

Bevezetés
Szálak csiszolása1 a rozsdamentes acél kábeldugókban katasztrofális megroppanást okoz a telepítés során, ami romboló eltávolítást, költséges cserét és a berendezés esetleges károsodását igényli, a megrogyásesemények pedig 300-500%-vel növelik a telepítési időt, és biztonsági kockázatot jelentenek, amikor a technikusok túlzott erőt alkalmaznak a megrogyott menetekre, amelyek hirtelen kioldódhatnak a nagy nyomatékterhelés alatt.
A 316L rozsdamentes acélból készült kábeldugók a magasabb molibdéntartalom és az alacsonyabb munkakeményedési sebesség miatt a 304-es minőséghez képest jobb menettörés-ellenállást mutatnak, miközben duplex rozsdamentes acélok2 mint például a 2205 kivételes harapásállóságot biztosítanak a kiegyensúlyozott ausztenit-ferrit mikroszerkezetnek köszönhetően, és a speciális harapásgátló kezelések 80-90%-vel csökkenthetik a harapási hajlamot az összes rozsdamentes acélminőségben.
Miután az elmúlt évtizedben több száz menettöréses meghibásodást vizsgáltam tengeri, vegyi és tengeri létesítményekben, megtanultam, hogy az anyagválasztás és a felületkezelés az elsődleges tényezők, amelyek meghatározzák, hogy a telepítés zökkenőmentesen halad-e vagy költséges rémálommá válik, ami speciális kitermelőeszközöket és potenciális berendezéscserét igényel.
Tartalomjegyzék
- Mi okozza a rozsdamentes acél kábelvezető tömítések menetes sérülését?
- Hogyan hasonlítják össze a különböző rozsdamentes acélminőségeket a csorbulással szembeni ellenállás tekintetében?
- Milyen felületkezelések és bevonatok akadályozzák meg a menetesedés kialakulását?
- Hogyan befolyásolják a szerelési technikák a menetesedés kockázatát?
- Milyen vizsgálati módszerekkel értékelik a menetes csavarodással szembeni ellenállást?
- GYIK a rozsdamentes acél kábelvezető tömítések menetének sérüléséről
Mi okozza a rozsdamentes acél kábelvezető tömítések menetes sérülését?
A menetes csavarodás hátterében álló metallurgiai és mechanikai tényezők megértése feltárja, hogy a rozsdamentes acél kábeldugók miért különösen érzékenyek erre a hibamódra.
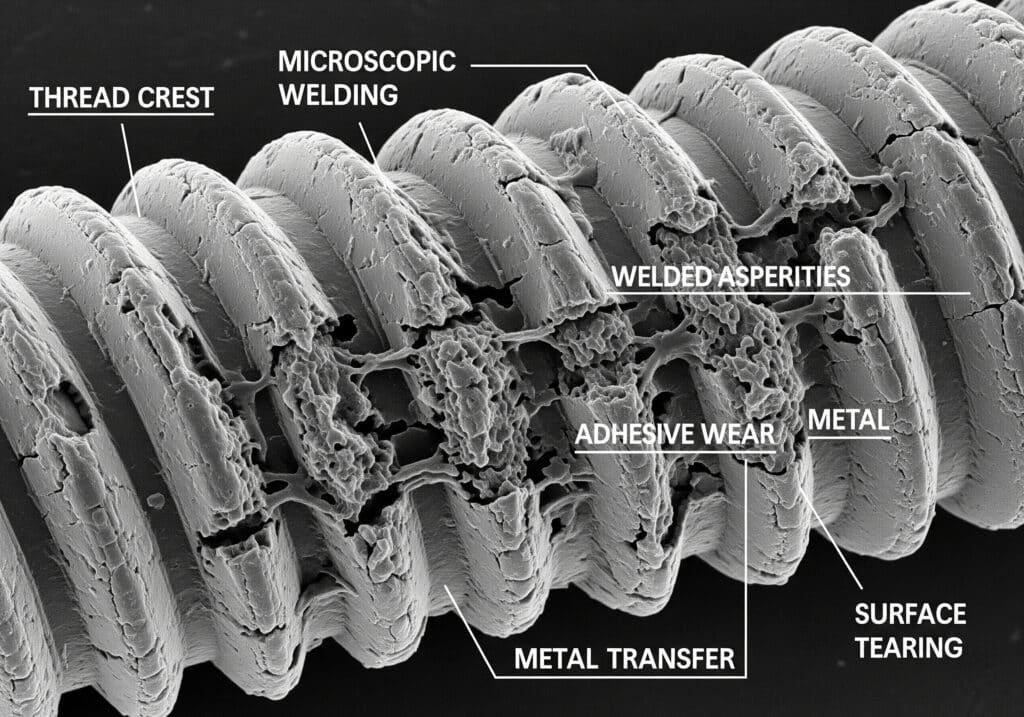
A menetes csavarodás akkor következik be, amikor a menetes felületek közötti mikroszkopikus hegesztés tapadó kopást okoz, a rozsdamentes acél magas munkakeményedési sebessége, alacsony hővezető képessége és a nyomás hatására megtörő védő oxidfilmek kialakítására való hajlama ideális feltételeket teremt a fém-fém tapadáshoz, a felületi érdesség, a szerelési sebesség és az alkalmazott nyomaték pedig kritikus tényezők a csavarodás súlyosságának meghatározásához.
