

Gāzes noplūde bīstamā vidē var būt katastrofāla. Viens vienīgs bojāts blīvējums naftas ķīmijas rūpnīcā vai jūras platformā var izraisīt sprādzienus, vides katastrofas un cilvēku bojāeju. Tomēr daudzi inženieri joprojām cīnās, lai panāktu drošu gāzi necaurlaidīgu blīvējumu kabeļu ievados.
Lai novērstu gāzes migrāciju caur kabeļu serdeņiem un saglabātu bīstamo zonu drošības klasifikāciju, ir pareizi jāizvēlas savienojumi, precīzas uzstādīšanas metodes un regulāri jāveic integritātes testēšana. Šie specializētie cauruļvadi rada vairākus šķēršļus pret gāzu iekļūšanu, vienlaikus saglabājot elektrisko nepārtrauktību un mehānisko aizsardzību.
Tikai pirms trim mēnešiem es saņēmu neatliekamu zvanu no Hasana, Kataras dabasgāzes pārstrādes rūpnīcas darbības vadītāja. Veicot kārtējās drošības pārbaudes, viņi atklāja gāzes pēdas elektriskās vadības telpā - potenciāli sprādzienbīstama situācija. Vainīgais? Nepareizi noslēgti kabeļu vadi, kas ļāva gāzei migrēt caur daudzdzīslu kabeļu starpsienām. Mums bija jāmobilizē mūsu tehniskā komanda 24 stundu laikā, lai novērstu pilnīgu iekārtas slēgšanu 😰.
Satura rādītājs
- Kas ir barjeru kabeļu vadi un kāpēc tie ir ļoti svarīgi?
- Kā darbojas gāzi necaurlaidīgi blīvēšanas mehānismi?
- Kādi ir galvenie komponenti efektīvai gāzes blīvēšanai?
- Kā izvēlēties piemērotāko barjeras blīvslēgu savam lietojumam?
- Kādas ir pareizas uzstādīšanas un testēšanas procedūras?
- Bieži uzdotie jautājumi par gāzi necaurlaidīgām barjercaurulēm
Kas ir barjeru kabeļu vadi un kāpēc tie ir ļoti svarīgi?
Izpratne par barjercaurulēm ir būtiska ikvienam, kas strādā bīstamās zonās, kur gāzes ierobežošana ir ļoti svarīga.
Barjeru kabeļu ieliktņi ir specializētas blīvēšanas ierīces, kas novērš gāzes migrāciju caur kabeļu serdeņiem un starpsienām, saglabājot bīstamo zonu klasifikāciju, radot vairākas fiziskas barjeras pret sprādzienbīstamu gāzu iekļūšanu. Tie ir obligāti 1. un 2. zonas bīstamās zonas1 kur var atrasties uzliesmojošas gāzes.

Gāzu migrācijas zinātne
Standarta kabeļu instalācijās gāzes migrācija notiek pa vairākiem ceļiem:
- Kabeļa serdes starpsienas: Mikroskopiskas spraugas starp atsevišķiem vadītājiem
- Vadītāju vijumu vietas: Gaisa kabatas stiepļu konstrukcijā
- apvalka caurlaidība: Molekulārā difūzija caur kabeļu apvalku materiāliem
- Saskarnes nepilnības: Attālums starp kabeļa un blīvslēga blīvējuma elementiem
Normatīvās prasības
Starptautiskie standarti paredz gāzi necaurlaidīgu blīvējumu īpašos lietojumos:
| Standarta | Piemērošanas joma | Gāzi necaurlaidīgas prasības |
|---|---|---|
| IEC 60079-14 | Iekārtas bīstamās zonās | Obligāti 1. zonā, ieteicams 2. zonā |
| ATEX 2014/34/ES | Eiropas sprādzienbīstamas vides | Nepieciešams 1. un 2. kategorijas iekārtām |
| NEC 501. pants | ASV bīstamās vietas | I klases 1. un 2. nodaļas iekārtas |
| API RP 500 | Naftas rūpniecība | Upstream un downstream iekārtas |
Neatbilstoša blīvējuma sekas
Gāzu migrācijas riski ir daudz plašāki par normatīvo prasību ievērošanu:
- Sprādzienbīstamība: Uzkrājušās gāzes var sasniegt sprādzienbīstamu koncentrāciju.
