

Introduzione
I pressacavi in ottone si guastano prematuramente in ambienti corrosivi quando l'inadeguato spessore della placcatura consente all'umidità e agli agenti chimici di penetrare nei rivestimenti protettivi, causando la perdita di funzionalità. dezincatura1, fessurazione da corrosione sotto sforzo2e guasti catastrofici alle guarnizioni che possono compromettere interi sistemi elettrici a pochi mesi dall'installazione.
Lo spessore della nichelatura, compreso tra 10 e 25 micron, offre una protezione anticorrosione ottimale per i pressacavi in ottone: 10 micron sono adatti per le applicazioni in interni, 15 micron per gli ambienti marini standard e 25 micron per le esposizioni chimiche più severe, garantendo una durata 5-10 volte superiore rispetto ai componenti in ottone non placcati.
Dopo un decennio di indagini sui guasti prematuri dei pressacavi in ottone in diversi settori, dalle piattaforme petrolifere offshore agli impianti di lavorazione chimica, ho imparato che lo spessore della placcatura non è solo una questione di protezione superficiale: si tratta di garantire l'affidabilità a lungo termine in ambienti operativi sempre più corrosivi, dove il fallimento non è un'opzione.
Indice dei contenuti
- Cosa causa la corrosione nei pressacavi in ottone?
- In che modo lo spessore della placcatura influisce sulla protezione dalla corrosione?
- Quali sono i materiali di placcatura che offrono la migliore resistenza alla corrosione?
- Quali sono i requisiti ottimali di spessore della placcatura per i diversi ambienti?
- Come si può testare e verificare la qualità della placcatura?
- Domande frequenti sulla placcatura e sulla corrosione dei pressacavi in ottone
Cosa causa la corrosione nei pressacavi in ottone?
La comprensione dei meccanismi di corrosione è essenziale per selezionare le specifiche di placcatura e i requisiti di spessore appropriati.
I pressacavi in ottone sono soggetti a dezincatura, corrosione galvanica3e cricche da corrosione da stress se esposti a umidità, cloruri e ambienti acidi, con un'accelerazione esponenziale dei tassi di corrosione al di sopra dei 40°C di temperatura e della concentrazione salina di 3,5%, rendendo la placcatura protettiva fondamentale per l'estensione della vita utile.
Meccanismi primari di corrosione
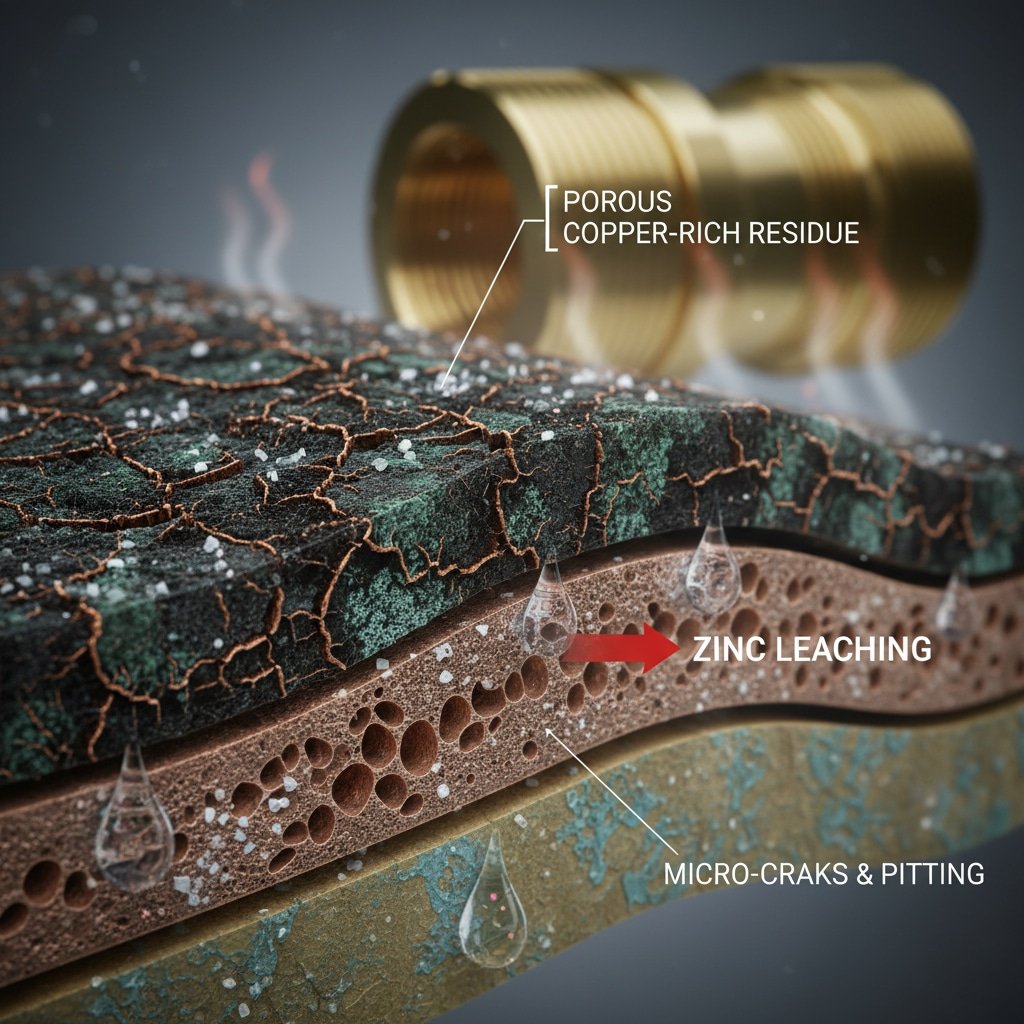
Processo di dezincatura:
- Lisciviazione selettiva dello zinco dalla lega di ottone
- Lascia un residuo poroso ricco di rame
- Riduce drasticamente la resistenza meccanica
- Crea percorsi per un'ulteriore corrosione
Corrosione galvanica:
- Si verifica quando l'ottone viene a contatto con metalli dissimili
- Accelerata in presenza di elettroliti
- L'ottone funge da anodo nella maggior parte delle coppie
