

Bevezetés
A szabványos kábelfoglalatok 150 °C-on katasztrofálisan meghibásodnak, és megolvadt műanyag katasztrófákká válnak, amelyek egész gyártósorokat állíthatnak le, és milliós nagyságrendű állásidőt jelentenek. Az ipari alkalmazások azonban rendszeresen megkövetelik a 300°C-ot meghaladó hőmérsékletnek ellenálló kábelcsatlakozásokat - az acélművektől és üvegkemencéktől kezdve a petrolkémiai finomítókon át az energiatermelő létesítményekig. A rosszul megválasztott tömítés nem csupán a berendezések meghibásodását jelenti; biztonsági kockázatot, termelésleállást és vészhelyzeti javításokat jelent veszélyes környezetben.
A szélsőséges ipari alkalmazásokhoz használt magas hőmérsékletű kábeldugók speciális anyagokat, például PEEK-et, PTFE-t vagy kiváló minőségű rozsdamentes acélt, 200°C és 500°C+ közötti hőmérsékleti értékeket, megfelelő hőtágulás-szabályozást és lángálló tanúsítványokat igényelnek, hogy megbízható teljesítményt biztosítsanak a kemencékben, finomítókban, repülőgépiparban és más igényes környezetben, ahol a hagyományos tömítések órákon belül meghibásodnának.
A múlt hónapban Hassan, egy szaúd-arábiai petrolkémiai finomító üzemvezetője tehetetlenül nézte, ahogy 47 szabványos nejlon kábeldugó megolvadt egy olyan folyamat során, amely a környezeti hőmérsékletet 280 °C-ra emelte. Az ebből eredő kábelhibák vészleállást idéztek elő, ami $2,3 millió forint termelési veszteséget okozott, és veszélyes forró munkával történő javítási műveletet tett szükségessé. Ez az átfogó útmutató biztosítja a megfelelő magas hőmérsékletű tömszelence kiválasztását, mielőtt a katasztrófa bekövetkezik.
Tartalomjegyzék
- Milyen hőmérsékleti tartományok határozzák meg a magas hőmérsékletű kábeldobok alkalmazását?
- Mely anyagok bírják az extrém ipari hőt?
- Hogyan válasszuk ki a tömítéseket a speciális, magas hőmérsékletű alkalmazásokhoz?
- Mik a kritikus telepítési és karbantartási szempontok?
- Milyen tanúsítványok és szabványok vonatkoznak a magas hőmérsékletű tömítésekre?
- GYIK a magas hőmérsékletű kábeldugókról
Milyen hőmérsékleti tartományok határozzák meg a magas hőmérsékletű kábeldobok alkalmazását?
A hőmérsékleti osztályozások megértése nem csupán tudományos kérdés - ez a különbség a megbízható működés és a katasztrofális meghibásodás között a szélsőséges ipari környezetben.
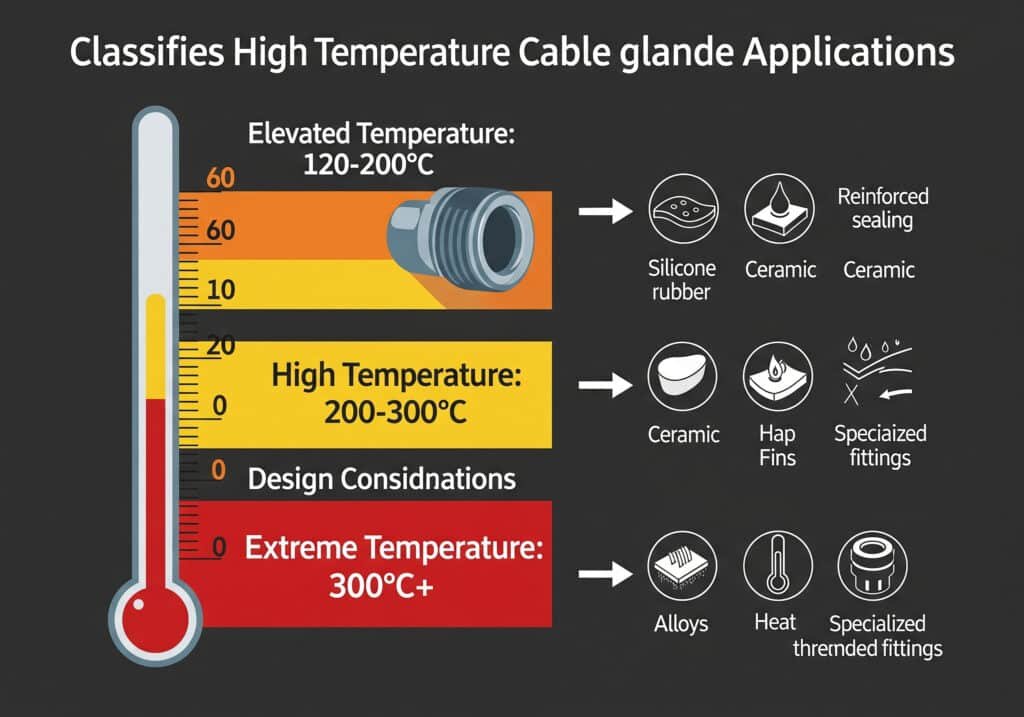
A magas hőmérsékletű kábelvezető alkalmazások a magas hőmérsékletű (120-200°C), a magas hőmérsékletű (200-300°C) és az extrém hőmérsékletű (300°C+) tartományokba sorolhatók, amelyek mindegyike speciális anyagválasztást, tervezési megfontolásokat és tanúsítási szabványokat igényel, amelyek inkább a folyamatos üzemi körülményeken alapulnak, mint a rövid hőmérséklet-csúcsokon.
