

はじめに
真鍮製ケーブルグランドは、腐食性の環境では、メッキの厚さが不十分なために水分や化学物質が保護皮膜に浸透し、早期に故障します。 脱亜鉛1, 応力腐食割れ2また、設置から数カ月以内に電気システム全体を危険にさらす可能性のある、壊滅的なシール不良も発生する。
10~25ミクロンのニッケルめっき厚は、屋内用途に適した10ミクロン、標準的な海洋環境に適した15ミクロン、厳しい化学薬品への暴露に適した25ミクロンと、真鍮ケーブルグランドに最適な腐食保護を提供し、無めっきの真鍮部品と比較して5~10倍の長寿命を実現します。
洋上石油プラットフォームから化学処理プラントまで、10年にわたり真鍮製ケーブルグランドの早期故障を調査してきた結果、メッキの厚さは単なる表面保護ではなく、故障が許されない腐食性の高まる使用環境において長期的な信頼性を確保することが重要であることを学びました。
目次
- 真鍮製ケーブル・グランドの腐食の原因は?
- メッキの厚みは腐食保護にどう影響するか?
- 耐食性に優れためっき材料は?
- さまざまな環境における最適なめっき厚の要件とは?
- メッキ品質のテストと検証はどのように行うのか?
- 真鍮ケーブルグランドめっきと腐食に関するFAQ
真鍮製ケーブル・グランドの腐食の原因は?
腐食メカニズムを理解することは、適切なメッキ仕様と厚さ要件を選択するために不可欠である。
真鍮製ケーブルグランドは脱亜鉛に悩まされる、 ガルバニック腐食3腐食速度は、温度40℃、塩分濃度3.5%を超えると指数関数的に加速するため、耐用年数の延長には保護めっきが不可欠となる。
主な腐食メカニズム
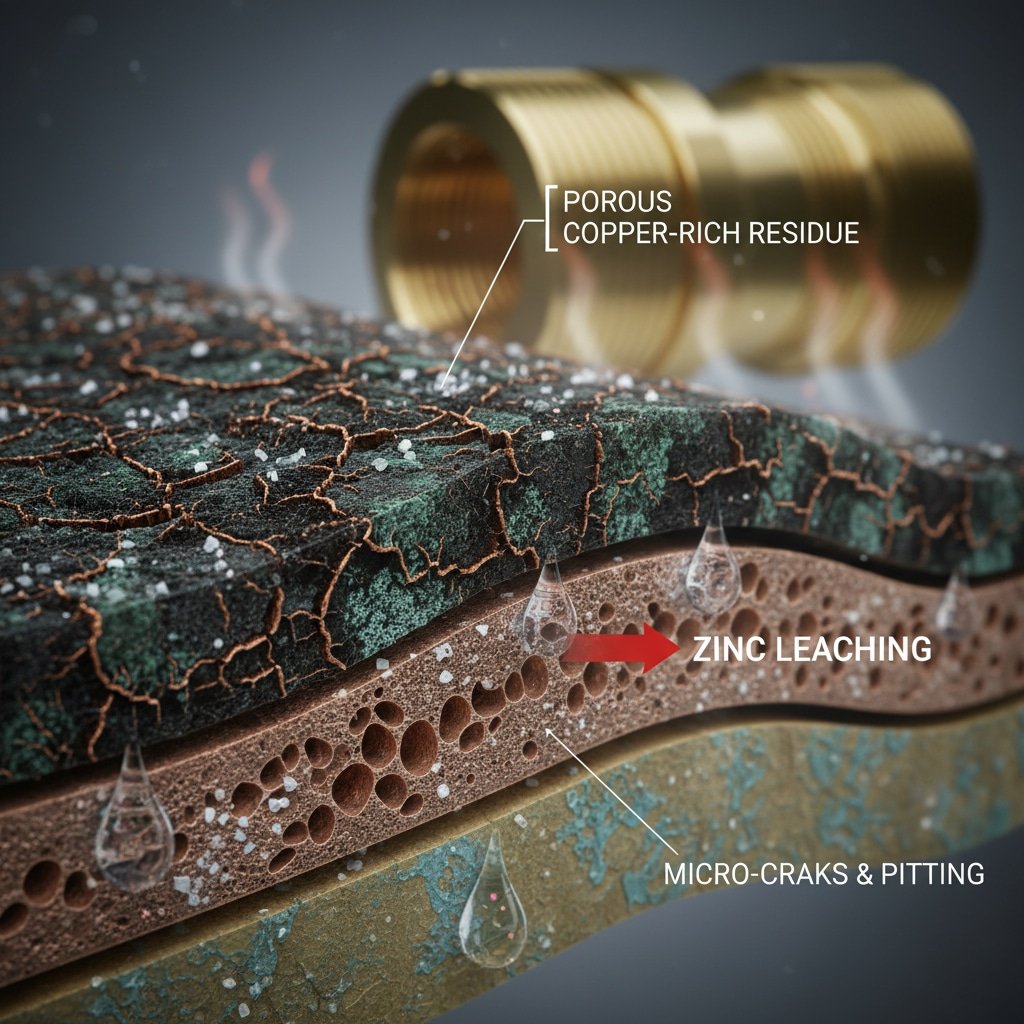
脱亜鉛プロセス:
- 黄銅合金からの亜鉛の選択的溶出
- 銅を多く含む多孔質の残留物を残す
- 機械的強度の大幅な低下
- 腐食が進む経路を作る
ガルバニック腐食:
- 真鍮が異種金属と接触した場合に発生する。
- 電解質存在下で加速
- 真鍮はほとんどのカップルで陽極として機能する
- 速度は面積比と導電率に依存する
私は、ノルウェー沖の北海石油プラットフォームでメンテナンス・マネージャーを務めるヘンリックと一緒に仕事をした。そこでは、メッキされていない真鍮製のケーブルグランドが、厳しい海洋暴露のために18カ月以内に故障していた。塩水噴霧、温度サイクル、硫化水素の組み合わせは、腐食を加速させる完璧な嵐を引き起こした。
環境要因
塩化物への暴露:
- 海水は19,000ppmの塩化物を含む
- 工業用雰囲気:10~1000 ppm
- あらゆる腐食メカニズムを促進する
- コーティングの欠陥を貫通する
温度効果:
- 腐食速度は10℃上昇するごとに2倍になる
- 熱サイクルによる応力集中
- 膨張・収縮による塗膜の損傷
- 高温は塗膜の密着性を低下させる
pH条件:
- 酸性環境(pH < 7)は攻撃を促進する。
- アルカリ性は応力割れの原因となる
- 塩素を含む中性のpHは依然として問題である。
- 緩衝能力は腐食速度に影響する
