

Bevezetés
A sárgaréz kábeldugók korrodáló környezetben idő előtt meghibásodnak, amikor a nem megfelelő vastagságú bevonat lehetővé teszi a nedvesség és a vegyi anyagok behatolását a védőbevonatokba, ami a következőkhöz vezet Cinkmentesítés1, feszültségkorróziós repedés2, és katasztrofális tömítéshibák, amelyek a telepítést követő hónapokon belül egész elektromos rendszereket veszélyeztethetnek.
A 10-25 mikron vastagságú nikkelbevonat optimális korrózióvédelmet biztosít a sárgaréz kábelbevezetések számára: 10 mikron beltéri alkalmazásokhoz, 15 mikron a normál tengeri környezethez, 25 mikron pedig súlyos vegyi expozícióhoz, 5-10-szer hosszabb élettartamot biztosítva a bevonat nélküli sárgaréz alkatrészekhez képest.
Miután egy évtizeden át vizsgáltam a sárgaréz kábeltömlők idő előtti meghibásodását a tengeri olajfúró platformoktól a vegyipari feldolgozóüzemekig, megtanultam, hogy a bevonatvastagság nem csak a felület védelméről szól, hanem a hosszú távú megbízhatóság biztosításáról az egyre korrozívabb működési környezetben, ahol a meghibásodás nem opció.
Tartalomjegyzék
- Mi okozza a korróziót a sárgaréz kábeldugókban?
- Hogyan befolyásolja a bevonatvastagság a korrózióvédelmet?
- Melyik bevonatanyag kínálja a legjobb korrózióállóságot?
- Melyek az optimális bevonatvastagsági követelmények a különböző környezetekben?
- Hogyan lehet tesztelni és ellenőrizni a bevonat minőségét?
- GYIK a sárgaréz kábelfülke bevonatolásáról és a korrózióról
Mi okozza a korróziót a sárgaréz kábeldugókban?
A korróziós mechanizmusok megértése alapvető fontosságú a megfelelő bevonati specifikációk és vastagsági követelmények kiválasztásához.
A sárgaréz kábeldugókat a meszesedés veszélye sújtja, galvánkorrózió3, és a feszültség okozta korróziós repedés, amikor nedvességnek, kloridoknak és savas környezetnek van kitéve, a korrózió mértéke 40°C hőmérséklet és 3,5% sókoncentráció felett exponenciálisan gyorsul, ami a védőbevonatot kritikussá teszi az élettartam meghosszabbítása szempontjából.