- Iekārtas bojājumi: Kodīgas gāzes uzbrūk elektriskajiem komponentiem
- Vides piesārņojums: Toksisko gāzu noplūde drošās zonās
- Darbības pārtraukumi: Drošības sistēmas izraisa apstāšanos visā objektā
- Juridiskā atbildība: Drošības noteikumu neievērošana
Mēs, Bepto, esam pieredzējuši, kādas postošas sekas rada neatbilstoša gāzes hermetizācija. Tāpēc mūsu barjercaurulīši tiek stingri testēti saskaņā ar IEC 60079-1 standartiem, nodrošinot uzticamu darbību visprasīgākajos lietojumos.
Kā darbojas gāzi necaurlaidīgi blīvēšanas mehānismi?
Efektīvas gāzi necaurlaidīgas hermētiskās hermētiskās blīvēšanas inženiertehniskie principi ietver vairākas savstarpēji papildinošas tehnoloģijas, kas darbojas saskaņoti.
Gāzi necaurlaidīgi blīvēšanas mehānismi apvieno elastomēra kompresijas blīvējumus, blīvēšanas savienojumus, kas iekļūst kabeļu spraugās, un mehāniskās barjeras, kas fiziski bloķē gāzes ceļus. Visefektīvākajās sistēmās tiek izmantoti dublēti blīvēšanas principi, lai nodrošinātu uzticamību pat tad, ja viens mehānisms nedarbojas.
Primārās blīvēšanas tehnoloģijas
Kompresijas blīvēšanas sistēmas
Tradicionālie kompresijas blīvējumi darbojas, deformējot elastomēra materiālus ap kabeļa ārējo apvalku:
- Priekšrocības: Vienkāršs, uzticams, rentabls
- Ierobežojumi: Nevar hermetizēt kabeļu serdeņu starpsienas
- Pieteikumi: Vides pamatnosacījumi, nebīstamas zonas
Saliktās iesmidzināšanas sistēmas
Uzlabotie barjeras šļūteņi iesmidzina blīvējuma savienojumus kabeļu starpsienās:
- Mehānisms: Zemas viskozitātes savienojumi iekļūst vadītāju spraugās
- Konservēšanas process: Savienojumi polimerizēt2 veidot pastāvīgus šķēršļus.
- Efektivitāte: Bloķē mikroskopiskus gāzes ceļus
- Izturība: Uztur blīvējuma integritāti 20+ gadus
Mehāniskās barjeru sistēmas
Fiziski šķēršļi neļauj gāzei plūst pa alternatīviem ceļiem:
- Cietie šķēršļi: Metāla vai polimēra diski bloķē kabeļu serdeņus
- Paplašināmas barjeras: Materiāli, kas uzbriest, ja tiek pakļauti gāzu iedarbībai
- Kombinētās sistēmas: Vairāku veidu barjeras dublēšanai
Blīvēšanas savienojumu ķīmija
Barjercaurulīšu efektivitāte lielā mērā ir atkarīga no blīvējuma maisījuma sastāva:
| Savienojuma veids | Galvenās īpašības | Tipiski lietojumi |
|---|---|---|
| Poliuretāns | Lieliska saķere, ķīmiskā izturība | Vispārējā rūpniecība, jūrniecība |
| Silikona | Temperatūras stabilitāte, elastība | Augstas temperatūras lietojumi |
| Epoksīdsveķu | Izcila mehāniskā izturība, ilgmūžība | Pastāvīgās iekārtas |
| Hibrīda formulējumi | Optimizēts konkrētiem gāzes veidiem | Specializēti lietojumi |
Hassana Kataras objekts: Savienojumu atlases gadījumu izpēte
Vai atceraties Hasana gāzes pārstrādes rūpnīcu? Lūk, kā mēs atrisinājām viņu kritisko blīvēšanas problēmu:
Problēmas analīze:
- Dabasgāzes (metāna) migrācija caur 24 dzīslu vadības kabeļiem
- Augsta spiediena vide (15 bāru darba spiediens)
- Temperatūras diapazons: no -10°C līdz +60°C
- Piesārņojums ar sērūdeņradi, kam nepieciešama ķīmiskā izturība
Risinājuma īstenošana:
- Izvēlēts hibrīda poliuretāna-silikona savienojums optimālai gāzu pretestībai
- Ieviesta dubultās barjeras sistēma ar primāro un sekundāro blīvējumu.
