūsējošais tērauds2 piemēram, 2205 nodrošina izcilu izturību pret galsēšanu, pateicoties līdzsvarotai austenīta-ferīta mikrostruktūrai, un specializēta pretgalsēšanas apstrāde var samazināt galsēšanas tendenci par 80-90% visās nerūsējošā tērauda kategorijās.
Pēdējo desmit gadu laikā esmu izpētījis simtiem vītņu bojājumu, kas radušies jūras, ķīmiskās un jūras iekārtās, un esmu iemācījies, ka materiālu izvēle un virsmas apstrāde ir galvenie faktori, kas nosaka, vai jūsu uzstādīšana noritēs gludi vai kļūs par dārgu murgu, kam nepieciešami specializēti ekstrakcijas instrumenti un iespējama aprīkojuma nomaiņa.
Satura rādītājs
- Kas izraisa nerūsējošā tērauda kabeļu vadu vītņu galvanizāciju?
- Kā salīdzināt dažādu nerūsējošā tērauda kategoriju izturību pret galvanizāciju?
- Kādi virsmas apstrādes veidi un pārklājumi novērš vītņu galvanizāciju?
- Kā uzstādīšanas paņēmieni ietekmē pavedienu galvanizācijas risku?
- Ar kādām testēšanas metodēm tiek novērtēta izturība pret vītņu galvanizāciju?
- Bieži uzdotie jautājumi par vītņu galvanizāciju nerūsējošā tērauda kabeļu vados
Kas izraisa nerūsējošā tērauda kabeļu vadu vītņu galvanizāciju?
Izprotot metalurģiskos un mehāniskos faktorus, kas izraisa pavedienu dilšanu, var secināt, kāpēc nerūsējošā tērauda kabeļu uzmavas ir īpaši jutīgas pret šo bojājumu veidu.
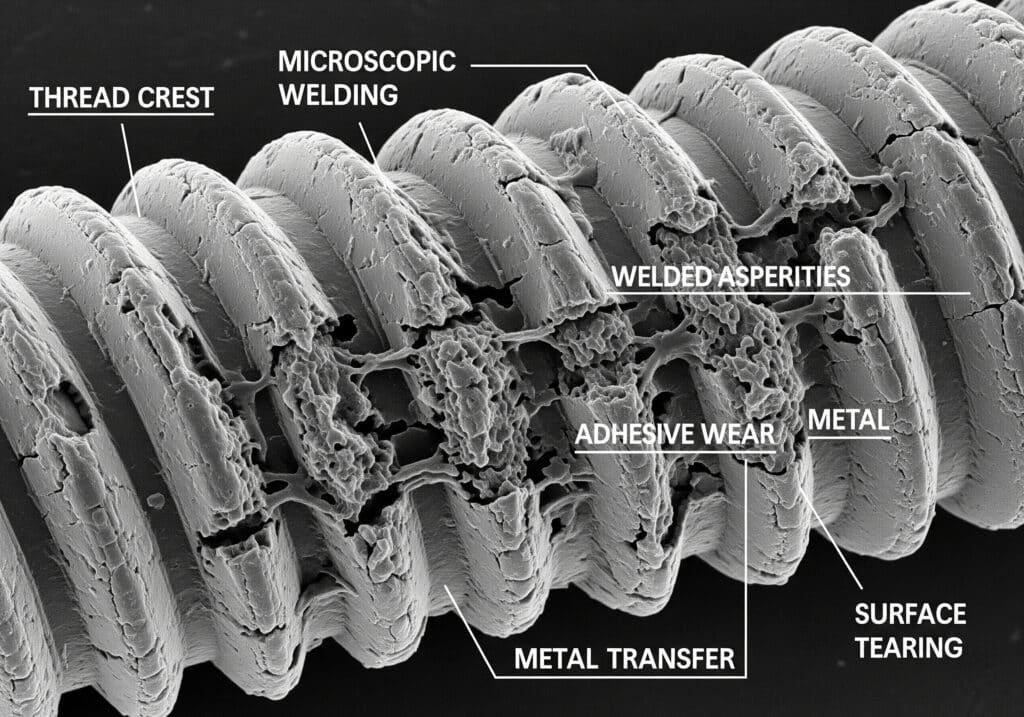
Vītņu dilšana rodas, kad mikroskopiska metināšana starp vītņu virsmām rada adhezīvu nodilumu, un nerūsējošā tērauda augsta darba sacietēšanas pakāpe, zema siltumvadītspēja un tendence veidot aizsargājošas oksīda plēves, kas spiediena ietekmē saplīst, radot ideālus apstākļus metāla-metāla saķerei, virsmas raupjums, uzstādīšanas ātrums un piemērotais griezes moments ir kritiski faktori, kas nosaka dilšanas smagumu.