Elsődleges korróziós mechanizmusok
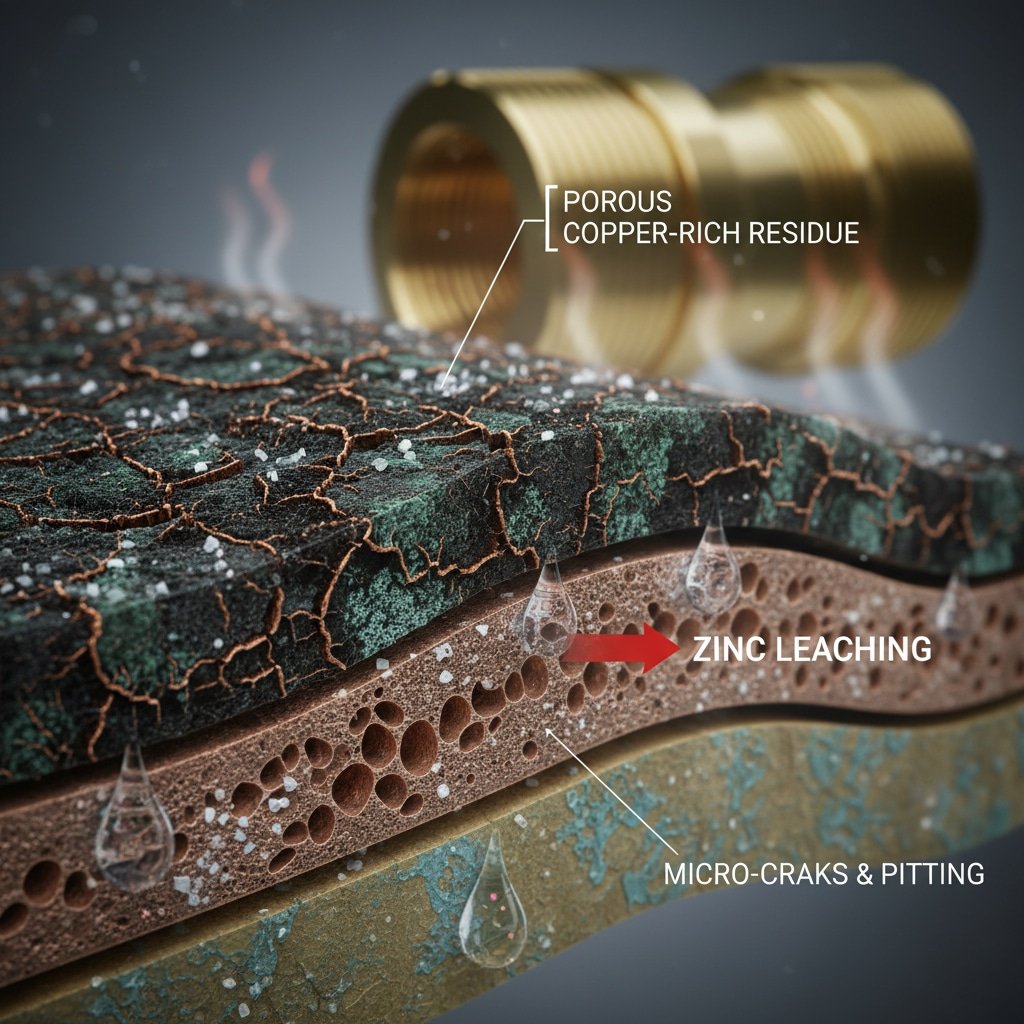
Cinkmentesítési folyamat:
- Cink szelektív kioldása sárgaréz ötvözetből
- Porózus, rézben gazdag maradványt hagy
- Drámaian csökkenti a mechanikai szilárdságot
- További korrózióhoz vezető utakat hoz létre
Galvanikus korrózió:
- Akkor keletkezik, amikor a sárgaréz különböző fémekkel érintkezik.
- Felgyorsul elektrolitok jelenlétében
- A sárgaréz a legtöbb párban anódként működik
- Az arány a területaránytól és a vezetőképességtől függ
Együtt dolgoztam Henrikkel, egy karbantartási vezetővel egy Norvégia partjainál lévő északi-tengeri olajfúró platformon, ahol a bevonat nélküli sárgaréz kábeldrótok 18 hónapon belül tönkrementek a súlyos tengeri kitettség miatt. A sós permet, a hőmérséklet-változás és a hidrogén-szulfid kombinációja tökéletes vihart teremtett a felgyorsult korrózióhoz.
Környezeti tényezők
Klorid expozíció:
- A tengervíz 19 000 ppm kloridot tartalmaz.
- Ipari légkör: 10-1000 ppm
- Felgyorsítja az összes korróziós mechanizmust
- Áthatol a bevonat hibáin keresztül
Hőmérsékleti hatások:
- A korrózió mértéke minden 10°C-os emelkedésnél megduplázódik
- A hőciklikus ciklizálás feszültségkoncentrációkat hoz létre
- A tágulás/összehúzódás károsítja a bevonatokat
- A magas hőmérséklet csökkenti a bevonat tapadását
pH-értékek:
- A savas környezet (pH < 7) felgyorsítja a támadást.
- A lúgos körülmények feszültség okozhatnak repedéseket
- Semleges pH-érték kloridokkal még mindig problémás
- A pufferkapacitás befolyásolja a korrózió sebességét
Henrik platformja átfogó megközelítést igényelt, amely az optimális bevonatvastagságot a környezeti tömítéssel kombinálja, hogy hosszú távon megbízható teljesítményt érjen el a zord tengeri környezetben.