- Izmantota spiediena injekcijas metode pilnīgai iespiešanai starpslānī.
- Uzstādīta spiediena monitoringa sistēma pastāvīgai blīvējuma integritātes pārbaudei
Rezultāti:
- Nulles gāzes noteikšana pēc 72 stundu spiediena pārbaudes
- 48 stundu laikā atjaunota objekta pilnvērtīga darbība
- Pēcpārbaudes pēc 6 mēnešiem apstiprināja, ka blīvējuma integritāte saglabājas.
- Klients ieviesa mūsu barjeras sliedes visā objektā (vairāk nekā 200 vienību)
Kādi ir galvenie komponenti efektīvai gāzes blīvēšanai?
Lai panāktu drošu gāzi necaurlaidīgu blīvējumu, ir jāizprot un jāoptimizē katrs blīvēšanas sistēmas komponents.
Efektīva gāzu hermetizācija ir atkarīga no pareizas blīvslēga korpusa konstrukcijas, atbilstoša blīvējuma maisījuma izvēles, saderīgas kabeļa konstrukcijas un precīzām uzstādīšanas procedūrām. Katrs komponents ir jāoptimizē konkrētiem gāzu veidiem, spiedienam un vides apstākļiem jūsu lietojumā.
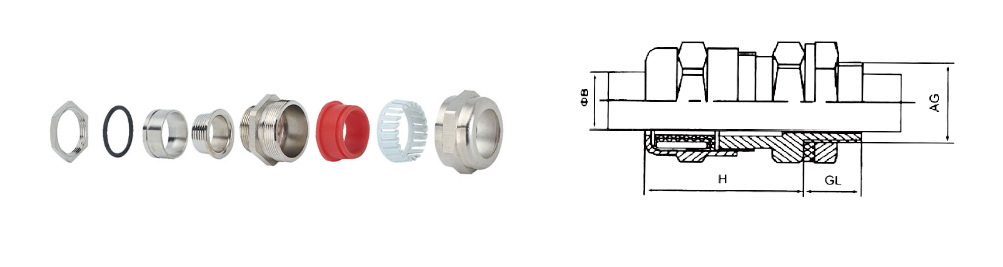
Dzinēja korpusa konstrukcijas apsvērumi
Materiālu izvēle
Blīvslēga korpusa materiāls tieši ietekmē blīvējuma veiktspēju:
- Misiņš (CW617N): Lieliska apstrādājamība, laba izturība pret koroziju
- Nerūsējošais tērauds 316L: Izcila ķīmiskā izturība, jūras lietojumiem
- Alumīnijs: Viegls, piemērots vidē, kas nav korozija
- Specializētie sakausējumi: Hastelloy, Inconel ekstremālai ķīmiskai iedarbībai
Vītņu dizains un pielaides
Precīzs vītņojums nodrošina pareizu blīvējuma saspiešanu:
- Vītnes soļa precizitāte: ±0,05 mm pielaide konsekventai saspiešanai
- Virsmas apdare: Ra 1,6 μm maksimums optimālam blīvējuma kontaktam
- Vītne iesaistīšanās: Vismaz 5 pilnas vītnes mehāniskās integritātes nodrošināšanai
Blīvējuma elementa specifikācijas
Prasības attiecībā uz primāro plombu
- Materiālu saderība: Jāatbilst mērķa gāzes veidiem
- Kompresijas attiecība: 15-25% optimālai blīvēšanai bez bojājumiem
- Temperatūras stabilitāte: Īpašību saglabāšana visā darbības diapazonā
- Ķīmiskā izturība: Procesa ķimikāliju izraisīta degradācija nenotiek
Sekundārā blīvējuma raksturlielumi
- Atlaišanas funkcija: Neatkarīgs blīvēšanas mehānisms
- Neveiksmes indikācija: Vizuāla vai izmērāma blīvējuma apdraudējuma noteikšana
- Piekļuve tehniskajai apkopei: Nomaināms bez kabeļa atvienošanas
- Ilgtermiņa stabilitāte: Paredzamais kalpošanas laiks - vairāk nekā 20 gadi
Kabeļa konstrukcijas saderība
Vadītāja konfigurācijas ietekme
Dažādas kabeļu konstrukcijas rada dažādas blīvēšanas problēmas:
| Kabeļa tips | Grūtības ar blīvēšanu | Īpašas prasības |
|---|---|---|
| Cietie vadi | Zema | Standarta kompresijas blīvējums |
| Stieptie vadi | Vidēja | Nepieciešamā savienojuma iespiešanās |
| Elastīga/smalka šķiedra | Augsts | Specializēti zemas viskozitātes savienojumi |