ヘンリックのプラットフォームは、過酷な海洋環境で信頼性の高い長期性能を達成するために、最適なメッキ厚と環境シーリングを組み合わせた包括的なアプローチを必要としていた。
故障モード解析
コーティングの内訳:
- ピンホール形成による電解液の浸透
- コーティングの剥離により基材が露出
- 欠陥部位にガルバニックセルが形成される
- 局部腐食が故障を加速
機械的劣化:
- 腐食によるねじの噛み合い損失
- 材料ロスによるシール圧縮の減少
- 寸法変更がケーブルのグリップに影響
- 構造的完全性が損なわれる
パフォーマンスへの影響:
- シール不良によるIP定格の低下
- EMCアプリケーションにおける電気導通損失
- ケーブル保持力低減
- 完全な組み立て不良の可能性
メッキの厚みは腐食保護にどう影響するか?
メッキの厚さは、腐食環境における真鍮ケーブルグランドのバリア保護と寿命を直接決定します。
メッキの厚さは、コーティングの深さに比例してバリア保護効果を発揮し、5ミクロンのニッケルメッキを施すごとに、海洋環境での耐用年数が2~3年延びる一方、8ミクロン以下の厚さでは、6~12ヶ月の暴露で急速に浸透し、下地が攻撃される。
厚みと性能の関係
バリア保護メカニズム:
- 物理的バリアが電解液の接触を防ぐ
- 厚みが浸透時間を決める
- 欠陥密度は厚さに反比例する
- 効果には均一なカバレッジが不可欠
耐用年数の相関:
| メッキの厚さ | 屋内寿命 | マリンライフ | 化学的耐用年数 |
|---|---|---|---|
| 5ミクロン | 3~5年 | 1-2年 | 6-12ヶ月 |
| 10ミクロン | 8~12歳 | 3~5年 | 2~3年 |
| 15ミクロン | 15~20年 | 8~12歳 | 5-8年 |
| 25ミクロン | 25年以上 | 15~20年 | 10~15年 |
経済的最適化:
- イニシャルコストは厚さによって直線的に増加する
- 耐用年数が飛躍的に延びる
- コストと性能のバランスが取れた最適な厚み
- 交換費用はメッキの保険料を上回ることが多い
コーティングの完全性要因
サウジアラビアのジュベイルにある石油化学施設を管理するファティマと仕事をしたことを覚えている。そこでは、高温の硫化水素にさらされることで、標準的なメッキケーブルグランドにコーティングの急速な劣化が生じていた。
接着要件:
- 適切な表面処理が不可欠
- 基材の清浄度が接着強度に影響する
- 中間層が接着性を向上
- 熱膨張の互換性が重要
均一性への配慮:
- 厚みのばらつきが局部保護に影響
- 複雑な形状には特別な注意が必要
- めっき浴中の電流密度分布
- マスキングと固定具が均一性に影響する
品質管理措置:
- クリティカルポイントでの厚み測定
- ASTM規格による接着試験
- 空隙率評価法
- 統計的工程管理の実施
Fatimaの施設では、厳しい化学環境で信頼性の高い性能を達成するために、クロムのトップコートを施した20ミクロンのニッケルめっきが必要とされ、耐用年数が18ヶ月から8年以上に延長されました。
耐食性に優れためっき材料は?