Metalurģiskie faktori
Darba rūdīšanas raksturojums:
- Austenīta nerūsējošais tērauds darbs rūdīt3 ātri
- Deformācija ievērojami palielina virsmas cietību
- Rūdītas virsmas palielina berzes koeficientus.
- Progresējoši bojājumi paātrinās uzstādīšanas laikā
Siltuma īpašības:
- Zema siltumvadītspēja aiztur berzes siltumu
- Temperatūras paaugstināšanās paātrina līmes nodilumu
- Termiskā izplešanās rada interferenci
- Siltuma skartās zonas kļūst jutīgākas
Virsmas ķīmija:
- Pasīvais oksīda slānis nodrošina aizsardzību pret koroziju
- Oksīda sadalīšanās atklāj reaktīvās metāla virsmas
- Svaigas metāla virsmas viegli saķeras zem spiediena
- Ķīmiskā savietojamība ietekmē tendenci veidot galsējumu
Mehāniskie faktori
Vītnes ģeometrija:
- Asas vītņu grēdas koncentrē spriegumu
- Slikta vītnes apdare palielina virsmas raupjumu
- Izmēru pielaides ietekmē kontaktspiedienu
- Vītnes solis ietekmē kontakta laukumu
Uzstādīšanas parametri:
- Pārmērīgs uzstādīšanas ātrums rada siltumu
- Liels griezes moments palielina kontaktspiedienu
- Nevienmērīga izlīdzināšana rada nevienmērīgu slodzi
- Piesārņojums darbojas kā abrazīvas daļiņas
Saziņas nosacījumi:
- Metāla kontakts ar metālu bez eļļošanas
- Virsmas raupjums ietekmē reālo kontakta laukumu
- Normālā spēka sadalījums mainās atkarībā no ģeometrijas
- Slīdēšanas ātrums ietekmē berzes sildīšanu
Es sadarbojos ar Larsu, tehniskās apkopes vadītāju jūras vēja ģeneratoru parkā Ziemeļjūrā, kur turbīnu elektriskajās sistēmās radās nopietnas problēmas ar 304 nerūsējošā tērauda kabeļu vītnēm, kam bija nepieciešami specializēti ekstrakcijas instrumenti un kas izraisīja ievērojamus uzstādīšanas kavējumus.
Larsa komanda dokumentēja, ka 25% no viņu 304 nerūsējošā tērauda kabeļu vadu vadu instalācijām bija vērojama zināma vītņu rievojuma pakāpe, bet 8% bija nepieciešama destruktīva noņemšana un pilnīga nomaiņa, kas izraisīja ievērojamu izmaksu pārsniegšanu un projekta aizkavēšanos.
Vides ietekme
Korozīvas vides:
- Hlorīdu iedarbība paātrina oksīdu sadalīšanos
- Skābi apstākļi veicina virsmas uzbrukumu
- Galvaniskās saites ietekme ar atšķirīgiem metāliem
- Plaisu korozija pavedienu saknēs
Temperatūras ietekme:
- Paaugstinātas temperatūras samazina materiāla izturību
- Siltuma cikliskums rada sprieguma koncentrāciju
- Diferenciālā izplešanās ietekmē vītnes iesaisti
- Augstas temperatūras paātrina līmēšanas procesus
Piesārņojuma ietekme:
- Abrazīvās daļiņas palielina virsmas bojājumus
- Ķīmiskais piesārņojums ietekmē virsmas ķīmisko sastāvu
- Mitrums veicina koroziju un oksīdu veidošanos
- Svešķermeņi darbojas kā sprieguma koncentratori
Kā salīdzināt dažādu nerūsējošā tērauda kategoriju izturību pret galvanizāciju?
Dažādu nerūsējošā tērauda kategoriju vispusīga analīze atklāj būtiskas atšķirības vītņu izturības pret galvanizāciju kabeļu gļotādu lietojumos.