| Bruņu kabeļi | Ļoti augsts | Daudzpakāpju blīvēšanas process |
Apsvērumi par apvalka materiālu
Kabeļa apvalka materiāli ietekmē savienojumu saķeri un saderību:
- PVC apvalki: Laba savienojumu saķere, mērena gāzu caurlaidība
- XLPE apvalki: Lieliskas elektriskās īpašības, saķeres nodrošināšanai nepieciešama gruntskrāsa
- PUR apvalki: Lieliska elastība, ķīmiskā savietojamība ir ļoti svarīga
- Fluorpolimēra apvalki: Izcila ķīmiskā izturība, sarežģīta saķere
Kvalitātes kontroles un testēšanas komponenti
Spiediena testēšanas iekārtas
- Spiediena testēšanas spēja: 1,5x maksimālais darba spiediens
- Spiediena samazināšanās uzraudzība: Minimālā izšķirtspēja 0,1 bar
- Temperatūras kompensācija: Precīzi rādījumi visā temperatūras diapazonā
- Datu reģistrēšana: Pastāvīgs testu rezultātu ieraksts
Gāzu atklāšanas sistēmas
- Jutības līmeņi: Daļu uz miljonu noteikšanas spēja
- Gāzei specifiski sensori: Optimizēts mērķa gāzes tipiem
- Reakcijas laiks: Ātra noteikšana drošības lietojumiem
- Kalibrēšanas stabilitāte: Noturīga precizitāte laika gaitā
Kā izvēlēties piemērotāko barjeras blīvslēgu savam lietojumam?
Pareizai barjeras dziedzeru izvēlei nepieciešama sistemātiska vairāku tehnisko un vides faktoru analīze.
Izvēlieties barjercaurules, pamatojoties uz gāzes veidu un koncentrāciju, darba spiedienu un temperatūru, kabeļa konstrukciju un izmēru, vides iedarbības apstākļiem un normatīvajām atbilstības prasībām. Atlases procesā jāņem vērā gan normālas darbības apstākļi, gan iespējamie traucējumu scenāriji.
Soli pa solim atlases sistēma
1. posms: apdraudējuma analīze
- Gāzes identifikācija: Noteikt konkrētus gāzu tipus
- Koncentrācijas novērtējums: Maksimālās sagaidāmās gāzes koncentrācijas
- Spiediena novērtēšana: Darba un maksimālais spiediens
- Temperatūras kartēšana: Normālas un ekstrēmas temperatūras diapazoni
- Ilguma analīze: Nepārtraukta vai periodiska iedarbība
2. posms: veiktspējas prasības
- Blīvēšanas efektivitāte: Nepieciešams noplūdes ātrumu (parasti <10-⁶ mbar-l/s).3
- Spiediena novērtējums: Drošības koeficients virs maksimālā darba spiediena
- Temperatūras izturība: Veiktspēja visā temperatūras diapazonā
- Ķīmiskā saderība: Izturība pret visām procesu ķimikālijām
- Kalpošanas laiks: Paredzamie tehniskās apkopes intervāli un nomaiņas cikli
3. posms: uzstādīšanas ierobežojumi
- Telpas ierobežojumi: Pieejamais klīrenss glandu uzstādīšanai
- Piekļuves prasības: Tehniskās apkopes un testēšanas pieejamība
- Kabeļu izvietojums: Ieejas leņķa un līkuma rādiusa apsvērumi
- Paneļa biezums: Caurules garums un vītnes ieslēgšana
- Uzstādīšanas vide: Tīras telpas un lauka apstākļi
Pieteikumam specifiskas atlases vadlīnijas
Naftas ķīmijas ražotnes