Hőmérséklet osztályozási rendszer
Magas hőmérsékletű alkalmazások (120-200°C):
- Tipikus környezetek: Motorvezérlő központok, transzformátortermek, ipari kemencék
- Időtartam: Folyamatos működés évekig
- Anyagválaszték: Magas hőmérsékletű nejlon, sárgaréz EPDM tömítésekkel
- Gyakori hibák: A szabványos nejlon törékennyé válik, a PVC kábelek lebomlanak.
- Ipari példák: Élelmiszer-feldolgozás, gépjárműgyártás, HVAC rendszerek
Magas hőmérsékletű alkalmazások (200-300°C):
- Tipikus környezetek: Acélművek, üvegkemencék, vegyi reaktorok
- Időtartam: Folyamatos expozíció hőciklusokkal
- Anyagkövetelmények: Rozsdamentes acél, PEEK, PTFE tömítés
- Kritikus tényezők: Hőtágulás, oxidációs ellenállás
- Ipari példák: Elsődleges fémek, üveggyártás, vegyipari feldolgozás
Extrém hőmérsékleti alkalmazások (300°C+):
- Tipikus környezetek: Kemencék ellenőrzése, űrhajózási motorok, nukleáris létesítmények
- Időtartam: Alkalmazástól függően szakaszosan vagy folyamatosan
- Anyagkövetelmények: Speciális ötvözetek, kerámia alkatrészek
- Tervezési kihívások: Hősokk, anyagkompatibilitás
- Ipari példák: Repülőgépipar, atomenergia, speciális kohászat
Valós világbeli hőmérsékleti kihívások
A Hassan szaúdi finomítója több hőmérsékleti zónát üzemeltet, ami kihívást jelent a szabványos kábelvezeték-választások számára:
Finomítói hőmérséklet-térképezés:
- Irányítótermi környezet: 25-45°C (szabványos mirigyek elfogadhatóak)
- Folyamategységek területe: 80-150°C (magasabb hőmérsékletű tömlőre van szükség)
- Kemencéhez közeli zónák: 200-350°C (magas hőmérsékletű speciális mirigyek)
- Vészfáklyarendszerek: 400-600°C (extrém hőmérsékletű kerámiabélésű tömítések)
- Katalizátor-regeneráló egységek: 500-700°C (egyedi megoldások)
Hőmérsékleti ciklikusság hatása:
Az ipari környezet ritkán tart állandó hőmérsékletet. A napi és szezonális ciklikusság további stresszt okoz:
| Alkalmazás | Napi tartomány | Szezonális tartomány | Kerékpározás Gyakoriság |
|---|---|---|---|
| Acélgyári kemence | 300-500°C | 250-550°C | 3-5 ciklus/nap |
| Üveg izzítás | 400-600°C | 350-650°C | 2-3 ciklus/nap |
| Kémiai reaktor | 180-280°C | 150-300°C | 1-2 ciklus/nap |
| Erőmű turbina | 200-400°C | 180-420°C | 1 ciklus/nap |
Mérési és felügyeleti megfontolások
Pontos hőmérséklet-értékelés:
Sok telepítés azért nem sikerül, mert a mérnökök alábecsülik a tényleges üzemi hőmérsékletet:
- Környezeti vs. felszíni hőmérséklet: A kábeldugókon a környezeti hőmérsékletnél 50-100°C-kal magasabb hőmérsékletet tapasztalhatnak.
- Sugárzó hő1 hatások: A forró felületek közelsége jelentősen megnöveli a mirigy hőmérsékletét.
- Hőhidak: A fémvezetékek a forró zónákból a hőt a tömlőhelyekre vezethetik.
- Szigetelés hatékonysága: A rossz szigetelés lehetővé teszi a hővándorlást a "hűvösebb" területek felé.
A Beptónál hőmérséklet-ellenőrzési szolgáltatásokat nyújtunk kritikus létesítmények számára, hőkamerás képalkotás és adatrögzítés segítségével, hogy ellenőrizzük a tényleges működési feltételeket, mielőtt ajánlást adnánk a tömlőre vonatkozó előírásokra. Ez a megközelítés megakadályozta, hogy a Hassan finomító megismételje költséges hibáját.
Mely anyagok bírják az extrém ipari hőt?
Az anyagválasztás határozza meg, hogy a kábelvezetékek megvédik-e a létesítményt, vagy szélsőséges hőmérsékleti körülmények között a leggyengébb láncszemekké válnak.