316L nerūsējošais tērauds nodrošina 40-60% labāku izturību pret dilšanu nekā 304, pateicoties 2-3% molibdēna saturam, kas samazina sacietēšanu un uzlabo virsmas stabilitāti, savukārt dupleksās klases, piemēram, 2205, nodrošina izcilu izturību, pateicoties sabalansētai mikrostruktūrai, un superaustenīta klases, piemēram, 254 SMO, nodrošina augstākās kvalitātes veiktspēju, bet ievērojami augstākas izmaksas kritiskiem lietojumiem.
Austenīta nerūsējošā tērauda salīdzinājums
Klases snieguma vērtējums:
| Klase | Galling pretestība | Molibdēna saturs | Darba rūdīšanas ātrums | Izmaksu faktors | Pieteikumi |
|---|---|---|---|---|---|
| 304 | Slikts | 0% | Augsts | 1.0x | Vispārēja nozīme |
| 304L | Slikti-negodīgi | 0% | Augsts | 1.1x | Metinātie lietojumi |
| 316 | Labi | 2-3% | Mērens | 1.4x | Jūras vide |
| 316L | Labi | 2-3% | Mērens | 1.5x | Ķīmiskā apstrāde |
| 317L | Ļoti labi | 3-4% | Zema un vidēja līmeņa | 2.0x | Augsts hlorīdu saturs |
| 254 SMO | Lielisks | 6% | Zema | 4.0x | Smagas vides |
304 vs 316L veiktspējas analīze
304 nerūsējošais tērauds:
- Augsta darba sacietēšanas tendence
- Ātra virsmas sacietēšana deformācijas laikā
- Ierobežota izturība pret koroziju hlorīdu vidē
- Visekonomiskākais variants, bet visaugstākais risks saskrāpēt
Galvenie raksturlielumi:
- Zāķēšanās notiek pie relatīvi zema griezes momenta
- Progresējoši bojājumi uzstādīšanas laikā
- Apgrūtināta ekstrakcija, tiklīdz sāk veidoties dēdēšana
- Augsts atteices koeficients jūras lietojumprogrammās
316L nerūsējošais tērauds:
- Molibdēna pievienošana uzlabo izturību pret dilšanu
- Zemāks darba sacietēšanas ātrums nekā 304
- Labāka virsmas stabilitāte deformācijas laikā
- Paaugstināta izturība pret koroziju
Veiktspējas priekšrocības:
- 40-60% samazināts galvanizācijas gadījumu skaits
- Lielāks uzstādīšanas griezes moments
- Labāka veiktspēja hlorīdu vidē
- Uzlabota ilgtermiņa uzticamība
Dupleksa nerūsējošā tērauda veiktspēja
2205 Dupleksa klase:
- Līdzsvarota austenīta-ferīta mikrostruktūra
- Izcila izturība pret dilšanu
- Augsta izturība samazina deformāciju
- Lieliska izturība pret koroziju
Mikrostruktūras priekšrocības:
- Ferīta fāze ir izturīga pret sacietēšanu
- Austenīts nodrošina izturību
- Līdzsvarota struktūra samazina līmes nodilumu
- Lieliska virsmas stabilitāte
2507 Super Duplex:
- Augstas kvalitātes izturība pret dilšanu
- Īpaša izturība pret koroziju
- Augsta izturība un cietība
- Tikai specializēti lietojumi
Atceros, kā strādāju ar Ahmedu, projekta inženieri naftas ķīmijas kompleksā Saūda Arābijā, kur kritisko procesu vadības sistēmām bija nepieciešami kabeļu ieliktņi ar izcilu izturību pret bojājumiem.
Ahmeda rūpnīcā tika veikti plaši testi, salīdzinot 304, 316L un 2205 kategorijas, un tika konstatēts, ka dupleksie 2205 kabeļu gļotādas pilnībā novērš bojājumus, kas radušies, neskatoties uz to, ka tās ir izturīgākas pret koroziju skarbā sērūdeņraža vidē.
Speciālās kategorijas un sakausējumi
Super austenīta pakāpes:
- 254 SMO (6% molibdēns)
- AL-6XN (6% molibdēns + slāpeklis)
- Izcila izturība pret dilšanu
- Prēmijas izmaksu apsvērumi
Nokrišņu sacietēšanas pakāpes:
- 17-4 PH un 15-5 PH
- Augsta izturība pēc termiskās apstrādes
- Mērena izturība pret dilšanu
- Specializēti lietojumi
Niķeļa sakausējumi:
- Inconel 625 un Hastelloy C-276
- Izcila izturība pret dilšanu
- Ekstrēmas vides spēja
- Visdārgākie risinājumi
Kādi virsmas apstrādes veidi un pārklājumi novērš vītņu galvanizāciju?