- Primārās gāzes: metāns, etāns, propāns, sērūdeņradis
- Ieteicamie materiāli: 316L nerūsējošais tērauds, Hastelloy H₂S
- Blīvēšanas savienojumi: Uz fluoroelastomēra bāzes ķīmiskai izturībai
- Testēšanas biežums: Ikmēneša spiediena pārbaude, ikgadēja kompleksa pārbaude
Ārzonas platformas
- Vides problēmas: sālsūdens iedarbība, temperatūras maiņa
- Prasības materiāliem: Super dupleksais nerūsējošais tērauds, jūras kvalitātes savienojumi
- Izturība pret vibrācijām: Uzlabota mehāniskā konstrukcija viļņu iedarbībai
- Pieejamība: Attālās uzraudzības un diagnostikas iespējas
Dabasgāzes pārstrāde
- Augstspiediena prasības: Darba spiediens līdz 100 bāriem
- Strauja gāzes izplešanās: Džoula-Tomsona dzesēšanas efekts4
- Savienojumu atlase: Būtiska elastība zemā temperatūrā
- Drošības sistēmas: Integrācija ar gāzes atklāšanas un izslēgšanas sistēmām
Izmaksu un ieguvumu analīzes sistēma
Izvērtējot barjeru dziedzeru iespējas, ņemiet vērā kopējās īpašumtiesību izmaksas:
| Izmaksu faktors | Sākotnējā ietekme | Ilgtermiņa ietekme |
|---|---|---|
| Pirkuma cena | Augsts | Zema |
| Uzstādīšanas darbs | Vidēja | Zema |
| Testēšana un nodošana ekspluatācijā | Vidēja | Vidēja |
| Uzturēšanas prasības | Zema | Augsts |
| Neveiksmes sekas | Zema | Ļoti augsts |
| Atbilstība tiesību aktiem | Vidēja | Augsts |
Kādas ir pareizas uzstādīšanas un testēšanas procedūras?
Pat visaugstākās kvalitātes aizbīdņu blīvslēgi neizdosies, ja netiks veiktas pareizas uzstādīšanas un testēšanas procedūras.
Pareiza uzstādīšana prasa virsmas sagatavošanu, precīzu maisījuma uzklāšanu, kontrolētus sacietēšanas apstākļus un visaptverošu spiediena testēšanu, lai pārbaudītu gāzes necaurlaidību. Katrs posms ir jādokumentē, lai nodrošinātu atbilstību normatīvajiem aktiem un turpmāku apkopi.
Sagatavošana pirms uzstādīšanas
Kabeļu sagatavošana
- Kabeļu pārbaude: Pārbaudiet, vai nav bojājumu, piesārņojuma vai defektu.
- Izmēru pārbaude: Pārbaudiet kabeļa diametru, kas atbilst gļotu specifikācijām
- Apvalka tīrīšana: Noņemt visus piesārņotājus, izmantojot piemērotus šķīdinātājus
- Pamata sagatavošana: Atsevišķu vadu noņemšana un sagatavošana pēc vajadzības
- Mitruma noņemšana: Pirms savienojuma uzklāšanas pārliecinieties, ka tas ir pilnīgi sauss
Vides apstākļi
Optimāli uzstādīšanas apstākļi ir izšķiroši maisījuma sacietēšanai:
- Temperatūras diapazons: 15-25°C lielākajai daļai savienojumu
- Mitruma kontrole: <60% relatīvais mitrums
- Piesārņojuma novēršana: Tīra, no putekļiem brīva vide
- Ventilācija: Atbilstoša gaisa cirkulācija šķīdinātāja iztvaikošanai
Uzstādīšanas secība
1. solis: dziedzera korpusa montāža
- Uzklājiet vītņu hermētiķi uz vītņu vītnēm
- Uzstādiet blīvslēga korpusu ar atbilstošu griezes momentu (parasti 40-60 Nm).
