

Lorsque David, responsable des achats dans une grande entreprise pharmaceutique allemande, nous a contactés le mois dernier, il était confronté à un défi de taille. Son entreprise avait besoin de presse-étoupes capables de résister à des cycles répétés de stérilisation en autoclave sans compromettre l'intégrité de l'étanchéité. "Chuck, trois fournisseurs nous ont déjà fait faux bond", a-t-il déclaré avec une frustration évidente. "Leurs presse-étoupes se fissurent après quelques cycles ou perdent complètement leur indice de protection.
Les méthodes de stérilisation ont un impact significatif sur les matériaux des presse-étoupes, avec stérilisation par autoclave1 provoquant des contraintes thermiques et des modifications dimensionnelles, tandis que rayonnement gamma2 peut dégrader les chaînes de polymères et affecter les propriétés mécaniques. Il est essentiel de comprendre ces effets pour sélectionner les bons matériaux et garantir une fiabilité à long terme dans les applications médicales, pharmaceutiques et agroalimentaires.
Ce défi n'est pas propre à l'entreprise de David. Dans toute l'industrie des dispositifs médicaux, les ingénieurs s'efforcent de trouver un équilibre entre les exigences de stérilisation et la durabilité des matériaux. Un mauvais choix peut entraîner des risques de contamination, des pannes d'équipement et des temps d'arrêt coûteux. Permettez-moi de vous faire part de ce que j'ai appris en plus de 10 ans en aidant les entreprises à relever ces défis complexes en matière de science des matériaux.
Table des matières
- Comment la stérilisation en autoclave affecte-t-elle les matériaux des presse-étoupes ?
- Quel est l'impact du rayonnement gamma sur les composants des glandes ?
- Quels sont les matériaux les plus performants selon les différentes méthodes de stérilisation ?
- Comment optimiser la sélection des presse-étoupes pour les applications de stérilisation ?
- FAQ sur les effets de la stérilisation sur les glandes du câble
Comment la stérilisation en autoclave affecte-t-elle les matériaux des presse-étoupes ?
La stérilisation par autoclave présente des défis uniques que de nombreux ingénieurs sous-estiment jusqu'à ce qu'il soit trop tard.
La stérilisation en autoclave expose les presse-étoupes à des températures de 121-134°C et à des pressions allant jusqu'à 2,2 bars, ce qui entraîne une dilatation thermique, une dégradation du matériau et une défaillance potentielle du joint dans les matériaux inadaptés.

Effets des contraintes thermiques et de la dilatation
Les cycles répétés de chauffage et de refroidissement créent des contraintes thermiques importantes au sein des composants du presse-étoupe. Les différents matériaux se dilatent à des vitesses différentes, ce qui peut compromettre l'intégrité des assemblages multi-matériaux. Par exemple, les presse-étoupes en nylon standard peuvent subir.. :
- Changements dimensionnels : Jusqu'à 2-3% d'expansion pendant les cycles de chauffage
- Déformation par fluage : Changements de forme progressifs sous l'effet d'une température et d'une pression soutenues
- Dégradation des joints : Les joints toriques et les joints d'étanchéité perdent de leur élasticité après plusieurs cycles.
Réponses spécifiques aux matériaux
Nylon 66 Performance : Le nylon standard présente une bonne résistance initiale mais se dégrade après 50 à 100 cycles. Nous avons observé un jaunissement, une fragilité et une réduction de la résistance aux chocs dans des applications sur le terrain.
PEEK Excellence : Le polyétheréthercétone conserve sa stabilité dimensionnelle et sa résistance chimique pendant des milliers de cycles d'autoclave. Hassan, qui dirige une usine de fabrication d'appareils médicaux à Dubaï, a opté pour nos produits en polyétheréthercétone. PEEK3 après avoir connu des échecs avec des matériaux standard. "Le coût initial était plus élevé", m'a-t-il dit, "mais nous n'avons eu aucune défaillance en 18 mois de cycles de stérilisation quotidiens".
Acier inoxydable Fiabilité : Les corps en acier inoxydable 316L offrent une excellente résistance à l'autoclave, bien que les matériaux d'étanchéité restent critiques. La conductivité thermique permet de maintenir une distribution uniforme de la température, réduisant ainsi les concentrations de contraintes.