Fémtani tényezők
Munkakeményedési jellemzők:
- Austenites rozsdamentes acélok keményebben dolgozni3 gyorsan
- A deformáció jelentősen növeli a felület keménységét
- A keményített felületek növelik a súrlódási együtthatót
- A fokozatos károsodás felgyorsul a telepítés során
Termikus tulajdonságok:
- Az alacsony hővezető képesség csapdába ejti a súrlódási hőt
- A hőmérséklet emelkedése felgyorsítja a ragasztó kopását
- A hőtágulás interferencia illesztéseket hoz létre
- A hőség által érintett zónák érzékenyebbé válnak.
Felületkémia:
- A passzív oxidréteg korrózióvédelmet biztosít
- Az oxid lebomlása reaktív fémfelületeket tesz szabaddá
- A friss fémfelületek nyomás alatt könnyen tapadnak
- A kémiai kompatibilitás befolyásolja a marási hajlamot
Mechanikai tényezők
Menetgeometria:
- Az éles szálcsúcsok koncentrálják a feszültséget
- A gyenge menetmegmunkálás növeli a felületi érdességet
- A mérettűrések befolyásolják az érintkezési nyomást
- A menettávolság befolyásolja az érintkezési felületet
Telepítési paraméterek:
- A túlzott telepítési sebesség hőt termel
- A nagy nyomaték növeli az érintkezési nyomást
- A helytelen igazítás egyenetlen terhelést eredményez
- A szennyeződések koptató részecskékként hatnak
Kapcsolattartási feltételek:
- Fém-fém érintkezés kenés nélkül
- A felületi érdesség befolyásolja a valós érintkezési felületet
- A normál erőeloszlás a geometriától függően változik
- A csúszási sebesség befolyásolja a súrlódási fűtést
Együtt dolgoztam Lars-szal, egy északi-tengeri tengeri szélerőműpark karbantartási felügyelőjével, ahol a turbina elektromos rendszereikben a 304 rozsdamentes acélból készült kábeldrótoknál súlyos menetesodási problémákat tapasztaltak, ami speciális kihúzószerszámokat igényelt, és jelentős késedelmet okozott a telepítésben.
A Lars csapata dokumentálta, hogy a 304 rozsdamentes acélból készült kábeldugók 25%-jénél tapasztaltak valamilyen mértékű menettörést, és 8%-nél volt szükség roncsolásos eltávolításra és teljes cserére, ami jelentős költségtúllépéshez és a projekt késedelméhez vezetett.
Környezeti hatások
Korrozív környezetek:
- A klorid-expozíció felgyorsítja az oxid lebomlását
- A savas körülmények elősegítik a felületi támadást
- Galvanikus csatolási hatások különböző fémek esetén
- Repedéskorrózió a szálgyökerekben
Hőmérsékleti hatások:
- A megemelkedett hőmérséklet csökkenti az anyag szilárdságát
- A hőciklikus ciklizálás feszültségkoncentrációkat hoz létre
- A differenciális tágulás befolyásolja a menetbeállást
- A magas hőmérséklet felgyorsítja a ragasztási folyamatokat
Szennyezés hatása:
- A csiszoló részecskék növelik a felületi sérüléseket
- A kémiai szennyeződés befolyásolja a felület kémiáját
- A nedvesség elősegíti a korróziót és az oxidképződést
- Az idegen anyagok feszültségkoncentrátorként működnek
Hogyan hasonlítják össze a különböző rozsdamentes acélminőségeket a csorbulással szembeni ellenállás tekintetében?