Dažādi virsmas apstrādes veidi un pārklājumi ievērojami uzlabo nerūsējošā tērauda kabeļu vada caurulīšu izturību pret vītņu dilšanu.
Elektropolirēšana4 60-70% samazina dilšanas risku, pateicoties virsmas izlīdzināšanai un uzlabotai pasivācijai, savukārt uz PTFE bāzēti sausās plēves smērvielas nodrošina 80-90% dilšanas samazinājumu, sudraba pārklājums nodrošina lieliskas pretdilšanas īpašības augstas temperatūras lietojumiem, un specializēti pretdilšanas savienojumi nodrošina drošu uzstādīšanu un noņemšanu pat pēc ilgstošas ekspluatācijas korozīvā vidē.

Elektropolirēšana
Procesa priekšrocības:
- Novērš virsmas nelīdzenumus un iesprūdušas daļiņas.
- Izveido viendabīgu pasīvo slāni
- Samazina virsmas raupjumu par 50-75%
- Uzlabo izturību pret koroziju
Galling pretestības uzlabošana:
- 60-70% tendences samazināt dilšanas tendenci
- Vienmērīgāka diegu ieslēgšana
- Zemākas uzstādīšanas griezes momenta prasības
- Uzlabota virsmas eļļojamība
Lietošanas apsvērumi:
- Izmaksu palielinājums 15-25%
- Apstrādes laika prasības
- Ģeometriskie ierobežojumi
- Kvalitātes kontroles prasības
Sausās plēves smērvielu pārklājumi
Pārklājumi uz PTFE bāzes:
- Molibdēna disulfīds + PTFE matrica
- Temperatūras diapazons: -200°C līdz +260°C
- Berzes koeficients: 0.05-0.15
- Lieliska ķīmiskā izturība
Veiktspējas raksturlielumi:
- 80-90% galvanizācijas samazināšana
- Pašeļļojošās īpašības
- Nav nepieciešama mitra smērviela
- Ilgtermiņa efektivitāte
Lietošanas metodes:
- Izsmidzināšana
- Iegremdēšanas process
- Kontrolēta biezuma piemērošana
- Nogatavināšanas prasības
Metāla pārklājumu sistēmas
Sudraba pārklājums:
- Izcilas pretapaugšanas īpašības
- Spēja darboties augstā temperatūrā (līdz 500°C)
- Laba elektrovadītspēja
- Izturības pret koroziju ierobežojumi
Niķeļa pārklājums:
- Mērens dilšanas uzlabojums
- Laba aizsardzība pret koroziju
- Ekonomisks risinājums
- Plašs temperatūras diapazons
Cinka-niķeļa sakausējums:
- Izcila izturība pret koroziju
- Laba izturība pret dilšanu
- Automobiļu nozares standarts
- Vides apsvērumi
Pretseļošanās savienojumi
Vara bāzes savienojumi:
- Tradicionālais pretsalipes šķīdums
- Temperatūras diapazons: no -30°C līdz +1000°C
- Lieliska profilakse pret dilšanu
- Galvaniskās korozijas problēmas
Savienojumi uz niķeļa bāzes:
- Nav galvanisko problēmu ar nerūsējošo tēraudu
- Spēja darboties augstā temperatūrā
- Pieejami pārtikas produktiem piemēroti preparāti
- Premium klases veiktspējas raksturlielumi
Savienojumi uz keramikas bāzes:
- Īpaši augstas temperatūras izturība
- Ķīmiski inerts
- Nav metāla piesārņojuma
- Specializēti lietojumi
Kā uzstādīšanas paņēmieni ietekmē pavedienu galvanizācijas risku?
Pareiza uzstādīšanas tehnika ievērojami samazina vītnes aizķeršanās risku neatkarīgi no materiāla klases vai virsmas apstrādes.
Kontrolēts uzstādīšanas ātrums, kas mazāks par 10 apgr./min, pareiza vītnes eļļošana, precīza griezes momenta kontrole un pareiza vītnes ieslēgšana samazina 70-80% galvanizācijas risku, savukārt ātrdarbīga uzstādīšana, sausa montāža, pārmērīgs griezes moments un nepareiza izlīdzināšana rada ideālus apstākļus vītnes aizķeršanai pat tādos pret galvanizāciju izturīgos materiālos kā 316L vai dupleksais nerūsējošais tērauds.