Hibamód-elemzés
Bevonatok lebontása:
- A lyukak kialakulása lehetővé teszi az elektrolit behatolását
- A bevonat leválása feltárja a szubsztrátumot
- Galvanikus cellák alakulnak ki a hibahelyeken
- A helyi korrózió felgyorsítja a meghibásodást
Mechanikai degradáció:
- Korrózió miatti menetelvesztés
- Tömítés összenyomódásának csökkentése anyagveszteségből
- A méretbeli változások befolyásolják a kábel fogását
- A szerkezeti integritás sérült
Teljesítményhatás:
- IP-besorolás romlása a tömítés meghibásodása miatt
- Elektromos folytonossági veszteség EMC alkalmazásokban
- Kábel visszatartó erő csökkentése
- Teljes összeszerelés meghibásodása lehetséges
Hogyan befolyásolja a bevonatvastagság a korrózióvédelmet?
A bevonatvastagság közvetlenül meghatározza a sárgaréz kábelbevezetések korróziós környezetben való védettségét és élettartamát.
A bevonatvastagság a bevonat mélységével arányos gátló védelmet biztosít: minden 5 mikronnyi nikkelbevonat 2-3 évvel meghosszabbítja az élettartamot tengeri környezetben, míg a 8 mikron alatti elégtelen vastagság gyors behatolást és a szubsztrát megtámadását teszi lehetővé 6-12 hónapon belül.
Vastagság-teljesítmény kapcsolat
Gátvédelmi mechanizmus:
- Fizikai akadály megakadályozza az elektrolit érintkezését
- A vastagság határozza meg a behatolási időt
- A hibasűrűség fordítottan arányos a vastagsággal
- Az egységes lefedettség kritikus a hatékonyság szempontjából
Élettartam korreláció:
| Bevonatvastagság | Beltéri élettartam | Tengeri szolgáltatási élet | Kémiai élettartam |
|---|---|---|---|
| 5 mikron | 3-5 év | 1-2 év | 6-12 hónap |
| 10 mikron | 8-12 éves korig | 3-5 év | 2-3 év |
| 15 mikron | 15-20 év | 8-12 éves korig | 5-8 év |
| 25 mikron | 25+ év | 15-20 év | 10-15 év |
Gazdasági optimalizálás:
- A kezdeti költség lineárisan nő a vastagsággal
- Az élettartam exponenciálisan nő
- Az optimális vastagság egyensúlyban tartja a költségeket és a teljesítményt
- A csereköltségek gyakran meghaladják a bevonási díjakat
Bevonat integritásának tényezői
Emlékszem, hogy együtt dolgoztam Fatimával, aki egy petrolkémiai létesítményt irányít a szaúd-arábiai Jubailban, ahol a magas hőmérsékletű hidrogén-szulfid expozíció gyors bevonattörést okozott a szabványos bevonatú kábeldugókon.
Tapadási követelmények:
- Megfelelő felület-előkészítés elengedhetetlen
- Az aljzat tisztasága befolyásolja a kötés szilárdságát
- A közbenső rétegek javítják a tapadást
- Fontos a hőtágulási kompatibilitás
Egyenlőségi megfontolások:
- A vastagságváltozások befolyásolják a helyi védelmet
- Az összetett geometriák különleges figyelmet igényelnek
- Áramsűrűség-eloszlás a galvanizálófürdőben
- A maszkolás és a rögzítés befolyásolja az egyenletességet
Minőségellenőrzési intézkedések:
- Vastagságmérés a kritikus pontokon
- ASTM szabványok szerinti tapadásvizsgálat
- Porozitásértékelési módszerek
- Statisztikai folyamatszabályozás végrehajtása
A Fatima létesítménye 20 mikronos nikkelezést igényelt krómozott fedőréteggel, hogy megbízható teljesítményt érjen el a szigorú vegyi környezetben, és az élettartamot 18 hónapról több mint 8 évre növelje.
Melyik bevonatanyag kínálja a legjobb korrózióállóságot?
A különböző bevonatanyagok különböző szintű korrózióvédelmet és költséghatékonyságot biztosítanak a sárgaréz kábelbevezetések számára.