A különböző rozsdamentes acélfajták átfogó elemzése jelentős különbségeket mutat a menetek felhorzsolódásával szembeni ellenállásban a kábelvezető alkalmazások esetében.
A 316L rozsdamentes acél 40-60% jobb harapásállóságot biztosít, mint a 304 a 2-3% molibdéntartalomnak köszönhetően, amely csökkenti a munkakeményedést és javítja a felületi stabilitást, míg a duplex fajták, mint a 2205, kivételes ellenállást biztosítanak a kiegyensúlyozott mikroszerkezet révén, és a szuper ausztenites fajták, mint a 254 SMO, prémium teljesítményt nyújtanak, de a kritikus alkalmazásoknál jelentősen magasabb költségek mellett.
Austenit rozsdamentes acél összehasonlítás
Fokozatos teljesítmény rangsor:
| Fokozat | Fájdalmas ellenállás | Molibdéntartalom | Munkakeményedés mértéke | Költségtényező | Alkalmazások |
|---|---|---|---|---|---|
| 304 | Szegény | 0% | Magas | 1.0x | Általános célú |
| 304L | Gyenge-kedvező | 0% | Magas | 1.1x | Hegesztett alkalmazások |
| 316 | Jó | 2-3% | Mérsékelt | 1.4x | Tengeri környezet |
| 316L | Jó | 2-3% | Mérsékelt | 1.5x | Kémiai feldolgozás |
| 317L | Nagyon jó | 3-4% | Alacsony-mérsékelt | 2.0x | Magas kloridtartalom |
| 254 SMO | Kiváló | 6% | Alacsony | 4.0x | Súlyos környezetek |
304 vs 316L teljesítményelemzés
304 rozsdamentes acél:
- Nagy munkakeményedési hajlam
- Gyors felületi keményedés deformáció alatt
- Korlátozott korrózióállóság kloridos környezetben
- A leggazdaságosabb megoldás, de a legnagyobb kockázatot jelenti
Fájdalmas tulajdonságok:
- A lefoglalás viszonylag alacsony nyomatéknál következik be
- Progresszív sérülés a telepítés során
- Nehéz kihúzás, ha egyszer elkezdődik a cserepesedés
- Magas meghibásodási arány tengeri alkalmazásokban
316L rozsdamentes acél:
- A molibdén hozzáadása javítja a marásállóságot
- Alacsonyabb munkakeményedési arány, mint 304
- Jobb felületi stabilitás a deformáció alatt
- Fokozott korrózióállóság
Teljesítményelőnyök:
- 40-60% a megrogyási incidensek számának csökkenése
- Nagyobb beépítési nyomaték
- Jobb teljesítmény kloridos környezetben
- Javított hosszú távú megbízhatóság
Duplex rozsdamentes acél teljesítmény
2205 Duplex fokozat:
- Kiegyensúlyozott ausztenit-ferrit mikroszerkezet
- Kivételes kopásállóság
- A nagy szilárdság csökkenti a deformációt
- Kiváló korrózióállóság
Mikroszerkezeti előnyök:
- A ferrit fázis ellenáll a munkakeményedésnek
- Az ausztenit szívósságot biztosít
- Kiegyensúlyozott szerkezet minimalizálja a ragasztóanyag kopását
- Kiváló felületi stabilitás
2507 Super Duplex:
- Prémium harapásállóság
- Rendkívüli korrózióállóság
- Nagy szilárdság és keménység
- Csak speciális alkalmazások
Emlékszem, hogy együtt dolgoztam Ahmeddel, egy szaúd-arábiai petrolkémiai komplexum projektmérnökével, ahol a szélsőséges hőmérsékletek és a korróziós körülmények miatt kivételes harapásállóságú kábeldugókra volt szükség a kritikus folyamatirányító rendszerekhez.
Az Ahmed létesítménye kiterjedt teszteket végzett a 304, 316L és 2205 minőségek összehasonlításával, és megállapította, hogy a duplex 2205 kábeldugók teljesen kiküszöbölték a koptatási hibákat, miközben kiváló korrózióállóságot biztosítottak a kemény hidrogén-szulfidos környezetben.