Uzstādīšanas ātruma kontrole
Kritiskie ātruma ierobežojumi:
- Manuāla uzstādīšana: ne vairāk kā 2-5 RPM
- Elektroinstrumentu uzstādīšana: Maksimālais apgriezienu skaits: 5-10 apgr.
- Liels ātrums rada pārmērīgu siltumu
- Siltuma uzkrāšanās paātrina dilšanas procesu
Ātruma kontroles metodes:
- Maināmā ātruma elektroinstrumenti
- Griezes momenta ierobežošanas ierīces
- Manuāla uzstādīšana kritiskām lietojumprogrammām
- Apmācība un procedūru ievērošana
Siltuma ražošanas faktori:
- Uzstādīšanas ātruma galvenais faktors
- Vītnes solis ietekmē siltuma veidošanos
- Materiāla termiskās īpašības
- Apkārtējās temperatūras apsvērumi
Eļļošanas prasības
Eļļošanas līdzekļu izvēle:
- Vēlams izmantot savienojumus pret sablīvēšanos
- Nepieciešama augstas temperatūras izturība
- Būtiska ķīmiskā saderība
- Attiecīgā gadījumā - pārtikas kvalitātes prasības
Lietošanas metodes:
- Vītnes pārklājums pirms montāžas
- Apstrāde ar otu vai smidzinātāju
- Konsekventa pārklājuma kritiskā nozīme
- Svarīga lieko daudzumu izņemšana
Veiktspējas priekšrocības:
- 60-80% galvanizācijas samazināšana
- Zemāks uzstādīšanas griezes moments
- Vieglāka demontāža
- Pagarināts kalpošanas laiks
Griezes momenta kontrole un uzraudzība
Griezes momenta specifikācijas:
- Ievērojiet ražotāja ieteikumus
- Materiālam specifiskas prasības
- No lieluma atkarīgas vērtības
- Vides faktoru korekcijas
Griezes momenta mērīšana:
- Nepieciešami kalibrēti griezes momenta instrumenti
- Regulāra kalibrēšanas verifikācija
- Dokumentācijas prasības
- Kvalitātes kontroles procedūras
Uzstādīšanas uzraudzība:
- Griezes momenta un leņķa attiecības
- Pēkšņs griezes momenta pieaugums norāda uz problēmām
- Pārtrauciet uzstādīšanu, ja ir aizdomas par galsēšanu
- Pārbaude un korektīvie pasākumi
Es sadarbojos ar Roberto, tehniskās apkopes vadītāju ķīmiskās pārstrādes rūpnīcā Barselonā, Spānijā, kur viņi ieviesa visaptverošas uzstādīšanas procedūras, kas samazināja vītņu aizķeršanās gadījumu skaitu no 15% līdz mazāk nekā 2% visās nerūsējošā tērauda kabeļu glandu instalācijās.
Roberto komanda izstrādāja detalizētas darba instrukcijas, kurās norādīti uzstādīšanas ātrumi, eļļošanas prasības un griezes momenta ierobežojumi katram kabeļu vadu izmēram un materiāla kategorijai, kā arī obligāta apmācība un sertifikācija visiem uzstādīšanas tehniķiem.
Kvalitātes kontroles pasākumi
Pirmsinstalācijas pārbaude:
- Vītnes stāvokļa pārbaude
- Virsmas apstrādes integritāte
- Izmēru atbilstība
- Tīrības prasības
Uzstādīšanas dokumentācija:
- Reģistrētās griezes momenta vērtības
- Uzstādīšanas ātruma uzraudzība
- Eļļošanas līdzekļa lietošanas pārbaude
- Tehniķa sertifikācija
Verifikācija pēc uzstādīšanas:
- Galīgais griezes momenta apstiprinājums
- Vizuāla pārbaude, lai konstatētu bojājumus
- Funkcionālā testēšana, ja piemērojams
- Ilgtermiņa uzraudzības programmas
Ar kādām testēšanas metodēm tiek novērtēta izturība pret vītņu galvanizāciju?
Standartizētas testēšanas metodes nodrošina kvantitatīvus datus, lai salīdzinātu dažādu nerūsējošā tērauda kategoriju un apstrādes veidu izturību pret vītņu dilšanu.