A nikkelezés a legjobb egyensúlyt kínálja a korrózióállóság és a költséghatékonyság tekintetében a sárgaréz kábeldugók esetében, mivel a cinkhez (3x jobb) és a krómhoz (2x jobb) képest kiváló gátvédelmet biztosít, míg a nemesfém bevonat a kritikus alkalmazások esetében 10x nagyobb költség mellett nyújt végső védelmet.
Galvanizáló anyagok összehasonlítása
Nikkelezés:
- Kiváló korrózióállóság
- Jó tapadás sárgaréz aljzaton
- Mérsékelt költségnövekedés
- Széles hőmérséklet-tartományra való képesség
- Szabványos ipari elfogadás
Krómozás:
- Kiváló keménység és kopásállóság
- Jó kémiai ellenállás
- Magasabb költség, mint a nikkel
- Potenciális környezetvédelmi aggályok
- Kiváló megjelenés megőrzése
Horganyzás:
- Áldozati védelmi mechanizmus
- Alacsonyabb költségű opció
- Korlátozott élettartam tengeri környezetben
- Jó enyhe légköri expozícióhoz
- Könnyű feldolgozás és javítás
Fejlett galvanizálási rendszerek
Többrétegű bevonatok:
- Rézcsapás a tapadáshoz
- Nikkel védőréteg a védelem érdekében
- Krómozott fedőlakk a tartósság érdekében
- Optimalizált vastagságeloszlás
ötvözet bevonatolási lehetőségek:
- Nikkel-foszfor az egyenletes vastagság érdekében
- Nikkel-volfram a fokozott keménység érdekében
- Cink-nikkel a jobb korrózióállóság érdekében
- Egyedi ötvözetek speciális környezetekhez
Teljesítményjellemzők:
| Galvanizáló anyag | Korrózióállóság | Költségtényező | Hőmérséklet határérték | Alkalmazások |
|---|---|---|---|---|
| Cink | Fair | 1.0x | 100°C | Beltéri, enyhe környezetben |
| Nikkel | Kiváló | 1.5x | 200°C | Általános célú, tengeri |
| Króm | Nagyon jó | 2.0x | 250°C | Kémiai, nagy kopás |
| Nemesfémek | Superior | 10x | 300°C | Kritikus, űrkutatás |
A Beptónál többféle bevonatolási lehetőséget kínálunk az Ön egyedi környezeti követelményeinek és költségvetési korlátainak megfelelően, biztosítva az optimális teljesítményt és költséghatékonyságot az Ön alkalmazásához.
Melyek az optimális bevonatvastagsági követelmények a különböző környezetekben?
A környezeti feltételek diktálják a megbízható hosszú távú teljesítményhez szükséges minimális bevonatvastagság követelményeit.
A beltéri alkalmazások 8-12 mikronos nikkelezést igényelnek, a tengeri környezetben 15-20 mikronos, a súlyos vegyi expozíciónak kitett alkalmazások pedig 20-25 mikronos nikkelezést, a vastagság kiválasztása a kloridkoncentráció, a hőmérséklet és a szükséges élettartam alapján történik a költséghatékony védelem biztosítása érdekében.
Környezet-specifikus követelmények
Beltéri/szabályozott környezet:
- Hőmérséklet: 15-35°C
- Páratartalom: 30-70% RH
- Klorid expozíció: <ppm
- Ajánlott vastagság: 8-12 mikron
- Várható élettartam: 15-25 év
Tengeri/parti alkalmazások:
- Sós permetnek való kitettség
- Hőmérséklet ciklikusság: -10 és +60°C között
- Kloridkoncentráció: Klorid: 100-19,000 ppm
- Ajánlott vastagság: 15-20 mikron
- Várható élettartam: 10-15 év
Kémiai feldolgozás:
- Savas/lúgos expozíció
- Hőmérséklet: 120°C-ig
- Különböző kémiai koncentrációk
- Ajánlott vastagság: 20-25 mikron
- Várható élettartam: 8-12 év
Kiválasztási módszertan
Kockázatértékelési tényezők:
- A hiba következményének súlyossága
- Karbantartás hozzáférhetősége
- A pótlási költségekkel kapcsolatos megfontolások
- Biztonsági és szabályozási követelmények
Gazdasági elemzés:
- Kezdeti galvanizálási költségprémium
- Várható élettartam-hosszabbítás
- Karbantartási és csereköltségek
- A teljes tulajdonlási költség számítása
Minőségi előírások:
- Minimális vastagsági követelmények
- Egyenletességi tűrések
- Adhéziós vizsgálati követelmények
- Elfogadási kritériumok meghatározása
Együtt dolgoztam Jamesszel, aki egy Skócia partjainál lévő szélerőműpark telepítésének projektmenedzserével, ahol a szélsőséges tengeri körülmények gondos bevonatolási specifikációt igényeltek a tengeri kábeldrótok 20 éves élettartamának biztosítása érdekében.