異なるメッキ材料は、真鍮ケーブルグランドに様々なレベルの腐食保護と費用対効果を提供します。
ニッケルめっきは、真鍮ケーブルグランドに耐食性と費用対効果の最高のバランスを提供し、亜鉛(3倍優れている)やクロム(2倍優れている)と比較して優れたバリア保護を提供する一方、貴金属めっきは、重要な用途のために10倍のコストで究極の保護を提供します。
メッキ材料の比較
ニッケルめっき:
- 優れた耐食性
- 黄銅基材への良好な接着性
- 中程度のコスト増
- 広い温度範囲に対応
- 標準的な産業受け入れ
クロムメッキ:
- 優れた硬度と耐摩耗性
- 良好な耐薬品性
- ニッケルより高コスト
- 潜在的な環境問題
- 優れた外観保持性
亜鉛メッキ:
- 犠牲的保護メカニズム
- 低価格オプション
- 海洋環境での耐用年数が限られている
- 穏やかな大気暴露に適している
- 加工と修理が容易
先進めっきシステム
多層コーティング:
- 接着のための銅ストライク
- 保護用ニッケルバリア層
- 耐久性のためのクロームトップコート
- 最適化された厚み分布
合金めっきオプション:
- 均一な厚みのためのニッケル-リン
- 硬度を高めるニッケル・タングステン
- 耐食性を向上させる亜鉛-ニッケル
- 特殊環境用カスタム合金
パフォーマンス特性:
| メッキ材料 | 耐食性 | コスト係数 | 温度限界 | アプリケーション |
|---|---|---|---|---|
| 亜鉛 | フェア | 1.0x | 100°C | 屋内の穏やかな環境 |
| ニッケル | 素晴らしい | 1.5x | 200°C | 汎用、船舶用 |
| クローム | 非常に良い | 2.0x | 250°C | 化学薬品、高摩耗 |
| 貴金属 | スーペリア | 10x | 300°C | クリティカル、航空宇宙 |
ベプトでは、お客様固有の環境要件と予算制約に適合する複数のめっきオプションを提供し、お客様の用途に最適な性能と費用対効果をお約束します。
さまざまな環境における最適なめっき厚の要件とは?
環境条件は、信頼できる長期性能のための最小メッキ厚要件を規定する。
屋内用途では8~12ミクロン、海洋環境では15~20ミクロン、厳しい化学薬品への暴露では20~25ミクロンのニッケルめっきが必要で、塩化物濃度、温度、必要な耐用年数に基づいて厚さを選択し、費用対効果の高い保護を実現します。
環境固有の要件
屋内/管理された環境:
- 温度15-35°C
- 湿度: 30-70% RH
- 塩化物への暴露<10 ppm
- 推奨厚さ:8~12ミクロン
- 予想耐用年数:15~25年
海洋/沿岸用途:
- 塩水噴霧暴露
- 温度サイクル:-10~+60
- 塩化物濃度100-19,000 ppm
- 推奨厚さ:15~20ミクロン
- 予想耐用年数:10~15年
化学処理:
- 酸性/アルカリ性暴露
- 温度:120℃まで
- 様々な化学薬品濃度
- 推奨厚さ:20~25ミクロン
- 期待耐用年数:8~12年
選考方法
リスク評価の要因:
- 失敗の結果の重大度
- メンテナンスのしやすさ
- 買い替えコストの考慮
- 安全性と規制要件
経済分析:
- メッキ初期費用プレミアム
- 期待される耐用年数の延長
- メンテナンスと交換費用
- 総所有コスト計算
品質仕様:
- 最小厚さ要件
- 均一公差
- 接着試験要件
- 受け入れ基準の定義
私は、スコットランド沖の風力発電所建設のプロジェクト・マネージャーであるジェームスと仕事をした。このプロジェクトでは、過酷な海洋条件下で、オフショア・ケーブルグランドに20年の耐用年数を確保するための慎重なメッキ仕様が求められた。
ジェームズのプロジェクトでは、18ミクロンのニッケルメッキが指定され、厳格な品質管理が要求された結果、北大西洋の過酷な環境での5年間の運用後、腐食による不具合はゼロになった。
メッキ品質のテストと検証はどのように行うのか?