A magas hőmérsékletű kábelvezető anyagok közé tartoznak a műszaki műanyagok (PEEK, PPS, PTFE) 200-300°C-os alkalmazásokhoz, a rozsdamentes acélötvözetek (316L, Inconel, Hastelloy) 300-500°C-os használatra, valamint a speciális kerámiák vagy tűzálló fémek 500°C feletti extrém alkalmazásokhoz, mindegyiknek megvannak a sajátos előnyei és korlátai.
Mérnöki műanyag megoldások
- Hőmérséklet-tartomány: Folyamatos üzem 250°C-ig, szakaszos üzem 300°C-ig
- Előnyök: Kiváló kémiai ellenállás, méretstabilitás, könnyű súly
- Korlátozások: Magasabb költség, mint a standard anyagok, korlátozott színválaszték
- Alkalmazások: Vegyipari feldolgozás, repülőgépipar, orvosi eszközök gyártása
PPS (polifenilén-szulfid):
- Hőmérséklet-tartomány: Folyamatos üzem 220°C-ig, rövid ideig 260°C-ig
- Előnyök: Jó kémiai ellenállás, lángmentesítő, költséghatékony
- Korlátozások: Alacsony hőmérsékleten törékeny, korlátozott ütésállóság
- Alkalmazások: Autóelektronika, ipari vezérlés, szivattyúházak
PTFE (politetrafluoretilén):
- Hőmérséklet-tartomány: Folyamatos üzem 260°C-ig, szakaszos üzem 300°C-ig
- Előnyök: Kiváló kémiai inertitás, tapadásmentes tulajdonságok
- Korlátozások: Puha anyag, gondos beépítést igényel, drága
- Alkalmazások: Vegyipari feldolgozás, élelmiszeripar, gyógyszergyártás
Fémes anyag opciók
316L rozsdamentes acél:
- Hőmérséklet-tartomány: Folyamatos üzem 400°C-ig nem oxidáló környezetben
- Előnyök: Kiváló korrózióállóság, jó szilárdság, könnyen elérhető
- Korlátozások: Munkakeményedés, potenciális kloridos feszültségkorrózió
- Alkalmazások: Élelmiszer-feldolgozás, tengeri környezet, általános vegyipari szolgáltatás
- Hőmérséklet-tartomány: Folyamatos üzem 650°C-ig, szakaszos üzem 800°C-ig
- Előnyök: Kiváló magas hőmérsékletű szilárdság, oxidációs ellenállás
- Korlátozások: Drága, nehezen megmunkálható, korlátozottan hozzáférhető
- Alkalmazások: Repülőgép-hajtóművek, nukleáris reaktorok, fejlett vegyipari feldolgozás
Hastelloy C-276:
- Hőmérséklet-tartomány: Folyamatos üzem 675°C-ig, speciális környezetben
- Előnyök: Kiváló korrózióállóság, hőstabilitás
- Korlátozások: Nagyon drága, speciális hegesztési követelmények
- Alkalmazások: Vegyipari feldolgozás, szennyezéscsökkentés, nukleáris hulladékfeldolgozás
Anyagi teljesítmény összehasonlítása
Marcus, egy németországi acélmű főmérnöke többszörös tömlőhiba után ismerte meg a megfelelő anyagválasztás fontosságát:
Acélgyári alkalmazáselemzés:
- Kezdeti kiválasztás: Standard sárgaréz tömítések EPDM tömítésekkel
- Működési feltételek: 280°C folyamatosan, 350°C csúcsértékek, vízkővel terhelt légkör
- Hibamód: Sárgaréz oxidáció, tömítés romlása, kábelmelléklet károsodása
- Megoldás: 316L rozsdamentes acél PTFE tömítésekkel és hőpajzsokkal
Teljesítményeredmények a frissítés után:
| Paraméter | Sárgaréz/EPDM | 316L/PTFE | Fejlesztés |
|---|---|---|---|
| Élettartam | 3-6 hónap | 24+ hónap | 400-800% |
| Kudarcok aránya | 15% évente | <2% évente | 87% csökkentés |
| Karbantartási költségek | 12 000 euró/év | 2,800 €/év | 77% megtakarítás |
| Leállási idő órák | 48 óra/év | 6 óra/év | 87% csökkentés |
Tömítési rendszerrel kapcsolatos megfontolások
Magas hőmérsékletű tömítőanyagok:
Viton (FKM) Fluorelasztomer:
- Hőmérséklet-tartomány: -20°C és +200°C között folyamatosan
- Kémiai kompatibilitás: Kiváló a legtöbb ipari vegyi anyaggal
- Alkalmazások: Általános ipari, autóipari, repülőgépipar
EPDM (etilén-propilén-dién-monomer):
- Hőmérséklet-tartomány: -40°C és +150°C között folyamatosan
- Előnyök: Jó ózonállóság, gőzzel való üzemképesség
- Korlátozások: Gyenge kőolajtermék-ellenállás
Szilikon gumi:
- Hőmérséklet-tartomány: -60°C-tól +200°C-ig folyamatos, rövid ideig 250°C-ig tartó expozíció
- Előnyök: Kitűnő rugalmasság megtartása, FDA által jóváhagyott minőségek kaphatók
- Korlátozások: Gyenge szakítószilárdság, korlátozott kémiai kompatibilitás
PTFE tömítések:
- Hőmérséklet-tartomány: -200°C és +260°C között folyamatosan
- Előnyök: Univerzális kémiai kompatibilitás, nem szennyező
- Korlátozások: Hideg áramlás4 terhelés alatt, megfelelő csavarnyomatékot igényel
A Beptónál kiterjedt anyagkompatibilitási adatbázisokat vezetünk, és egyedi anyagkombinációkat tudunk biztosítani az egyes alkalmazásokhoz. Mérnöki csapatunk közvetlenül a Marcushoz hasonló ügyfelekkel dolgozik együtt, hogy optimalizálják az anyagválasztást a tényleges működési feltételek, nem pedig az elméleti specifikációk alapján. 😉
Hogyan válasszuk ki a tömítéseket a speciális, magas hőmérsékletű alkalmazásokhoz?