Speciális minőségek és ötvözetek
Szuper ausztenites osztályok:
- 254 SMO (6% molibdén)
- AL-6XN (6% molibdén + nitrogén)
- Kivételes kopásállóság
- Prémiumköltséggel kapcsolatos megfontolások
Kicsapatásos keményítés fokozatai:
- 17-4 PH és 15-5 PH
- Nagy szilárdság hőkezelés után
- Mérsékelt harapásállóság
- Speciális alkalmazások
Nikkelalapú ötvözetek:
- Inconel 625 és Hastelloy C-276
- Kiemelkedő kopásállóság
- Szélsőséges környezetre való alkalmasság
- Legmagasabb költségű lehetőségek
Milyen felületkezelések és bevonatok akadályozzák meg a menetesedés kialakulását?
A különböző felületkezelések és bevonatok jelentősen javítják a rozsdamentes acélból készült kábeldrótok menetkeményedési ellenállását.
Elektropolírozás4 a felületi simítás és a fokozott passziválás révén 60-70%-tel csökkenti a csorbulás kockázatát, míg a PTFE-alapú szárazfilm-olajok 80-90%-tel csökkentik a csorbulás kockázatát, az ezüstbevonat kiváló csorbulásgátló tulajdonságokat kínál a magas hőmérsékletű alkalmazásokhoz, a speciális tömítésgátló vegyületek pedig lehetővé teszik a biztonságos beszerelést és eltávolítást még a korróziós környezetben végzett hosszabb használat után is.

Elektropolírozó kezelés
Folyamat előnyei:
- Eltávolítja a felületi egyenetlenségeket és a beágyazódott részecskéket
- Egységes passzív réteget hoz létre
- Csökkenti a felületi érdességet 50-75%
- Növeli a korrózióállóságot
Galling ellenállás javítása:
- 60-70% a marási hajlam csökkentése
- Simább menetbefogás
- Alacsonyabb telepítési nyomatékigény
- Javított felületi kenőképesség
Alkalmazási megfontolások:
- A 15-25% költségnövekedése
- Feldolgozási időre vonatkozó követelmények
- Geometriai korlátozások
- Minőségellenőrzési követelmények
Szárazfilmes kenőanyag bevonatok
PTFE-alapú bevonatok:
- Molibdén-diszulfid + PTFE mátrix
- Hőmérséklet-tartomány: -200°C és +260°C között
- Súrlódási együttható: 0.05-0.15
- Kiváló kémiai ellenállás
Teljesítményjellemzők:
- 80-90% csiszolódáscsökkentés
- Önkenő tulajdonságok
- Nincs szükség nedves kenőanyagra
- Hosszú távú hatékonyság
Alkalmazási módszerek:
- Permetezés
- Dip bevonási eljárás
- Ellenőrzött vastagságú alkalmazás
- Kikeményedési követelmények
Fém bevonatolási rendszerek
Ezüstözött:
- Kiváló csomósodásgátló tulajdonságok
- Magas hőmérsékleti képesség (500°C-ig)
- Jó elektromos vezetőképesség
- Korrózióállósági korlátozások
Nikkelezés:
- Mérsékelt javulás a csorbulásban
- Jó korrózióvédelem
- Gazdaságos lehetőség
- Széles hőmérsékleti tartomány
Cink-nikkel ötvözet:
- Kiváló korrózióállóság
- Jó harapásállóság
- Autóipari szabvány
- Környezeti megfontolások
Síkosságmentesítő vegyületek
Rézalapú vegyületek:
- Hagyományos tömítésgátló megoldás
- Hőmérséklet-tartomány: -30°C és +1000°C között
- Kiválóan megakadályozza a rozsdásodást
- Galvanikus korrózióval kapcsolatos aggályok
Nikkelalapú vegyületek:
- Nincs galvanikus probléma a rozsdamentes acéllal
- Magas hőmérsékleti képesség
- Élelmiszer-minőségű készítmények állnak rendelkezésre
- Prémium teljesítményjellemzők
Kerámia alapú vegyületek:
- Ultra-magas hőmérsékleti képesség
- Kémiailag inert
- Nincs fémszennyezés
- Speciális alkalmazások
Hogyan befolyásolják a szerelési technikák a menetesedés kockázatát?