- La velocità dipende dal rapporto di superficie e dalla conduttività
Ho lavorato con Henrik, un responsabile della manutenzione di una piattaforma petrolifera del Mare del Nord al largo delle coste norvegesi, dove i pressacavi in ottone non placcato si guastavano nel giro di 18 mesi a causa della forte esposizione marina. La combinazione di nebbia salina, cicli di temperatura e idrogeno solforato creava la tempesta perfetta per una corrosione accelerata.
Fattori ambientali
Esposizione al cloruro:
- L'acqua di mare contiene 19.000 ppm di cloruri
- Atmosfere industriali: 10-1000 ppm
- Accelera tutti i meccanismi di corrosione
- Penetra attraverso i difetti del rivestimento
Effetti della temperatura:
- Il tasso di corrosione raddoppia ogni 10°C di aumento
- I cicli termici creano concentrazioni di stress
- L'espansione/contrazione danneggia i rivestimenti
- Le alte temperature riducono l'adesione del rivestimento
Condizioni di pH:
- Gli ambienti acidi (pH < 7) accelerano l'attacco
- Le condizioni alcaline possono causare cricche da stress
- pH neutro con cloruri ancora problematici
- La capacità tampone influisce sulla velocità di corrosione
La piattaforma di Henrik richiedeva un approccio completo che combinasse lo spessore ottimale della placcatura con la sigillatura ambientale per ottenere prestazioni affidabili a lungo termine nel difficile ambiente offshore.
Analisi delle modalità di guasto
Ripartizione del rivestimento:
- La formazione di un foro permette la penetrazione dell'elettrolito
- La delaminazione del rivestimento espone il substrato
- Le celle galvaniche si formano nei siti difettosi
- La corrosione localizzata accelera i guasti
Degradazione meccanica:
- Perdita dell'innesto della filettatura a causa della corrosione
- Riduzione della compressione della guarnizione per perdita di materiale
- Le modifiche dimensionali influiscono sulla presa del cavo
- Integrità strutturale compromessa
Impatto sulle prestazioni:
- Degrado del grado IP dovuto a guasti alle guarnizioni
- Perdita di continuità elettrica nelle applicazioni EMC
- Riduzione della forza di ritenzione del cavo
- Possibilità di guasto completo dell'assemblaggio
In che modo lo spessore della placcatura influisce sulla protezione dalla corrosione?
Lo spessore della placcatura determina direttamente la protezione della barriera e la durata di vita dei pressacavi in ottone in ambienti corrosivi.
Lo spessore della placcatura fornisce una protezione barriera proporzionale alla profondità del rivestimento: ogni 5 micron di placcatura al nichel prolunga la durata di 2-3 anni in ambienti marini, mentre uno spessore insufficiente inferiore a 8 micron consente una rapida penetrazione e l'attacco del substrato entro 6-12 mesi dall'esposizione.