ASTM G1965 standarta testa metode mēra izturību pret galvanisko sastrēgumu, izmantojot kontrolētus skrūvju un uzgriežņu mezglus ar pieaugošu griezes momentu, līdz notiek aizķeršanās, bet modificētās versijas, kurās izmanto faktisko kabeļu gļotu ģeometriju, nodrošina atbilstošākus datus, un lauka testi reālos uzstādīšanas apstākļos apstiprina laboratorijas rezultātus, lai prognozētu reālo veiktspēju.
Standarta testēšanas metodes
ASTM G196 - izturība pret galvanizāciju:
- Standartizēti skrūvju un uzgriežņu testa paraugi
- Kontrolēta griezes momenta pielietošana
- Aizturēšanas sliekšņa noteikšana
- Salīdzinošā klasifikācijas spēja
Testa procedūra:
- Paraugu sagatavošana un kondicionēšana
- Eļļošanas pielietojums (ja norādīts)
- Progresīva griezes momenta piemērošana
- Aizturēšanas atklāšana un dokumentēšana
Datu analīze:
- Griezes griezes momenta robežvērtības
- Rezultātu statistiskā analīze
- Materiālu klasifikācija un salīdzinājums
- Virsmas apstrādes efektivitāte
Modificēta kabeļu vāku testēšana
Faktisko komponentu testēšana:
- Reālās kabeļu gļotu ģeometrijas
- Attiecīgās pavedienu specifikācijas
- Uzstādīšanas reprezentatīvie nosacījumi
- Tiešā korelācija ar veiktspēju
Testa parametri:
- Uzstādīšanas ātruma simulācija
- Temperatūras kontrole
- Eļļošanas nosacījumi
- Griezes momenta mērīšanas precizitāte
Darbības rādītāji:
- Spriedzes sliekšņa griezes moments
- Uzstādīšanas griezes momenta progresija
- Virsmas bojājumu novērtējums
- Atkārtojamības pārbaude
Lauka testēšana un validācija
Uzstādīšanas izmēģinājumi:
- Kontrolētas lauka iekārtas
- Dažādi vides apstākļi
- Dažādi tehniķu prasmju līmeņi
- Ilgtermiņa darbības uzraudzība
Datu vākšana:
- Uzstādīšanas griezes momenta ieraksti
- Incidentu dokumentācija
- Noņemšanas griezes momenta mērījumi
- Virsmas stāvokļa novērtējums
Veiktspējas korelācija:
- Laboratorijas un lauka salīdzinājums
- Vides faktoru validācija
- Uzstādīšanas tehnikas pārbaude
- Prognozes modeļa izstrāde
Bepto veic vispusīgu izturību pret dilstošu slāni, izmantojot gan ASTM G196 metodes, gan faktisko kabeļu vadu ģeometriju, lai sniegtu klientiem uzticamus veiktspējas datus un materiālu ieteikumus konkrētām lietojumprogrammām un uzstādīšanas prasībām.
Kvalitātes nodrošināšanas īstenošana
Ienākošo materiālu testēšana:
- Partijas verifikācijas testēšana
- Piegādātāja kvalifikācija
- Statistiskā procesa kontrole
- Sertifikācijas prasības
Ražošanas kvalitātes kontrole:
- Virsmas apstrādes pārbaude
- Vītņu kvalitātes pārbaude
- Izmēru atbilstība
- Veiktspējas validācija
Klientu atbalsts:
- Uzstādīšanas procedūras izstrāde
- Apmācību programmas atbalsts
- Tehniskā dokumentācija
- Lauka darbības uzraudzība
Secinājums
Vītņu izturība pret galvanizāciju ievērojami atšķiras nerūsējošā tērauda kabeļu glandu kategorijās, un 316L nodrošina 40-60% labāku veiktspēju nekā 304 molibdēna satura dēļ, savukārt dupleksās klases, piemēram, 2205, nodrošina izcilu izturību, pateicoties līdzsvarotai mikrostruktūrai. Virsmas apstrāde, tostarp elektroapstrāde, PTFE pārklājumi un sudraba pārklājums, atkarībā no lietojuma prasībām var samazināt dilšanas risku par 60-90%. Neatkarīgi no materiāla izvēles ir svarīgi pareizi uzstādīšanas paņēmieni, tostarp ātruma kontrole, eļļošana un griezes momenta vadība. ASTM G196 testēšana nodrošina standartizētas salīdzināšanas metodes, savukārt lauka validācija nodrošina reālās darbības korelāciju. Vides faktori, tostarp temperatūra, piesārņojums un korozijas apstākļi, būtiski ietekmē jutību pret bojājumiem. Bepto sniedz visaptverošas materiālu izvēles vadlīnijas, virsmas apstrādes iespējas un uzstādīšanas atbalstu, lai samazinātu vītņu aizķeršanās riskus un nodrošinātu uzticamu kabeļu gļotu darbību sarežģītos lietojumos. Atcerieties, ka novērst vītņu aizķeršanos, izmantojot pareizu materiālu izvēli un uzstādīšanas paņēmienus, ir daudz ekonomiskāk, nekā risināt problēmas ar aizķepušiem komponentiem uz vietas! 😉.