A James projekt 18 mikronos nikkelezést írt elő, szigorú minőségellenőrzési követelményekkel, aminek eredményeképpen a zord észak-atlanti környezetben öt év működés után nulla korrózióval összefüggő meghibásodás történt.
Hogyan lehet tesztelni és ellenőrizni a bevonat minőségét?
Átfogó vizsgálatok biztosítják, hogy a bevonat vastagsága és minősége megfeleljen az előírásoknak a megbízható korrózióvédelem érdekében.
ASTM B5684 a mágneses vastagságmérés és az ASTM B571 tapadásvizsgálat a bevonat minőségének mennyiségi ellenőrzését biztosítja, a sópermetezéses vizsgálatot pedig a ASTM B1175 a korrózióállósági teljesítmény 96-1000 órán keresztül történő validálása a szolgáltatási követelményektől függően.
Vastagságmérési módszerek
Mágneses indukciós vizsgálat:
- Rombolásmentes mérés
- Alkalmas sárgaréz nikkelezéshez
- ±1 mikron pontosság érhető el
- Gyors gyártási tesztelési képesség
Örvényáram-vizsgálat:
- Nem mágneses bevonatok vezető szubsztrátokon
- Jó összetett geometriákhoz
- A kalibrálás kritikus a pontosság szempontjából
- Hordozható műszer rendelkezésre állása
Mikroszkópos keresztmetszet:
- Pusztító, de rendkívül pontos
- Feltárja a bevonat szerkezetét és egyenletességét
- Azonosítja az interfész minőségét
- A specifikáció ellenőrzéséhez szükséges
Minőségellenőrzési protokollok
Tapadásvizsgálat:
- ASTM B571 szerinti hajlítóvizsgálat
- Hősokk értékelése
- Szalagvizsgálat a bevonat sértetlenségére
- Karcolásos vizsgálat a kötés szilárdságához
Korrózióvizsgálat:
- ASTM B117 szerinti sós permetezés
- Ciklikus korrózióvizsgálat
- Elektrokémiai értékelés
- Gyorsított öregedési protokollok
Statisztikai mintavételezés:
- Gyártási tétel ellenőrzése
- Kritikus dimenzió fókusz
- Statisztikai folyamatszabályozás
- Beszállítói minősítési követelmények
Termelési minőségellenőrzés
Bejövő anyag ellenőrzése:
- A szubsztrát összetételének elemzése
- Felület-előkészítés validálása
- Tisztasági értékelés
- Méretpontossági ellenőrzés
Folyamatfigyelés:
- A fürdő összetételének ellenőrzése
- Áramsűrűség optimalizálás
- Hőmérséklet- és időkövetés
- Vastagságmérés gyakorisága
Végső ellenőrzés:
- 100% vastagságellenőrzés a kritikus pontokon
- Szemrevételezéses ellenőrzés a hibák tekintetében
- Tapadásvizsgálat minta alapján
- Dokumentáció és nyomon követhetőség
A Bepto minőségi laboratóriumában átfogó vizsgálati képességekkel rendelkezünk, hogy biztosítsuk, hogy minden bevonatos kábeldugó megfelel vagy meghaladja a specifikációs követelményeket, és dokumentáltan igazolni tudjuk a korrózióvédelem teljesítményét.