- Pārbaudiet vītnes ieslēgšanu un izlīdzināšanu
- Pārbaudiet, vai ir pareizs paneļa kontakts un blīvējums
2. solis: Kabeļu uzstādīšana
- Kabeļa novadīšana caur gļotādas korpusu
- Novietojiet kabeli optimālai savienojuma piekļuvei
- Ja nepieciešams, uzstādiet pagaidu kabeļu balstu
- Pārbaudiet kabeļa novietojumu un atslogošanu
3. posms: savienojuma lietošana
- Sajaukšana: Precīzi ievērojiet ražotāja norādītās proporcijas
- Injekcija: Pilnīgai iespiešanai izmantojiet spiediena injekciju
- Skaļuma regulēšana: Piemēro norādīto daudzumu kabeļa izmēram
- Gaisa aizvākšana: Burbuļu un tukšumu novēršana
- Virsmas apdare: Gluda savienojuma virsma pārbaudei
4. solis: konservēšanas process
- Sākotnējā izārstēšana: Ļaujiet daļējai polimerizācijai (parasti 2-4 stundas)
- Pilnīgs izārstēt: Pilnīga polimerizācija (24-48 stundas)
- Temperatūras kontrole: Optimālas sacietēšanas temperatūras uzturēšana
- Pārbaude: Vizuāla pārbaude, vai nav plaisu, tukšumu vai nepilnīgas sacietēšanas.
Testēšanas un verifikācijas procedūras
Spiediena testēšanas protokols
- Testa uzstādīšana: Spiediena avota un monitoringa aprīkojuma pieslēgšana
- Sākotnējā saspiešana: Pakāpeniski palieliniet līdz testa spiedienam
- Stabilizācijas periods: Temperatūras un spiediena līdzsvarošana
- Noplūdes noteikšana: Spiediena samazināšanās uzraudzība noteiktā laikā
- Dokumentācija: Visu testu parametru un rezultātu reģistrēšana
Pieņemšanas kritēriji
- Spiediena samazināšanās: <2% 24 stundu testa periodā
- Vizuālā pārbaude: Nav redzamu defektu vai savienojuma defektu
- Gāzes noteikšana: Noteiktajos jutības līmeņos gāzes nav konstatējamas
- Temperatūras cikliskums: Uztur blīvējuma integritāti termisko ciklu laikā
Uzturēšana un uzraudzība
Regulārās pārbaudes grafiks
- Ik mēnesi: Vizuālā pārbaude, lai konstatētu acīmredzamus defektus
- Ceturkšņa: Spiediena pārbaude pie pazemināta spiediena
- Katru gadu: Pilna spiediena pārbaude un savienojuma pārbaude
- Pēc vajadzības: Pēc procesa traucējumiem vai vides iedarbības
Neveiksmes indikatori
Novērojiet šīs roņu kompromitēšanas pazīmes:
- Spiediena samazināšanās: Pakāpenisks vai pēkšņs spiediena zudums
- Vizuālie defekti: Savienojuma plaisas, saraušanās vai krāsas maiņa
- Gāzes noteikšana: Pozitīvi gāzes monitoringa iekārtu rādījumi
- Temperatūras ietekme: Neparasta sildīšana vai dzesēšana dziedzera atrašanās vietā
Veiksmīga uzstādīšana reālajā dzīvē: Ziemeļjūras platforma
Ļaujiet man pastāstīt par sarežģītu instalāciju, ko pagājušajā gadā pabeidzām uz Ziemeļjūras naftas platformas. Projekts ietvēra 48 aizbīdņu uzmavas augstspiediena gāzes kompresijas modulī.