A megfelelő szerelési technikák jelentősen csökkentik a menetfúródás kockázatát, függetlenül az anyagminőségtől vagy a felületkezeléstől.
A 10 fordulat/perc alatti, szabályozott szerelési sebesség, a megfelelő menetkenés, a pontos nyomatékszabályozás és a menet megfelelő rögzítése 70-80%-vel csökkenti a csavarodás kockázatát, míg a nagy sebességű szerelés, a száraz szerelés, a túlzott nyomaték és a helytelen igazítás ideális feltételeket teremt a menet megrepedéséhez még az olyan csavarodással szemben ellenálló anyagoknál is, mint a 316L vagy a duplex rozsdamentes acélok.
Telepítés Sebességszabályozás
Kritikus sebességhatárok:
- Kézi telepítés: 2-5 fordulat/perc maximum
- Elektromos szerszámok telepítése: 5-10 RPM maximum
- A nagy sebességek túlzott hőt termelnek
- A hőfelhalmozódás felgyorsítja a rozsdásodási folyamatot
Sebességszabályozási módszerek:
- Változtatható fordulatszámú elektromos szerszámok
- Nyomatékkorlátozó eszközök
- Kézi telepítés kritikus alkalmazásokhoz
- Képzés és eljárások betartása
Hőtermelő tényezők:
- Telepítési sebesség elsődleges tényező
- A menettávolság befolyásolja a hőtermelést
- Anyag termikus tulajdonságai
- Környezeti hőmérsékleti megfontolások
Kenési követelmények
Kenőanyag kiválasztása:
- Anti-seize vegyületek előnyben részesítve
- Magas hőmérsékleti képesség szükséges
- Kémiai kompatibilitás nélkülözhetetlen
- Adott esetben élelmiszer-minőségi követelmények
Alkalmazási módszerek:
- Menetbevonat összeszerelés előtt
- Ecsettel vagy permetezéssel történő felhordás
- A következetes lefedettség kritikus
- Fontos a felesleges eltávolítás
Teljesítményelőnyök:
- 60-80% csiszolódáscsökkentés
- Alacsonyabb beépítési nyomaték
- Könnyebb szétszerelés
- Meghosszabbított élettartam
Nyomatékszabályozás és felügyelet
Nyomatéki specifikációk:
- Kövesse a gyártó ajánlásait
- Anyagspecifikus követelmények
- Méretfüggő értékek
- Környezeti tényező kiigazítások
Nyomatékmérés:
- Kalibrált nyomatékszerszámok szükségesek
- Rendszeres kalibrációs ellenőrzés
- Dokumentációs követelmények
- Minőségellenőrzési eljárások
Telepítésfelügyelet:
- Nyomaték vs. szög összefüggések
- A hirtelen nyomatéknövekedés problémákat jelez
- Állítsa le a beszerelést, ha gyaníthatóan megrozsdásodott
- Ellenőrzés és korrekciós intézkedések
Együtt dolgoztam Robertóval, egy spanyolországi, barcelonai vegyipari üzem karbantartási vezetőjével, ahol olyan átfogó telepítési eljárásokat vezettek be, amelyek révén a menetek megrogyasztása 15%-ről kevesebb mint 2%-re csökkentette a rozsdamentes acélból készült összes kábelvezető szerelvényt.
Roberto csapata részletes munkautasításokat dolgozott ki, amelyekben minden egyes kábeldugó méretre és anyagminőségre vonatkozóan meghatározták a szerelési sebességet, a kenési követelményeket és a nyomatékhatárokat, valamint kötelező képzést és tanúsítványt adtak minden szerelőnek.
Minőségellenőrzési intézkedések
Telepítés előtti ellenőrzés:
- Szál állapotának ellenőrzése
- Felületkezelés integritása
- Méretbeli megfelelés
- Tisztasági követelmények
Telepítési dokumentáció:
- A rögzített nyomatékértékek
- A telepítési sebesség figyelése
- A kenőanyag alkalmazásának ellenőrzése
- Technikus minősítés
Telepítés utáni ellenőrzés:
- Végső nyomaték megerősítés
- Szemrevételezéses vizsgálat a sérülések szempontjából
- Adott esetben funkcionális tesztelés
- Hosszú távú monitoring programok
Milyen vizsgálati módszerekkel értékelik a menetes csavarodással szembeni ellenállást?