Bieži uzdotie jautājumi par vītņu galvanizāciju nerūsējošā tērauda kabeļu vados
J: Kādai nerūsējošā tērauda kategorijai ir vislabākā izturība pret vītņu dilšanu?
A: Nerūsējošais nerūsējošais tērauds Duplex 2205 nodrošina vislabāko izturību pret dilšanu, pateicoties tā līdzsvarotai austenīta-ferīta mikrostruktūrai, kas ir izturīga pret sacietēšanu. Attiecībā uz austenīta šķirām 316L ir ievērojami labāki rādītāji nekā 304, savukārt superaustenīta šķiras, piemēram, 254 SMO, nodrošina augstākās kvalitātes rādītājus par augstākām izmaksām.
J: Kā es varu novērst vītnes rīvēšanu kabeļu vada montāžas laikā?
A: Lietojiet atbilstošu smērvielu pret smērvielu, uzstādiet ar mazu ātrumu (zem 10 apgr./min), ievērojiet norādītos griezes momenta ierobežojumus un nodrošiniet pareizu vītņu izlīdzināšanu. Uz PTFE bāzēti sausas plēves smērvielas vai elektropolirētas virsmas samazina aizķeršanās risku par 60-90% salīdzinājumā ar neapstrādātām virsmām.
J: Vai es varu noņemt nerūsējošā tērauda kabeļu vadu blīvslēgu bez bojājumiem?
A: Stipri galvanizēti pavedieni bieži vien ir jānoņem destruktīvi, izmantojot griezējinstrumentus vai specializētus ekstraktorus. Profilakse, izmantojot pareizu materiāla izvēli, virsmas apstrādi un montāžas tehniku, ir efektīvāka nekā novēršana pēc tam, kad izveidojies galsējums.
J: Kā es varu zināt, vai uzstādīšanas laikā sākas vītnes dilšana?
A: Uzmanieties, vai pēkšņi nepalielinās griezes moments, vai rotācija nav trīcīga vai nevienmērīga, vai nerodas neparasts troksnis, vai nerodas pārmērīgs karstums. Ja parādās kāds no šiem simptomiem, nekavējoties pārtrauciet uzstādīšanu, jo, turpinot piespiešanu, sastrēgumi pastiprināsies un to noņemšana kļūs vēl grūtāka.
J: Vai vītņu dilšana ir biežāk sastopama jūras vidē?
A: Jā, hlorīdu iedarbība jūras vidē paātrina oksīdu noārdīšanos un palielina noslieci uz dilšanu, īpaši 304 nerūsējošā tērauda gadījumā. Jūras lietojumiem izmantojiet vismaz 316L, bet kritiskām iekārtām, kas pakļautas jūras ūdens vai sāls miglas iedarbībai, vēlams izmantot dupleksa šķiras.
-
Izpētiet metalurģijas zinātnisko pamatojumu vītņu saķeršanās un aukstās metināšanas starp virsmām mehānismu. ↩
-
Izpētiet dupleksa nerūsējošā tērauda unikālo divfāžu mikrostruktūru, kas nodrošina izcilu izturību un izturību pret dilšanu. ↩
-
Izpratne par materiālu zinātnes principu, kas saistīts ar darba sacietēšanu, un kāpēc tā padara nerūsējošo tēraudu stiprāku, bet vairāk pakļautu galvanizācijai. ↩
-
Uzziniet, kā darbojas elektropolirēšanas process, lai izveidotu mikroskopiski gludu un pasīvu nerūsējošā tērauda virsmu. ↩
-
Iepazīstieties ar oficiālo ASTM G196 standartu, kas nosaka procedūru, kā mērīt vītņoto stiprinājumu izturību pret galvojumu. ↩