A magas hőmérsékletű kábeldugók kiválasztása megköveteli az anyagtulajdonságok, a termikus jellemzők és a környezeti feltételek összehangolását a szélsőséges ipari környezetben való hosszú távú megbízhatóság biztosítása érdekében.
A magas hőmérsékletű kábelvezetékek kiválasztása magában foglalja a folyamatos üzemi hőmérséklet, a hőciklusok, a kémiai expozíció, a mechanikai igénybevétel és a tanúsítási követelmények elemzését, hogy a megfelelő anyagokat, tömítési rendszereket és tervezési jellemzőket az adott ipari alkalmazásokhoz illesszék, figyelembe véve a költséghatékonyságot és a karbantartási követelményeket.

Alkalmazásspecifikus kiválasztási kritériumok
Acél- és fémipar:
Hassan petrolkémiai alkalmazások terén szerzett tapasztalata jól átültethető az acélipar követelményeire:
- Elsődleges aggodalmak: Kőzetkőképződés, termikus sokk, mechanikus rezgés
- Hőmérsékleti profilok: 200-400°C folyamatos, 500°C+ tüskékkel
- Környezeti tényezők: Gőz, vízkő részecskék, redukáló atmoszféra
- Ajánlott anyagok: 316L rozsdamentes acél kerámiaszálas szigeteléssel
- Különlegességek: Meghosszabbított menetek vastag tűzálló falakhoz
Üveggyártás:
- Elsődleges aggodalmak: Lúgggőz-expozíció, hőciklikáció, sugárzó hő
- Hőmérsékleti profilok: 300-600°C folyamatos működés
- Környezeti tényezők: Nátrium/káliumgőzök, hőhatás
- Ajánlott anyagok: Inconel 625 PTFE tömítésekkel
- Különlegességek: Hőpajzsok és hővédő gátak
Kémiai feldolgozás:
- Elsődleges aggodalmak: Kémiai kompatibilitás, nyomásciklusok, biztonság
- Hőmérsékleti profilok: 150-350°C a folyamattól függően
- Környezeti tényezők: Maró hatású vegyi anyagok, nyomásváltozások
- Ajánlott anyagok: Hastelloy vagy 316L Viton tömítésekkel
- Különlegességek: Robbanásbiztos tanúsítványok, lefolyási rendelkezések
Hőkezelési stratégiák
Hőpajzs kialakítása:
A hatékony hőszigetelés 100-200°C-kal csökkentheti a tömlő üzemi hőmérsékletét:
Pajzsok típusai és hatékonysága:
| Pajzs típusa | Hőmérséklet csökkentése | Telepítés bonyolultsága | Költségtényező |
|---|---|---|---|
| Fényvisszaverő fólia | 50-80°C | Egyszerű | 1.2x |
| Kerámia szál | 100-150°C | Mérsékelt | 1.8x |
| Tűzálló tégla | 150-250°C | Komplex | 3.5x |
| Aktív hűtés | 200-400°C | Nagyon összetett | 8-12x |
Hőtágulás kezelése:
Marcus acélművének telepítése során gondosan ügyelni kellett a hőtágulásra:
- A mirigytest tágulása: 316L 300°C-on ~18mm/métert tágul ~18mm/méter
- Panelbővítés: Az acéllemezek más sebességgel tágulnak, mint a tömítések
- Kábelbővítés: Az XLPE kábelek a hőmérséklet függvényében jelentősen tágulnak
- Megoldás: Rugalmas csőcsatlakozások és tágulási hézagok
Környezeti összeegyeztethetőségi értékelés
Kémiai expozíció elemzése:
A különböző iparágak egyedi kémiai kihívásokat jelentenek:
Petrolkémiai környezetek (Hassan alkalmazása):
- Szénhidrogének: Fluoroelasztomer tömítésekre van szükség, kerülje a szabványos gumitömítéseket.