A szabványosított vizsgálati módszerek mennyiségi adatokat szolgáltatnak a különböző rozsdamentes acélminőségek és kezelések menettörési ellenállásának összehasonlításához.
ASTM G1965 A szabványos vizsgálati módszer a csavar-anya-szerelvényeken keresztül ellenőrzött, növekvő nyomatékkal a lefoglalás bekövetkezéséig méri a csavarodással szembeni ellenállást, míg a tényleges kábelvezeték-geometriákat használó módosított változatok relevánsabb adatokat szolgáltatnak, és a tényleges telepítési körülmények között végzett helyszíni tesztelés a laboratóriumi eredményeket a valós teljesítmény előrejelzéséhez igazolja.
Szabványos vizsgálati módszerek
ASTM G196 - Rágásállóság:
- Szabványosított csavar-anya-próbadarabok
- Ellenőrzött nyomaték alkalmazása
- A lefoglalási küszöbérték meghatározása
- Összehasonlító rangsorolási képesség
Vizsgálati eljárás:
- A minták előkészítése és kondicionálása
- Kenés alkalmazása (ha van ilyen)
- Progresszív nyomaték alkalmazása
- A lefoglalás észlelése és dokumentálása
Adatelemzés:
- Meghúzási nyomaték küszöbértékek
- Az eredmények statisztikai elemzése
- Anyagok rangsorolása és összehasonlítása
- A felületkezelés hatékonysága
Módosított tesztelés a kábeldugókhoz
Tényleges komponens tesztelés:
- Valódi kábelvezető geometriák
- Releváns menetes előírások
- Telepítési-reprezentatív feltételek
- Közvetlen teljesítménybeli korreláció
Vizsgálati paraméterek:
- Telepítési sebesség szimuláció
- Hőmérséklet-szabályozás
- Kenési feltételek
- Nyomatékmérési pontosság
Teljesítménymérők:
- A rohamküszöb nyomatéka
- A beépítési nyomaték alakulása
- Felületi kárfelmérés
- Ismételhetőségi ellenőrzés
Terepi tesztelés és validálás
Telepítési kísérletek:
- Ellenőrzött terepi telepítések
- Különböző környezeti feltételek
- A technikusok különböző képzettségi szintjei
- Hosszú távú teljesítmény-ellenőrzés
Adatgyűjtés:
- Telepítési nyomatéknyomaték-nyilvántartás
- Galling incidens dokumentációja
- Eltávolítási nyomatékmérések
- Felszíni állapotfelmérések
Teljesítmény korreláció:
- Laboratóriumi és terepi összehasonlítás
- Környezeti tényezők validálása
- Telepítési technika ellenőrzése
- Prediktív modellfejlesztés
A Beptónál átfogó marásállósági vizsgálatokat végzünk mind az ASTM G196 módszerekkel, mind a tényleges kábelvezeték-geometriákkal, hogy megbízható teljesítményadatokat és anyagjavaslatokat adjunk ügyfeleinknek az egyedi alkalmazásokhoz és telepítési követelményekhez.
Minőségbiztosítás végrehajtása
Bejövő anyagok vizsgálata:
- Tételes ellenőrző vizsgálat
- Beszállítói minősítés
- Statisztikai folyamatszabályozás
- Tanúsítási követelmények
Termelési minőségellenőrzés:
- Felületkezelés ellenőrzése
- Menetminőség-ellenőrzés
- Méretbeli megfelelés
- Teljesítményhitelesítés
Ügyfélszolgálat:
- Telepítési eljárás kidolgozása
- Képzési program támogatása
- Műszaki dokumentáció
- A terepi teljesítmény nyomon követése
Következtetés
A menetes csavarodással szembeni ellenállás jelentősen eltér a rozsdamentes acélból készült kábeltömlők fajtái között, a 316L a molibdéntartalom miatt 40-60% jobb teljesítményt nyújt, mint a 304, míg a duplex fajták, mint például a 2205, kiegyensúlyozott mikroszerkezetük révén kivételes ellenállást biztosítanak. A felületi kezelések, beleértve az elektropolírozást, a PTFE bevonatokat és az ezüstözést, az alkalmazási követelményektől függően 60-90%-vel csökkenthetik a csavarodás kockázatát. A megfelelő beépítési technikák, beleértve a fordulatszám-szabályozást, a kenést és a nyomatékkezelést, az anyagválasztástól függetlenül kritikus fontosságúak. Az ASTM G196 tesztelés szabványosított összehasonlítási módszereket biztosít, míg a helyszíni validálás a valós teljesítmény korrelációját biztosítja. A környezeti tényezők, beleértve a hőmérsékletet, a szennyeződést és a korróziós körülményeket, jelentősen befolyásolják a csiszolási hajlamot. A Beptónál átfogó anyagválasztási útmutatást, felületkezelési lehetőségeket és telepítési támogatást nyújtunk a menetek megrogyási kockázatainak minimalizálása és a megbízható kábelvezeték-teljesítmény biztosítása érdekében az igényes alkalmazásokban. Ne feledje, hogy a menetek felhorzsolódásának megelőzése a megfelelő anyagválasztás és beépítési technikák révén sokkal költséghatékonyabb, mint a megrögzött alkatrészek kezelése a helyszínen! 😉 😉
GYIK a rozsdamentes acél kábelvezető tömítések menetének sérüléséről
K: Melyik rozsdamentes acélminőség rendelkezik a legjobb menettörés-ellenállással?