Relazione spessore-prestazioni
Meccanismo di protezione della barriera:
- La barriera fisica impedisce il contatto con l'elettrolito
- Lo spessore determina il tempo di penetrazione
- La densità dei difetti è inversamente correlata allo spessore
- Una copertura uniforme è fondamentale per l'efficacia
Correlazione della durata di vita:
| Spessore della placcatura | Vita utile interna | Durata del servizio marino | Durata di vita chimica |
|---|---|---|---|
| 5 micron | 3-5 anni | 1-2 anni | 6-12 mesi |
| 10 micron | 8-12 anni | 3-5 anni | 2-3 anni |
| 15 micron | 15-20 anni | 8-12 anni | 5-8 anni |
| 25 micron | 25+ anni | 15-20 anni | 10-15 anni |
Ottimizzazione economica:
- Il costo iniziale aumenta linearmente con lo spessore
- La durata di vita aumenta in modo esponenziale
- Lo spessore ottimale bilancia costi e prestazioni
- I costi di sostituzione spesso superano i premi di placcatura
Fattori di integrità del rivestimento
Ricordo di aver lavorato con Fatima, che gestisce un impianto petrolchimico a Jubail, in Arabia Saudita, dove l'esposizione all'idrogeno solforato ad alta temperatura stava causando un rapido cedimento del rivestimento dei pressacavi placcati standard.
Requisiti di adesione:
- Una corretta preparazione della superficie è essenziale
- La pulizia del substrato influisce sulla forza di adesione
- Gli strati intermedi migliorano l'adesione
- Compatibilità con l'espansione termica importante
Considerazioni sull'uniformità:
- La variazione di spessore influisce sulla protezione locale
- Le geometrie complesse richiedono un'attenzione particolare
- Distribuzione della densità di corrente nel bagno di placcatura
- La mascheratura e il fissaggio influenzano l'uniformità
Misure di controllo della qualità:
- Misura dello spessore nei punti critici
- Test di adesione secondo gli standard ASTM
- Metodi di valutazione della porosità
- Implementazione del controllo statistico di processo
L'impianto di Fatima ha richiesto una nichelatura da 20 micron con topcoat al cromo per ottenere prestazioni affidabili nel severo ambiente chimico in cui opera, estendendo la vita utile da 18 mesi a oltre 8 anni.
Quali sono i materiali di placcatura che offrono la migliore resistenza alla corrosione?
I diversi materiali di placcatura offrono diversi livelli di protezione dalla corrosione e di economicità per i pressacavi in ottone.
La nichelatura offre il miglior equilibrio tra resistenza alla corrosione e convenienza per i pressacavi in ottone, fornendo una protezione barriera superiore rispetto allo zinco (3 volte migliore) e al cromo (2 volte migliore), mentre la placcatura in metalli preziosi offre la massima protezione a un costo 10 volte superiore per le applicazioni critiche.
Confronto tra i materiali di placcatura
Nichelatura:
- Eccellente resistenza alla corrosione
- Buona adesione ai substrati di ottone
- Moderato aumento dei costi
- Ampio intervallo di temperatura
- Accettazione industriale standard
Cromatura:
- Durezza e resistenza all'usura superiori
- Buona resistenza chimica
- Costo più elevato del nichel
- Potenziali problemi ambientali
- Eccellente mantenimento dell'aspetto
Zincatura:
- Meccanismo di protezione sacrificale
- Opzione a basso costo
- Durata limitata in ambienti marini
- Ottimo per un'esposizione atmosferica lieve
- Facile lavorazione e riparazione
Sistemi di placcatura avanzati
Rivestimenti multistrato:
- Colpo di rame per l'adesione
- Strato barriera al nichel per la protezione
- Finitura cromata per una maggiore durata
- Distribuzione ottimizzata dello spessore
Opzioni di placcatura in lega:
- Nichel-fosforo per uno spessore uniforme
- Nichel-tungsteno per una maggiore durezza
- Zinco-nichel per una maggiore resistenza alla corrosione
- Leghe personalizzate per ambienti specifici
Caratteristiche delle prestazioni:
| Materiale di placcatura | Resistenza alla corrosione | Fattore di costo | Limite di temperatura | Applicazioni |
|---|---|---|---|---|
| Zinco | Fiera | 1.0x | 100°C | Ambienti interni e miti |
| Nichel | Eccellente | 1.5x | 200°C | Uso generale, marino |
| Cromo | Molto buono | 2.0x | 250°C | Chimica, elevata usura |
| Metalli preziosi | Superiore | 10x | 300°C | Critico, aerospaziale |
Bepto offre diverse opzioni di placcatura per soddisfare i requisiti ambientali specifici e i vincoli di budget, garantendo prestazioni ottimali e un buon rapporto costo-efficacia per la vostra applicazione.