- H2S expozíció: Szulfidálló ötvözeteket igényel, mint például 316L vagy Inconel
- Maró tisztítás: Az időszakos NaOH-expozíció lúgálló anyagokat igényel
- Gőzszolgáltatás: A magas hőmérsékletű gőz különleges tömítőanyagokat igényel
Energiatermelési alkalmazások:
- Széntüzelésű erőművek: Léghamu kopás, SO2 expozíció, hőciklusok
- Földgázüzemek: Magas hőmérséklet, ciklikus nyomás, nedvesség
- Nukleáris létesítmények: Sugárterhelés, szigorú anyagkövetés
- Megújuló energia: UV-expozíció, ciklikus hőmérséklet, rezgés
Költség-haszonelemzési keretrendszer
Teljes tulajdonlási költség számítás:
A magas hőmérsékletű tömítések 3-10-szer annyiba kerülnek, mint a standard tömítések, de a teljes költségelemzés gyakran a prémium anyagok mellett szól:
Költségkomponensek:
- Kezdeti tömlőköltség: $50-500 tömlőnként anyagtól/mérettől függően
- Telepítési munka: $100-300 tömlőnként speciális beépítéshez
- Karbantartási gyakoriság: A szabványos mirigyek éves cserét igényelhetnek
- Leállási költségek: $10,000-100,000 óránként nagyobb ipari folyamatokhoz
- Biztonsági incidensek: Potenciális milliós nagyságrendű felelősségi és szabályozási költségek
Marcus acélművének ROI-elemzése:
- Prémium mirigy költsége: 180 € vs. 25 € standard (7,2-szeres szorzóval)
- Az élettartam javítása: 24 hónap vs. 4 hónap (6x javulás)
- Karbantartási munkamegtakarítás: évi 8 000 euró
- Az állásidő csökkentése: évi 42 óra 15 000 €/óra = 630 000 €
- Teljes éves megtakarítás: 638 000 € 4 500 € további mirigybefektetésért
- ROI: 14,200% a befektetés megtérülése
A Beptónál átfogó alkalmazáselemzést és teljes költségmodellezést nyújtunk, hogy segítsük az ügyfeleket a megalapozott döntések meghozatalában. Műszaki csapatunk ellátogathat az Ön létesítményébe, hogy felmérje a tényleges működési feltételeket, és olyan optimalizált megoldásokat ajánljon, amelyek egyensúlyt teremtenek a teljesítmény és a költséghatékonyság között.
Mik a kritikus telepítési és karbantartási szempontok?
A magas hőmérsékletű kábeldugók megfelelő telepítése és karbantartása speciális technikákat, szerszámokat és eljárásokat igényel, amelyek jelentősen eltérnek a szokásos tömszelence-gyakorlatoktól.
A magas hőmérsékletű kábelvezetékek telepítése előmelegítési megfontolásokat, hőtágulási engedményeket, speciális nyomatéki előírásokat, hőálló kábelek kiválasztását, megfelelő szigetelési technikákat és ütemezett karbantartási protokollokat igényel, hogy megelőzze a korai meghibásodást és biztosítsa a hosszú távú megbízhatóságot szélsőséges környezetben.
Telepítés előtti előkészítés
Hőmérséklet feltérképezése és értékelése:
A magas hőmérsékletű tömítések beépítése előtt végezzen alapos hőmérsékletfelmérést:
- Hőkamerás felmérések: A tényleges és a feltételezett hőmérsékletek azonosítása
- Adatnaplózás: A hőmérséklet-változások nyomon követése teljes működési ciklusok alatt
- Hőforrás-elemzés: Elsődleges és másodlagos hőforrások azonosítása
- Légáramlási minták: Értse meg, hogyan befolyásolja a szellőzés a helyi hőmérsékletet
Kábelválasztás Kompatibilitás:
A magas hőmérsékletű tömítések csak annyira jók, mint az általuk lezárt kábelek:
Kábel hőmérsékleti besorolások:
| Kábeltípus | Folyamatos értékelés | Csúcsérték | Tipikus alkalmazások |
|---|---|---|---|
| XLPE | 90°C | 130°C | Szabványos ipari |
| EPR | 105°C | 140°C | Motorcsatlakozások |
| Szilikon gumi | 180°C | 200°C | Magas hőmérsékletű ipari |
| PTFE | 260°C | 300°C | Extrém alkalmazások |
| Ásványi szigetelés | 250°C+ | 1000°C+ | Tűzvédelmi áramkörök |
Telepítési eljárások
Hőtágulási számítások:
Marcus acélgyári csapata megtanulta kiszámítani és figyelembe venni a hőtágulást:
Bővítési formula: ΔL = α × L₀ × ΔT
- α: Hőtágulási együttható (anyagspecifikus)
- L₀: Eredeti hossz referenciahőmérsékleten
- ΔT: Hőmérsékletváltozás a referenciához képest
Gyakorlati példa:
- 316L rozsdamentes acél tömítés: α = 18 × 10-⁶ /°C
- A mirigy hossza: 60mm
- Hőmérséklet emelkedés: 250°C (20°C és 270°C között)
- Bővítés: 18 × 10-⁶ × 60 × 250 = 0,27 mm
Telepítési nyomatéki előírások:
A magas hőmérsékletű alkalmazások módosított nyomatékértékeket igényelnek:
| Csatorna mérete | Szabványos nyomaték | Magas hőmérsékletű nyomaték | Indoklás |
|---|---|---|---|
| M20 | 15-20 Nm | 12-15 Nm | Hőtágulás |
| M25 | 25-30 Nm | 20-25 Nm | Anyag lágyulása |
| M32 | 35-40 Nm | 28-35 Nm | Tömítés tömítés |
| M40 | 45-50 Nm | 38-45 Nm | Stresszoldás |
Karbantartási protokollok
Menetrend szerinti ellenőrzési követelmények:
A magas hőmérsékletű tömítések gyakrabban igényelnek ellenőrzést, mint a normál alkalmazások:
Ellenőrzési ütemterv:
- Kezdődik: 30 nappal a telepítés után
- Rendszeres: 90 naponként az első évben
- Folyamatban: Az első év után 180 naponként
- Vészhelyzet: Bármilyen hőmérséklet-emelkedés után >110% a tervezési hőmérséklethez képest
Ellenőrzési ellenőrzőlista:
- Szemrevételezéses vizsgálat repedések, elszíneződések vagy deformáció szempontjából
- Nyomatékellenőrzés a hozzáférhető csatlakozásokon
- A lezárt kábelek szigetelési ellenállásának vizsgálata
- Hőkamerás képalkotás a forró pontok azonosítására
- Bármilyen változás vagy rendellenesség dokumentálása
Előrejelző karbantartási mutatók:
Hassan finomítója ma már több kulcsfontosságú mutatót is figyelemmel kísér:
- A felszíni hőmérséklet alakulása: A fokozatos növekedés a tömítés károsodását jelzi
- Szigetelési ellenállás csökkenése: Korai figyelmeztetés a nedvesség behatolására
- Vibrációs változások: Laza csatlakozásokra vagy szerelési problémákra utalhat
- A vizuális megjelenés megváltozik: Elszíneződés, repedés vagy felületi oxidáció
Gyakori problémák elhárítása
A tömítés idő előtti meghibásodása:
- Tünetek: Nedvesség behatolása, csökkent szigetelési ellenállás
- Okok: Helytelen anyagválasztás, túlhúzás, hőciklikus ciklizálás
- Megoldások: A tömítés anyagának frissítése, a nyomaték beállítása, hőgátak hozzáadása
A mirigytest repedése:
- Tünetek: Látható repedések, különösen a szálak körül
- Okok: Hősokk, anyagösszeférhetetlenség, túlterhelés
- Megoldások: Anyagfrissítés, feszültségmentesítés, termikus gradiensek
Kábelköpeny degradáció:
- Tünetek: Törékeny vagy puha kábelköpeny a tömlőcsatlakozásnál
- Okok: Hőmérsékleti besorolás túllépése, kémiai összeférhetetlenség
- Megoldások: Kábelfrissítés, hőszigetelés, kémiai gátlóréteg
Szálbegyűrődés:
- Tünetek: Nehézségek a mirigyek eltávolításában vagy beszerelésében
- Okok: Különböző fémek, magas hőmérséklet, nem megfelelő kenés
- Megoldások: Tömítésgátló vegyületek, anyagkompatibilitás, megfelelő nyomaték
A Beptónál átfogó telepítési képzést és karbantartási támogatást nyújtunk a magas hőmérsékletű alkalmazásokhoz. Helyszíni szervizcsapatunk segítséget nyújt a kezdeti telepítéseknél, és folyamatos műszaki támogatást nyújt, hogy biztosítsa az optimális teljesítményt a mirigy teljes élettartama alatt.
Milyen tanúsítványok és szabványok vonatkoznak a magas hőmérsékletű tömítésekre?
A magas hőmérsékletű kábelvezetékekre vonatkozó tanúsítási követelmények megértése biztosítja a különböző iparágakban és földrajzi régiókban a biztonsági előírásoknak és teljesítményszabványoknak való megfelelést.
A magas hőmérsékletű kábelvezető tömítések tanúsításai közé tartozik az UL elismerés az észak-amerikai piacokra, az ATEX/IECEx a robbanásveszélyes légkörökre, a tengeri tanúsítások a tengeri alkalmazásokhoz, a nukleáris minősítések az erőművekhez, valamint az olyan iparágspecifikus szabványok, mint a NEMA, az IP-besorolás és a tűzvédelmi követelmények, amelyek a szélsőséges körülmények közötti teljesítményt igazolják.

Elsődleges tanúsító testületek és szabványok
UL (Underwriters Laboratories) - Észak-Amerika:
- UL 514B5: Vezetékek, csövek és kábelszerelvények
- Hőmérsékleti értékek: Különleges hőmérsékleti osztályozások (T1-T6)
- Vizsgálati követelmények: Hőciklikus ciklikusság, öregedési vizsgálatok, gyúlékonyság
- Piacra jutás: A legtöbb észak-amerikai ipari alkalmazáshoz szükséges
ATEX (Európai Unió) és IECEx (nemzetközi):
- Robbanásveszélyes légkör elleni védelem: Lényeges a petrolkémiai alkalmazásokhoz, mint például a Hassan finomítóhoz.