Projekta izaicinājumi:
- Darba spiediens: 85 bāri
- Temperatūras diapazons: no -20°C līdz +80°C
- Sāļūdens izsmidzināšanas vide
- Ierobežoti tehniskās apkopes logi (reizi ceturksnī)
- Gāzes noplūdes nepieļaušana
Uzstādīšanas pieeja:
- Rūpnieciski izgatavoti glandu mezgli kontrolētā darbnīcas vidē
- Specializēts savienojuma sastāvs ekstrēmām temperatūrām
- dublētās blīvēšanas sistēmas ar neatkarīgu uzraudzību
- Visaptverošs testēšanas protokols ar 1,5x darba spiedienu
Rezultāti pēc 18 mēnešiem:
- Nulles spiediena testa neveiksmes
- Gāzes noplūde nav konstatējama
- Veiksmīga temperatūras maiņa vairākos gadalaikos
- Klientu apmierinātība, kas noved pie platformas mēroga specifikācijas
Secinājums
Gāzi necaurlaidīgs blīvējums ar barjercaurulēm ir gan kritiska drošības prasība, gan sarežģīts inženiertehnisks uzdevums. Panākumi ir atkarīgi no gāzes migrācijas mehānismu izpratnes, piemērotu blīvēšanas tehnoloģiju izvēles un stingru uzstādīšanas un testēšanas procedūru īstenošanas. Bepto mūsu barjercaurulumi apvieno progresīvus blīvējuma savienojumus ar precīzi konstruētiem blīvgultņu korpusiem, lai nodrošinātu drošu gāzes izolāciju visprasīgākajos lietojumos. Neatkarīgi no tā, vai strādājat naftas ķīmijas pārstrādes, jūras platformās vai dabasgāzes iekārtās, pareiza barjercaurulīšu izvēle un uzstādīšana var nozīmēt atšķirību starp drošu ekspluatāciju un katastrofālu bojājumu.
Bieži uzdotie jautājumi par gāzi necaurlaidīgām barjercaurulēm
J: Cik ilgi parasti kalpo barjeru glandes blīves?
A: Kvalitatīvi barjeru blīvslēgi parasti kalpo 15-20 gadus normālos ekspluatācijas apstākļos. Kalpošanas laiks ir atkarīgs no gāzes veida, spiediena, temperatūras cikliskuma un vides iedarbības. Regulāra testēšana un apkope var ievērojami pagarināt kalpošanas laiku.
J: Vai barjercaurules var pārbaudīt, nenoņemot kabeļus?
A: Jā, lielāko daļu barjercaurulīšu var pārbaudīt spiedienu uz vietas, izmantojot specializētu testēšanas aprīkojumu. Blīvslēga korpusā ir testa porti, kas ļauj piemērot un kontrolēt spiedienu, netraucējot kabeļu savienojumus vai saliktos blīvējumus.
J: Kāda ir atšķirība starp gāzi necaurlaidīgiem un sprādziendrošiem kabeļu vadiem?
A: Gāzi necaurlaidīgi ieliktņi novērš gāzes migrāciju caur kabeļu serdeņiem, savukārt sprādziendroši ieliktņi ierobežo iekšējos sprādzienus un novērš liesmu izplatīšanos. Daudzos lietojumos ir nepieciešamas abas funkcijas, ko panāk, izmantojot kombinētas konstrukcijas vai atsevišķas gļotu sistēmas.
J: Kā es varu zināt, vai maniem esošajiem kabeļu vadiem ir nepieciešama barjeras blīvēšana?
A: Barjeras blīvējums ir nepieciešams bīstamās zonās, kur var būt sastopamas uzliesmojošas gāzes (1/2 zona, I klase, 1/2 nodaļa). Lai noskaidrotu konkrētas prasības, pārbaudiet bīstamo zonu klasifikācijas pētījumu un piemērojamos kodeksus, piemēram, IEC 60079-14 vai NEC 501. pantu.
J: Kas notiek, ja barjercaurulles blīvējums neiztur ekspluatācijas laikā?
A: Plombas bojājums var izraisīt gāzes migrāciju drošās zonās, potenciāli radot sprādzienbīstamību. Lielākajā daļā objektu ir gāzes atklāšanas sistēmas, kas iedarbina trauksmes signālus un drošības izslēgšanas pasākumus. Bojājušās blīves nekavējoties jālabo, izmantojot atbilstošas procedūras un materiālus.
-
Uzziniet vairāk par starptautisko bīstamo zonu klasifikācijas sistēmu, kuras pamatā ir sprādzienbīstamu gāzu klātbūtnes biežums un ilgums. ↩
-
Izpētiet ķīmisko polimerizācijas procesu, kurā mazas molekulas apvienojas, veidojot cietu, stabilu polimēru barjeru. ↩
-
Uzziniet, kā tiek mērīts gāzes noplūdes ātrums un ko rūpniecisko blīvējumu integritātes testos nozīmē tādas vienības kā "mbar-l/s". ↩
-
Atklājiet Džoula-Tomsona efektu - termodinamisku procesu, kurā saspiesta gāze strauji atdziest pēc izplešanās. ↩