Quali sono i requisiti ottimali di spessore della placcatura per i diversi ambienti?
Le condizioni ambientali impongono requisiti minimi di spessore del rivestimento per garantire prestazioni affidabili a lungo termine.
Le applicazioni per interni richiedono una nichelatura di 8-12 micron, gli ambienti marini di 15-20 micron e le esposizioni chimiche gravi di 20-25 micron, con una selezione dello spessore in base alla concentrazione di cloruro, alla temperatura e alla durata di vita richiesta per garantire una protezione economicamente vantaggiosa.
Requisiti specifici dell'ambiente
Ambienti interni/controllati:
- Temperatura: 15-35°C
- Umidità: 30-70% RH
- Esposizione al cloruro: <10 ppm
- Spessore consigliato: 8-12 micron
- Vita utile prevista: 15-25 anni
Applicazioni marine/costiere:
- Esposizione alla nebbia salina
- Cicli di temperatura: da -10 a +60°C
- Concentrazione di cloruro: 100-19.000 ppm
- Spessore consigliato: 15-20 micron
- Vita utile prevista: 10-15 anni
Trattamento chimico:
- Esposizione acida/alcalina
- Temperatura: fino a 120°C
- Varie concentrazioni chimiche
- Spessore consigliato: 20-25 micron
- Vita utile prevista: 8-12 anni
Metodologia di selezione
Fattori di valutazione del rischio:
- Gravità delle conseguenze del fallimento
- Accessibilità alla manutenzione
- Considerazioni sul costo di sostituzione
- Requisiti di sicurezza e normativi
Analisi economica:
- Premio sul costo iniziale della placcatura
- Estensione della vita utile prevista
- Costi di manutenzione e sostituzione
- Calcolo del costo totale di proprietà
Specifiche di qualità:
- Requisiti minimi di spessore
- Tolleranze di uniformità
- Requisiti del test di adesione
- Definizione dei criteri di accettazione
Ho lavorato con James, un project manager per un'installazione di un parco eolico al largo delle coste scozzesi, dove le condizioni marine estreme richiedevano un'accurata specifica di placcatura per garantire una durata di 20 anni dei pressacavi offshore.
Il progetto di James prevedeva una nichelatura a 18 micron con requisiti di controllo della qualità rigorosi, che hanno portato a zero guasti dovuti alla corrosione dopo cinque anni di funzionamento nel difficile ambiente dell'Atlantico settentrionale.
Come si può testare e verificare la qualità della placcatura?
Test approfonditi assicurano che lo spessore e la qualità della placcatura soddisfino i requisiti delle specifiche per una protezione affidabile dalla corrosione.
ASTM B5684 La misurazione dello spessore magnetico e il test di adesione ASTM B571 forniscono una verifica quantitativa della qualità della placcatura, mentre il test di nebbia salina per ASTM B1175 convalidare le prestazioni di resistenza alla corrosione per 96-1000 ore, a seconda dei requisiti di servizio.
Metodi di misurazione dello spessore
Test di induzione magnetica:
- Misura non distruttiva
- Adatto per nichel su ottone
- Precisione di ±1 micron ottenibile
- Capacità di collaudo rapido della produzione
Test a correnti parassite:
- Rivestimenti amagnetici su substrati conduttivi
- Ottimo per geometrie complesse
- La calibrazione è fondamentale per la precisione
- Disponibilità di strumenti portatili
Sezione trasversale microscopica:
- Distruttivo ma altamente preciso
- Rivela la struttura e l'uniformità del rivestimento
- Identifica la qualità dell'interfaccia
- Richiesto per la verifica delle specifiche
Protocolli di verifica della qualità
Test di adesione:
- Prova di piegatura secondo ASTM B571
- Valutazione dello shock termico
- Test a nastro per l'integrità del rivestimento
- Test di graffiatura per la forza di adesione
Test di corrosione:
- Nebbia salina secondo ASTM B117
- Test di corrosione ciclici
- Valutazione elettrochimica
- Protocolli di invecchiamento accelerato
Campionamento statistico:
- Verifica dei lotti di produzione
- Focus sulla dimensione critica
- Controllo statistico dei processi
- Requisiti di qualificazione dei fornitori
Controllo qualità della produzione
Verifica del materiale in arrivo:
- Analisi della composizione del substrato
- Convalida della preparazione della superficie
- Valutazione della pulizia
- Controllo della precisione dimensionale
Monitoraggio del processo:
- Controllo della composizione del bagno
- Ottimizzazione della densità di corrente
- Tracciamento della temperatura e dell'ora
- Frequenza di misurazione dello spessore
Ispezione finale:
- 100% verifica dello spessore nei punti critici
- Ispezione visiva per la ricerca di difetti
- Test di adesione a campione
- Documentazione e tracciabilità
Il nostro laboratorio di qualità di Bepto dispone di capacità di test complete per garantire che tutti i pressacavi placcati soddisfino o superino i requisiti delle specifiche, fornendo una verifica documentata delle prestazioni di protezione dalla corrosione.