- Hőmérsékleti besorolások: T1 (450°C) - T6 (85°C felületi hőmérséklet)
- Építési követelmények: Lángálló, fokozott biztonság, belső biztonság
- Dokumentáció: Részletes műszaki dokumentáció és minőségbiztosítási eljárások
Tengeri bizonyítványok:
- DNV GL: Det Norske Veritas - Germanischer Lloyd
- ABS: Amerikai Hajózási Iroda
- Lloyd's Register: Nemzetközi tengeri osztályozás
- Követelmények: Sóspray-ellenállás, rezgés, hőmérsékletciklusok
Iparág-specifikus követelmények
Atomenergia-alkalmazások:
Marcus tapasztalatai a hagyományos erőművekkel kapcsolatban jelentősen eltérnek az atomerőművek követelményeitől:
Nukleáris minősítési szabványok:
- IEEE 323: Nukleáris létesítmények minősített elektromos berendezései
- IEEE 383: Tűzálló kábelek és kábelrendszerek
- 10 CFR 50.49: Környezeti minősítési követelmények
- Vizsgálati követelmények: Sugárterhelés, LOCA (hűtőközeg elvesztése baleset) szimulációja
Légiközlekedési alkalmazások:
- AS9100: Minőségirányítás a repülőgépiparban
- RTCA DO-160: Környezeti feltételek és vizsgálati eljárások
- FAA/EASA jóváhagyások: A kereskedelmi repüléshez szükséges
- Az anyagok nyomon követhetősége: Teljes ellátási lánc dokumentáció
Petrolkémiai ipari szabványok:
Hassan finomítójának több, egymást átfedő szabványnak kell megfelelnie:
- API RP 500: Az elektromos berendezések helyének osztályozása
- NFPA 70: Nemzeti elektromos szabályzat (USA)
- IEC 60079: Robbanásveszélyes légkörök szabványsorozat
- Helyi előírások: Szaúdi SASO, európai ATEX stb.
Teljesítményvizsgálati követelmények
Termikus vizsgálati protokollok:
A magas hőmérsékletű tömszelencéket szigorú teszteknek vetik alá a teljesítményre vonatkozó állítások ellenőrzése érdekében:
Szabványos tesztsorozatok:
- Első ellenőrzés: Méretellenőrzés, anyagvizsgálat
- Termikus öregedés: Hosszabb expozíció névleges hőmérsékleten
- Termikus ciklikusság: Ismételt fűtési/hűtési ciklusok
- Mechanikai vizsgálat: Szakítószilárdság, ütésállóság
- Környezeti expozíció: Kémiai ellenállás, UV-expozíció
- Végső ellenőrzés: Méretstabilitás, tömítettség
Tipikus vizsgálati paraméterek:
| Teszt típusa | Időtartam | Hőmérséklet | Ciklusok | Átmenési kritériumok |
|---|---|---|---|---|
| Termikus öregedés | 1000 óra | Névleges hőmérséklet | Folyamatos | <10% tulajdonság módosítása |
| Termikus ciklikusság | 500 ciklus | -40°C és névleges | 500 | Nincs repedés/szivárgás |
| Kémiai expozíció | 168 óra | 23°C | N/A | <5% súlyváltozás |
| UV-expozíció | 1000 óra | 60°C | N/A | Nincs felületi degradáció |
Tanúsítási folyamat és ütemezés
Tipikus tanúsítási ütemterv:
- Előzetes benyújtás: 2-4 hét a dokumentáció elkészítéséhez
- Kezdeti felülvizsgálat: 4-6 hét a műszaki dokumentáció értékelésére
- Tesztelési szakasz: 12-16 hét a teljes tesztprogramhoz
- Jelentés generálása: 4-6 hét a végleges tanúsítási dokumentumokig
- Teljes időintervallum: 6-8 hónap a teljes tanúsításig
Költségek:
A tanúsítás költségei jelentősen eltérnek a terjedelem és az összetettség függvényében:
- Alapvető UL-listázás: $15,000-30,000 termékcsaládonként
- ATEX tanúsítás: $25,000-50,000 termékcsaládonként
- Nukleáris minősítés: $100,000-500,000 termékcsaládonként
- Többszörös tanúsítványok: A méretgazdaságosság csökkenti a tanúsításonkénti költségeket
A tanúsítási megfelelés fenntartása
Folyamatos követelmények:
A tanúsítás nem egyszeri esemény - folyamatos megfelelést igényel:
Minőségügyi rendszer karbantartása:
- Éves ellenőrzések: A tanúsító szervezet létesítményeinek ellenőrzése
- Változásellenőrzés: Bármely tervezési változtatás újraértékelést igényel
- Termelésfelügyelet: A gyártás folyamatos felügyelete
- Dokumentáció frissítések: Aktuális műszaki akták karbantartása
Helyszíni telepítés megfelelősége:
- Telepítői képzés: Megfelelő telepítési technikák a tanúsított teljesítmény érdekében
- Telepítési dokumentáció: A kritikus alkalmazások nyomon követhetőségének fenntartása
- Időszakos ellenőrzés: A folyamatos megfelelőség ellenőrzése a szolgáltatás során
- Események jelentése: Minden hiba vagy probléma dokumentálása
A Bepto többféle tanúsítással rendelkezik a magas hőmérsékletű termékcsaládjainkban, és végigvezetjük ügyfeleinket az adott alkalmazásukhoz szükséges tanúsítási követelményeken. Minőségügyi csapatunk biztosítja a folyamatos megfelelést, és képes biztosítani a kritikus iparágakban a hatósági jóváhagyáshoz szükséges dokumentációt 😉.