総合的なテストにより、メッキの厚みと品質が仕様要件を満たし、信頼性の高い腐食防止を実現します。
ASTM B5684 磁気厚さ測定とASTM B571付着性試験により、めっき品質を定量的に検証できます。 ASTM B1175 サービス要件に応じて、96~1000時間にわたって耐食性性能を検証する。
厚さ測定法
磁気誘導試験:
- 非破壊測定
- 真鍮のニッケル塗装に最適
- ±1ミクロンの精度を達成
- 迅速な生産テスト能力
渦電流試験:
- 導電性基板への非磁性コーティング
- 複雑な形状に適している
- 精度には校正が不可欠
- ポータブル機器
顕微鏡断面図:
- 破壊的だが精度は高い
- 塗膜の構造と均一性を明らかにする
- インターフェイスの品質を特定する
- 仕様検証に必要
品質検証プロトコル
接着試験:
- ASTM B571による曲げ試験
- 熱衝撃評価
- 塗膜の完全性に関するテープ試験
- 接着強度のスクラッチ試験
腐食試験:
- ASTM B117による塩水噴霧
- 繰り返し腐食試験
- 電気化学的評価
- 老化促進プロトコル
統計的サンプリング:
- 製造ロットの検証
- クリティカル・ディメンションの焦点
- 統計的工程管理
- サプライヤー資格要件
生産品質管理
入荷材料の検証:
- 基質組成分析
- 表面処理の検証
- 清浄度評価
- 寸法精度チェック
プロセス監視:
- 入浴成分コントロール
- 電流密度の最適化
- 温度と時間のトラッキング
- 厚さ測定の頻度
最終検査:
- 重要ポイントにおける100%の厚み検証
- 欠陥の目視検査
- サンプルベースでの接着試験
- 文書化とトレーサビリティ
Beptoの品質研究所は、すべてのメッキケーブルグランドが仕様要件を満たしているか、または上回っていることを確認するための包括的な試験能力を維持し、腐食保護性能の文書化された検証を提供します。
結論
メッキの厚さは、厳しい環境における黄銅製ケーブルグランドの耐食性と寿命を決定する重要な要素です。厚いメッキは初期コストを増加させますが、耐用年数の指数関数的な改善により、ほとんどの用途で非常に費用対効果が高くなります。10~25ミクロンのニッケルめっきは最適な保護を提供し、厚さは環境の厳しさと必要な耐用年数に基づいて選択します。屋内用途では8~12ミクロン、海洋環境では15~20ミクロン、化学薬品への暴露では20~25ミクロンを使用することで、信頼性の高い長期性能を実現できます。Beptoでは、広範な試験能力と実践的なアプリケーション経験を組み合わせ、お客様の真鍮ケーブルグランド要件に最適なめっき仕様を選択するお手伝いをします。今日の適切なめっき厚への投資が、明日の高価な腐食不良とシステムのダウンタイムを防ぐことを忘れないでください! 😉。
真鍮ケーブルグランドめっきと腐食に関するFAQ
Q: マリンケーブルグランドに必要なメッキの厚さは?
A: 海洋用途では、信頼性の高い腐食保護のために15~20ミクロンのニッケルめっきが必要です。この厚さにより、塩水噴霧環境下で10~15年の耐用年数が得られます。
Q: 真鍮製ケーブルグランドに十分なメッキ厚があるかどうか、どのように見分ければよいですか?
A: 真ちゅうのニッケルめっきの非破壊測定には、磁気式厚さ計を使用します。屋内用には最低8ミクロン、海洋用には最低15ミクロン、化学環境用には最低20ミクロンが推奨仕様です。
Q: めっきを厚くすればするほど耐食性は向上するのですか?
A: はい。ニッケルめっきを5ミクロン追加するごとに、腐食環境での耐用年数は通常2倍になります。しかし、25ミクロンを超えると、ほとんどの用途において、性能の利点よりもコストの方が早く上昇します。
Q: 真鍮製ケーブル・グランドの損傷したメッキを修理できますか?
A: 軽微な損傷はコールド・ガルバニーズ・コンパウンドやブラシ・メッキで補修できるが、重要な用途には完全な再メッキを推奨する。局所的な補修は、故障を加速する電解腐食セルを生成する可能性があります。
Q: サプライヤーのメッキ品質を確認するにはどうすればよいですか?
A: ASTM B568による厚さ測定結果、ASTM B571による接着試験結果、ASTM B117による塩水噴霧試験データを示す証明書を要求する。製造ロットを承認する前に、サンプル部品の複数箇所の測定値を検証すること。