Points critiques de défaillance
Les composants les plus vulnérables lors de la stérilisation en autoclave sont les suivants :
- Joints élastomères et joints toriques
- Interfaces filetées entre matériaux dissemblables
- Points d'entrée des câbles à la jonction de plusieurs matériaux
- Mécanismes de décharge de pression dans les boîtiers scellés
Quel est l'impact du rayonnement gamma sur les composants des glandes ?
La stérilisation gamma présente des défis totalement différents qui nécessitent des connaissances spécialisées sur les matériaux.
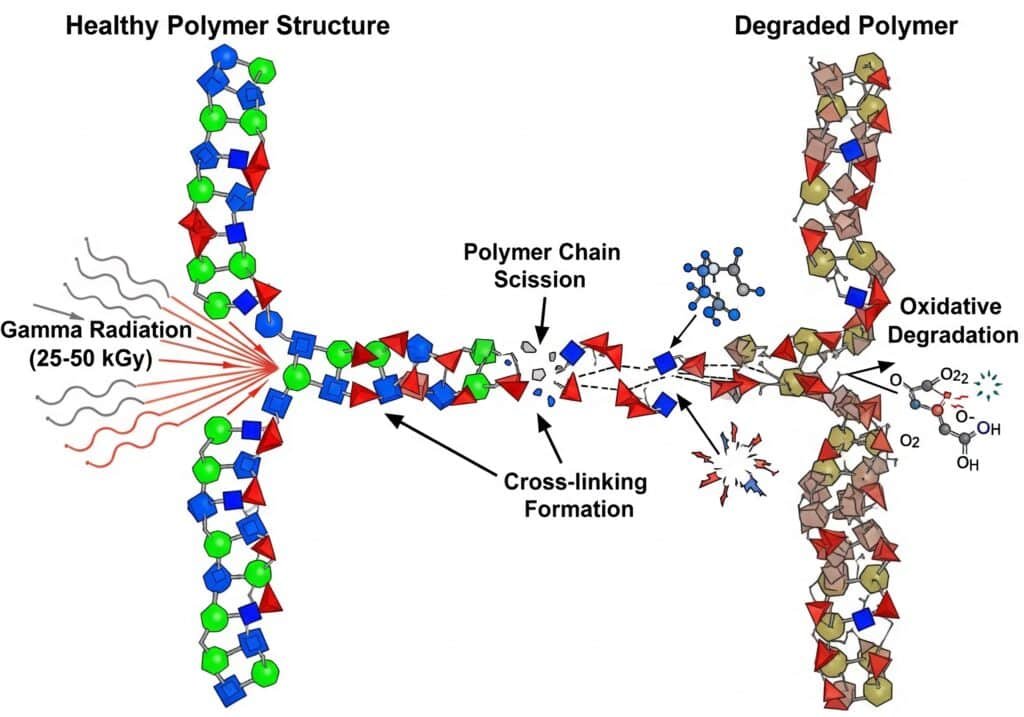
Le rayonnement gamma rompt les chaînes de polymères et crée des radicaux libres, ce qui entraîne la fragilisation, la décoloration et la perte des propriétés mécaniques des matériaux sensibles, tout en ayant un effet minime sur les métaux et les céramiques.
Effets de la dose de rayonnement
La stérilisation gamma typique utilise 25-50 kGy4 qui peuvent être à l'origine de :
Scission des chaînes de polymères5: Les photons à haute énergie brisent les liaisons moléculaires, réduisant ainsi le poids moléculaire et la résistance mécanique. Cet effet est cumulatif et irréversible.
Formation de la réticulation : Certains polymères forment des liaisons transversales supplémentaires sous l'effet du rayonnement, ce qui peut améliorer certaines propriétés tout en réduisant la flexibilité.
Dégradation oxydative : Les rayonnements créent des espèces réactives qui continuent à dégrader les matériaux longtemps après l'exposition, en particulier dans les environnements riches en oxygène.
Comparaison des performances des matériaux
| Matériau | Résistance aux rayons gamma | Limite de dose typique | Principales considérations |
|---|---|---|---|
| Nylon 66 | Modéré | 25-50 kGy | Jaunissement, fragilisation |
| PEEK | Excellent | >100 kGy | Modifications minimes de la propriété |
| PTFE | Pauvre | <25 kGy | Dégradation sévère |
| ACIER INOXYDABLE 316L | Excellent | Pas de limite pratique | Non affecté |
| Silicone | Bon | 50-100 kGy | Un certain durcissement |
Modèles de dégradation à long terme
Contrairement aux effets de l'autoclave qui apparaissent immédiatement, les dommages causés par le rayonnement gamma se manifestent souvent au fil du temps. Nous avons suivi des glandes dans des installations pharmaceutiques et constaté que la dégradation induite par les rayonnements se poursuit pendant des mois après la stérilisation, ce qui affecte particulièrement les glandes de l'industrie pharmaceutique :
- Résistance à la déformation par compression du joint
- Exigences en matière de couple d'engagement du filetage
- Force de préhension et rétention du câble
Quels sont les matériaux les plus performants selon les différentes méthodes de stérilisation ?