Következtetés
A megfelelő magas hőmérsékletű kábelbevezetések kiválasztása nem csak a hőállóságról szól - a megbízható működés, a biztonsági előírások betartása és a költséghatékony teljesítmény biztosítása a világ legigényesebb ipari környezetében. A Hassan petrolkémiai finomítójától a Marcus acélgyáráig a tanulságok egyértelműek: fektessen be megfelelő anyagokba, ismerje meg a tényleges működési körülményeket, és kezdettől fogva tervezze meg a hőkezelést. A magas hőmérsékletű tömítések prémium költségei sokszorosan megtérülnek a csökkentett állásidő, a nagyobb biztonság és a hosszabb élettartam révén. Ne feledje, hogy a szélsőséges hőmérsékleti alkalmazásokban nincs olyan, hogy "elég jó" - csak olyan megoldások léteznek, amelyek évekig megbízhatóan működnek, vagy olyan drága meghibásodások, amelyek leállítják a működést.
GYIK a magas hőmérsékletű kábeldugókról
K: Mi a különbség a kábelvezetékek folyamatos és időszakos hőmérséklet-besorolása között?
A: A folyamatos minősítések a 24 órás üzemképességet jelzik, míg az időszakos minősítések rövid ideig tartó hőmérséklet-ingadozást tesznek lehetővé. Egy 250°C-os folyamatos hőmérsékletre méretezett tömítés rövid ideig 300°C-ot is kibír, de a magasabb hőmérsékleten való tartós kitettség idő előtti meghibásodást okoz.
K: Használhatok szabványos kábeleket magas hőmérsékletű kábeldugókkal?
A: Nem, a kábel hőmérsékleti besorolásának meg kell felelnie vagy meg kell haladnia a tömítés üzemi környezetét. A 70 °C-ra méretezett szabványos PVC-kábelek 200 °C-on gyorsan tönkremennek, függetlenül a tömítés anyagától. A kábel és a tömítés hőmérsékleti képességei mindig egyezzenek meg.
K: Hogyan kell kiszámítani a hőtágulást a magas hőmérsékletű tömszelence-berendezéseknél?
A: Használja a ΔL = α × L₀ × ΔT képletet, ahol α az anyag hőtágulási együtthatója, L₀ az eredeti hossz, ΔT pedig a hőmérsékletváltozás. A 316L rozsdamentes acél esetében α = 18 × 10-⁶ °C-onként.
Kérdés: Milyen tanúsítványok szükségesek a robbanásveszélyes légkörben használt magas hőmérsékletű tömítésekhez?
A: ATEX (Európa) vagy IECEx (nemzetközi) tanúsítványok kötelezőek a robbanásveszélyes légkörű alkalmazásokhoz. Ezek tartalmazzák a hőmérsékleti besorolást (T1-T6) és a védelmi módot (tűzbiztos, fokozott biztonságú stb.) az Ön konkrét veszélyes területre vonatkozó követelményei alapján.
K: Milyen gyakran kell ellenőrizni és karbantartani a magas hőmérsékletű kábeldugókat?
A: Kezdetben 30 naponként, majd az első évben 90 naponként, ezt követően pedig 180 naponként ellenőrizze. Tartalmazzon vizuális ellenőrzést, nyomatékellenőrzést, szigetelési ellenállás vizsgálatot és hőkamerás képalkotást a lehetséges problémák azonosítása érdekében, mielőtt a meghibásodás bekövetkezik.
-
Ismerje meg a hőátadás fizikáját, beleértve a vezetést, a konvekciót és a sugárzó hő alapelveit. ↩
-
Tekintse át a PEEK (poliéter-éter-keton) tulajdonságairól szóló műszaki adatlapot, beleértve a hő- és vegyszerállóságát. ↩
-
Fedezze fel az Inconel 625, egy nikkelalapú szuperötvözet anyagtulajdonságait, amelyet szélsőséges hőmérsékleten és korróziós környezetben használnak. ↩
-
Értse a hidegfolyás (kúszás) anyagtudományi fogalmát és azt, hogy ez hogyan befolyásolja a műanyag tömítések hosszú távú teljesítményét. ↩
-
Lásd az UL 514B biztonsági szabvány alkalmazási körét és követelményeit a vezetékek, csövek és kábelszerelvények esetében. ↩