A: A duplex 2205 rozsdamentes acél a legjobb kopásállóságot nyújtja kiegyensúlyozott ausztenit-ferrit mikroszerkezetének köszönhetően, amely ellenáll a munkakeményedésnek. Az ausztenites fajták közül a 316L lényegesen jobban teljesít, mint a 304, míg a szuper ausztenites fajták, mint a 254 SMO, magasabb költség mellett prémium teljesítményt nyújtanak.
K: Hogyan akadályozhatom meg a menetek szétfúródását a kábelvezető tömítés telepítése során?
A: Használjon megfelelő kenőanyagot, alacsony fordulatszámon (10 fordulat/perc alatt) szerelje be, tartsa be a megadott nyomatékhatárokat, és gondoskodjon a menet helyes beállításáról. A PTFE-alapú szárazfilmes kenőanyagok vagy az elektropolirozott felületek 60-90%-vel csökkentik a csavarodás kockázatát a kezeletlen felületekhez képest.
K: El tudom-e távolítani a rozsdamentes acélból készült, eltömődött kábeltömlőt sérülés nélkül?
A: A súlyosan megrágott menetek gyakran roncsoló eltávolítást igényelnek vágószerszámok vagy speciális kivonógépek segítségével. A megfelelő anyagválasztással, felületkezeléssel és beépítési technikával történő megelőzés hatékonyabb, mint a megrágódás bekövetkezte utáni eltávolítással való próbálkozás.
K: Honnan tudhatom, hogy a menetes csavarodás megkezdődik-e a beszerelés során?
A: Figyeljen a hirtelen nyomatéknövekedésre, rángatózó vagy egyenetlen forgásra, szokatlan zajra vagy túlzott hőtermelésre. Ha ezen tünetek bármelyike jelentkezik, azonnal hagyja abba a beszerelést, mivel a további erőltetés tovább rontja a berágódást és megnehezíti az eltávolítást.
K: A menetek csavarodása gyakoribb tengeri környezetben?
A: Igen, a tengeri környezetben a kloridnak való kitettség felgyorsítja az oxidok lebomlását és növeli a megkopási hajlamot, különösen a 304 rozsdamentes acélban. Tengeri alkalmazásokhoz legalább 316L-t használjon, a tengervíznek vagy sós vízpermetnek kitett kritikus berendezéseknél pedig a duplex minőséget részesítse előnyben.
-
Merüljön el a menetes csavarodás és a felületek közötti hideghegesztés mechanizmusának metallurgiai tudományában. ↩
-
Fedezze fel a duplex rozsdamentes acélok egyedülálló kétfázisú mikroszerkezetét, amely kiváló szilárdságot és kopásállóságot biztosít számukra. ↩
-
Értse meg a munkakeményedés anyagtudományi elvét, és azt, hogy miért teszi a rozsdamentes acélt erősebbé, de miért hajlamosabb a rozsdásodásra. ↩
-
Ismerje meg, hogyan működik az elektropolírozási eljárás a rozsdamentes acél mikroszkopikusan sima és passzív felületének létrehozásához. ↩
-
Tekintse át a hivatalos ASTM G196 szabványt, amely meghatározza a menetes kötőelemek csavarodási ellenállásának mérési eljárását. ↩