Pour choisir la combinaison optimale de matériaux, il faut comprendre les caractéristiques de performance immédiates et à long terme.
Le PEEK et l'acier inoxydable 316L offrent des performances supérieures dans les deux méthodes de stérilisation, tandis que les fluoropolymères spécialisés et les silicones de qualité médicale assurent une excellente intégrité du joint dans des conditions spécifiques.
Matériaux optimisés pour l'autoclave
Matériaux primaires du corps :
- PEEK : Stabilité thermique exceptionnelle, fluage minimal, excellente résistance chimique
- Acier inoxydable 316L : Durabilité supérieure, répartition uniforme de la chaleur, résistance à la corrosion
- PPS modifié : Bonnes performances à un coût inférieur à celui du PEEK
Solutions d'étanchéité :
- FFKM (élastomère perfluoré) : Excellente performance à haute température, inertie chimique
- EPDM de qualité médicale : Rentable pour les applications à température modérée
- Joints toriques encapsulés en PTFE : Combiner la résistance chimique du PTFE avec l'étanchéité de l'élastomère
Combinaisons résistantes aux rayons gamma
Pour les applications de stérilisation aux rayons gamma, la sélection des matériaux se concentre sur la stabilité aux rayonnements :
Configurations optimales :
- Corps en acier inoxydable avec inserts en PEEK
- Joints en silicone de dureté appropriée
- Composites chargés de céramique pour des applications extrêmes
Un projet récent avec un fabricant japonais d'appareils médicaux nécessitait des presse-étoupes capables de résister aux deux méthodes de stérilisation. Nous avons développé une solution hybride utilisant des corps en acier inoxydable 316L, des serre-câbles en PEEK et des joints en FFKM spécialement formulés. Après 500 cycles de stérilisation combinés, tous les paramètres de performance sont restés conformes aux spécifications.
Optimisation des coûts et des performances
Si les matériaux de qualité supérieure offrent des performances supérieures, le choix des matériaux est souvent dicté par des considérations de coût :
Niveau haute performance : Combinaisons PEEK/316L pour les applications critiques
Solutions de milieu de gamme : Nylon modifié avec joints améliorés pour usage modéré
Options budgétaires : Nylon standard avec matériaux d'étanchéité améliorés pour des cycles limités
Comment optimiser la sélection des presse-étoupes pour les applications de stérilisation ?
Une sélection réussie des glandes nécessite une évaluation systématique des exigences de l'application et des protocoles de stérilisation.
Optimisez la sélection des presse-étoupes en analysant la fréquence de stérilisation, les niveaux d'exposition à la température/au rayonnement, les exigences en matière de compatibilité chimique et le coût total de possession, y compris les coûts de remplacement et d'immobilisation.
Cadre d'évaluation des candidatures
Étape 1 : Analyse du protocole de stérilisation
- Documenter les paramètres exacts de température, de pression et de durée
- Identifier les niveaux de dose de rayonnement et la fréquence d'exposition
- Tenir compte des exigences en matière de stérilisation combinée
- Évaluer l'exposition aux produits chimiques pendant et entre les cycles
Étape 2 : Exigences de performance
- Définir le maintien de l'indice IP minimum
- Spécifier les exigences en matière de force de rétention du câble
- Établir des attentes acceptables en matière de durée de vie
- Identifier les conséquences critiques d'une défaillance
Étape 3 : Évaluation économique
- Calculer le coût total de possession sur la durée de vie prévue
- Inclure les coûts de main-d'œuvre de remplacement et les dépenses liées aux temps d'arrêt
- Tenir compte des besoins en stocks et en pièces de rechange
- Évaluer les coûts de qualification et de certification des fournisseurs
Considérations relatives à la conception
Gestion thermique : Concevoir les assemblages de manière à minimiser les concentrations de contraintes thermiques. Utiliser des matériaux ayant des coefficients de dilatation similaires dans la mesure du possible, et prévoir un allègement des contraintes dans les zones critiques.