Következtetés
A bevonatvastagság a kritikus tényező, amely meghatározza a sárgaréz kábelbevezetések korrózióállóságát és élettartamát igényes környezetben. Bár a vastagabb bevonat növeli a kezdeti költségeket, az élettartam exponenciális javulása miatt a legtöbb alkalmazás esetében rendkívül költséghatékony. A 10-25 mikronos nikkelbevonat optimális védelmet nyújt, a vastagság kiválasztása a környezet súlyossága és a szükséges élettartam alapján történik. A beltéri alkalmazások 8-12 mikronos, a tengeri környezet 15-20 mikronos, a vegyi expozíció pedig 20-25 mikronos bevonatot igényel a megbízható hosszú távú teljesítmény érdekében. A Beptónál a széleskörű vizsgálati képességeket gyakorlati alkalmazási tapasztalatokkal kombináljuk, hogy segítsünk Önnek kiválasztani az optimális bevonási specifikációt a sárgaréz kábelvezető tömítésre vonatkozó követelményeihez. Ne feledje, ha ma befektet a megfelelő bevonatvastagságba, akkor holnap megelőzheti a költséges korróziós hibákat és a rendszer leállását! 😉 😉
GYIK a sárgaréz kábelfülke bevonatolásáról és a korrózióról
K: Milyen vastagságú bevonatra van szükségem a tengeri kábeldugókhoz?
A: A tengeri alkalmazások 15-20 mikronos nikkelbevonatot igényelnek a megbízható korrózióvédelemhez. Ez a vastagság 10-15 év élettartamot biztosít sós permet környezetben, szemben a bevonat nélküli sárgaréz alkatrészek 1-2 évével.
K: Hogyan állapíthatom meg, hogy a sárgaréz kábelvezetőim megfelelő vastagságúak-e?
A: Használjon mágneses vastagságmérőket a sárgaréz nikkelezésének roncsolásmentes méréséhez. Beltéri használatra legalább 8 mikron, tengeri használatra 15 mikron, vegyi környezetben pedig 20 mikron az ajánlott specifikáció.
K: A vastagabb bevonat mindig jobb korrózióvédelmet biztosít?
A: Igen, a gyakorlati korlátokig. Minden további 5 mikronnyi nikkelbevonat általában megduplázza az élettartamot korróziós környezetben. Azonban 25 mikron felett a legtöbb alkalmazás esetében a költségek gyorsabban nőnek, mint a teljesítményelőnyök.
K: Javíthatom a sárgaréz kábelvezetők sérült bevonatát?
A: A kisebb sérülések hidegen horganyzó vegyületekkel vagy ecseteléssel javíthatók, de kritikus alkalmazásoknál teljes újrafényezés ajánlott. A helyi javítások galvanikus korróziós cellákat hozhatnak létre, amelyek felgyorsítják a meghibásodást.
K: Hogyan tudom ellenőrizni a beszállítók bevonatminőségét?
A: Az ASTM B568 szerinti vastagságméréseket, az ASTM B571 szerinti tapadási vizsgálati eredményeket és az ASTM B117 szerinti sópermetezési vizsgálati adatokat tartalmazó tanúsítványokat kell kérni. A gyártási tételek jóváhagyása előtt ellenőrizze a méréseket több ponton a mintaalkatrészeken.
-
Értse meg a kohászati folyamatot, a cinkmentesítés folyamatát, amelynek során a cinket szelektíven kioldják a sárgaréz ötvözetekből, gyengített rézszerkezetet hagyva maguk után. ↩
-
Ismerje meg a feszültség okozta korróziós repedés (SCC) meghibásodási mechanizmusát, amely a húzófeszültség és a korróziós környezet együttes hatására alakul ki. ↩
-
Fedezze fel a galvánkorrózió elektrokémiai elveit, és tekintse át a galvánsorozatot, hogy lássa, hogyan lépnek kölcsönhatásba a különböző fémek egy elektrolitban. ↩
-
Tekintse át a hivatalos ASTM B568 szabványt a bevonatvastagság röntgensugárspektrometriás mérésére, amely egy elterjedt roncsolásmentes vizsgálati módszer. ↩
-
Ismerje meg az ASTM B117 szabvány részleteit, amely az egész iparágban elfogadott gyakorlat a korrózióvizsgálathoz használt sós pára (köd) készülék működtetésére. ↩