Conclusione
Lo spessore della placcatura è il fattore critico che determina la resistenza alla corrosione e la durata dei pressacavi in ottone in ambienti difficili. Sebbene una placcatura più spessa aumenti il costo iniziale, il miglioramento esponenziale della durata di servizio la rende altamente conveniente per la maggior parte delle applicazioni. La nichelatura a 10-25 micron fornisce una protezione ottimale, con una selezione dello spessore basata sulla severità dell'ambiente e sulla durata di servizio richiesta. Le applicazioni in interni possono utilizzare 8-12 micron, gli ambienti marini richiedono 15-20 micron e l'esposizione chimica richiede 20-25 micron per prestazioni affidabili a lungo termine. Bepto combina una vasta gamma di test con l'esperienza pratica nell'applicazione per aiutarvi a selezionare le specifiche di placcatura ottimali per le vostre esigenze di pressacavi in ottone. Ricordate: investire oggi in uno spessore di placcatura adeguato evita domani costosi guasti da corrosione e tempi di inattività del sistema! 😉
Domande frequenti sulla placcatura e sulla corrosione dei pressacavi in ottone
D: Quale spessore di placcatura è necessario per i pressacavi marini?
A: Le applicazioni marine richiedono 15-20 micron di nichelatura per una protezione affidabile dalla corrosione. Questo spessore garantisce una durata di 10-15 anni in ambienti con nebbia salina, rispetto a 1-2 anni per i componenti in ottone non placcati.
D: Come posso sapere se i miei pressacavi in ottone hanno uno spessore di placcatura adeguato?
A: Utilizzare spessimetri magnetici per la misurazione non distruttiva della nichelatura sull'ottone. Le specifiche raccomandate sono di almeno 8 micron per uso interno, 15 micron per uso marino e 20 micron per ambienti chimici.
D: Una placcatura più spessa offre sempre una migliore protezione dalla corrosione?
A: Sì, fino a limiti pratici. Ogni 5 micron di nichelatura in più raddoppia la durata in ambienti corrosivi. Tuttavia, oltre i 25 micron, i costi aumentano più rapidamente dei benefici in termini di prestazioni per la maggior parte delle applicazioni.
D: Posso riparare la placcatura danneggiata sui pressacavi in ottone?
A: I danni minori possono essere riparati con composti galvanici a freddo o con una placcatura a pennello, ma per le applicazioni critiche si raccomanda la sostituzione completa. Le riparazioni localizzate possono creare celle di corrosione galvanica che accelerano i guasti.
D: Come posso verificare la qualità della placcatura dei fornitori?
A: Richiedere certificati che mostrino le misure di spessore secondo ASTM B568, i risultati dei test di adesione secondo ASTM B571 e i dati dei test in nebbia salina secondo ASTM B117. Verificare le misure in più punti sui componenti campione prima di approvare i lotti di produzione.
-
Comprendere il processo metallurgico di dezincatura, in cui lo zinco viene lisciviato selettivamente dalle leghe di ottone, lasciando una struttura di rame indebolita. ↩
-
Scoprite il meccanismo di rottura della cricca da corrosione da stress (SCC), che deriva dall'influenza combinata di una sollecitazione di trazione e di un ambiente corrosivo. ↩
-
Esplorate i principi elettrochimici della corrosione galvanica e rivedete la serie galvanica per vedere come i diversi metalli interagiscono in un elettrolita. ↩
-
Esaminare lo standard ufficiale ASTM B568 per la misurazione dello spessore del rivestimento mediante spettrometria a raggi X, un comune metodo di prova non distruttivo. ↩
-
Accedete ai dettagli dello standard ASTM B117, la prassi accettata dall'industria per il funzionamento degli apparecchi a nebbia salina per i test di corrosione. ↩