Conception du sceau : Mettre en place des joints d'étanchéité redondants lorsque c'est nécessaire. Envisager des joints dynamiques pour les applications soumises à des cycles thermiques, et des joints statiques pour les applications soumises uniquement à des radiations.
Compatibilité des matériaux : S'assurer que tous les matériaux de l'assemblage sont compatibles à la fois avec la méthode de stérilisation et avec l'environnement d'utilisation. Accorder une attention particulière aux interfaces métal-polymère.
Validation et essais
Une validation correcte permet d'éviter des défaillances coûteuses sur le terrain :
- Tests de vieillissement accéléré simulant plusieurs cycles de stérilisation
- Vérification de l'indice IP après exposition à la stérilisation
- Essais de propriétés mécaniques des composants critiques
- Suivi à long terme des performances dans des applications réelles
Conclusion
L'impact des méthodes de stérilisation sur les matériaux des presse-étoupes est complexe et spécifique à chaque application. La stérilisation à l'autoclave affecte principalement les matériaux par des contraintes thermiques et des changements dimensionnels, tandis que le rayonnement gamma provoque une dégradation au niveau moléculaire qui se poursuit dans le temps. Pour réussir, il faut sélectionner les matériaux avec soin, tenir compte des considérations de conception appropriées et procéder à des tests de validation approfondis. Qu'il s'agisse de cycles quotidiens en autoclave, comme dans l'établissement pharmaceutique de David, ou d'exigences de stérilisation combinée, il est essentiel de comprendre les interactions entre les matériaux pour obtenir des performances fiables à long terme. 😉
FAQ sur les effets de la stérilisation sur les glandes du câble
Q : Combien de cycles d'autoclave les presse-étoupes en nylon standard peuvent-ils supporter ?
A : Les presse-étoupes standard en nylon 66 résistent généralement à 50-100 cycles d'autoclave avant de présenter une dégradation significative. Les performances varient en fonction des paramètres spécifiques de température, de pression et de durée du cycle.
Q : Quelle est la différence entre les effets de la stérilisation gamma et de la stérilisation en autoclave sur les scellés ?
A : La stérilisation en autoclave provoque une dégradation thermique immédiate et une compression des joints, tandis que le rayonnement gamma crée des dommages moléculaires à long terme qui se poursuivent après l'exposition. Les effets de l'autoclave sont prévisibles et immédiats, tandis que les effets des rayons gamma sont cumulatifs et différés.
Q : Les presse-étoupes peuvent-ils être stérilisés plusieurs fois avec des méthodes différentes ?
A : Oui, mais le choix du matériau devient critique. Les combinaisons de PEEK et d'acier inoxydable 316L supportent bien les méthodes de stérilisation multiples, tandis que les matériaux standard en nylon et en PTFE peuvent se détériorer rapidement en cas d'exposition combinée.
Q : Comment puis-je savoir si mes presse-étoupes peuvent être stérilisés ?
A : Vérifiez les spécifications du fabricant en ce qui concerne la compatibilité avec la stérilisation, les températures nominales et les limites de cycle. Demandez des données d'essai montrant le maintien de l'indice IP après exposition à la stérilisation. En cas de doute, effectuez des essais de qualification avec vos paramètres de stérilisation spécifiques.
Q : Quel est le matériau le plus rentable pour des besoins de stérilisation modérés ?
A : Le nylon modifié avec des joints EPDM ou silicone améliorés offre de bonnes performances pour les exigences modérées de l'autoclave (20-50 cycles). Pour les applications gamma, le nylon avec joints en silicone est une solution de milieu de gamme entre les matériaux standard et les options PEEK haut de gamme.
-
Découvrez les principes de la stérilisation à la vapeur et comment les autoclaves utilisent de la vapeur à haute pression et à haute température pour tuer les micro-organismes. ↩
-
Découvrez comment les rayons gamma sont utilisés pour stériliser les dispositifs médicaux et d'autres produits en décomposant l'ADN microbien. ↩
-
Découvrez les propriétés exceptionnelles de résistance mécanique, thermique et chimique de ce thermoplastique technique haute performance. ↩
-
Comprendre la définition du gray (Gy) et du kilogray (kGy) en tant qu'unités de dose de rayonnements ionisants absorbés. ↩
-
Découvrez le processus chimique de scission de la chaîne, qui consiste à briser les chaînes de polymères, ce qui entraîne une réduction du poids moléculaire. ↩
