

Introduction
Les différences de dilatation thermique entre les composants des presse-étoupes sont à l'origine de défaillances d'étanchéité, de fuites et de dommages catastrophiques aux équipements pendant les cycles de température. Les taux de dilatation différentiels créent des concentrations de contraintes qui compromettent la compression du joint, faussent l'engagement du filetage et réduisent la durée de vie de l'équipement. Indices IP1 de 2 à 3 niveaux, ce qui entraîne des infiltrations d'humidité, de la corrosion et des défaillances électriques dans les systèmes critiques.
Matériaux des presse-étoupes avec les coefficients de dilatation thermique2 Les matériaux dont la température est comprise entre 10 et 30 × 10-⁶/°C conservent une intégrité optimale du joint pendant les cycles de température, tandis que les matériaux dont la température est supérieure à 50 × 10-⁶/°C subissent des changements dimensionnels importants qui compromettent la compression du joint et les performances d'étanchéité, ce qui nécessite une sélection minutieuse des matériaux et des considérations de conception pour garantir un fonctionnement fiable dans des plages de température allant de -40°C à +150°C dans des applications industrielles exigeantes.
Après avoir analysé des milliers de défaillances de presse-étoupes dans des installations pétrochimiques, de production d'énergie et marines au cours de la dernière décennie, j'ai découvert que l'inadéquation des coefficients de dilatation thermique est le coupable caché de 40% des défaillances de joints dans des environnements soumis à des cycles de température, qui se manifestent souvent des mois après l'installation lorsque la contrainte thermique s'accumule au-delà des limites du matériau.
Table des matières
- Que sont les coefficients de dilatation thermique et pourquoi sont-ils importants pour les presse-étoupes ?
- Comment les différents matériaux de presse-étoupe se comparent-ils en termes de dilatation thermique ?
- Quelles stratégies de conception permettent de prendre en compte la dilatation thermique dans les presse-étoupes ?
- Comment les conditions de cyclage en température affectent-elles les performances des joints ?
- Quelles méthodes d'essai permettent d'évaluer les effets de la dilatation thermique sur les presse-étoupes ?
- FAQ sur la dilatation thermique des presse-étoupes
Que sont les coefficients de dilatation thermique et pourquoi sont-ils importants pour les presse-étoupes ?
La compréhension des coefficients de dilatation thermique révèle le mécanisme fondamental à l'origine des défaillances d'étanchéité liées à la température dans les systèmes de presse-étoupe.
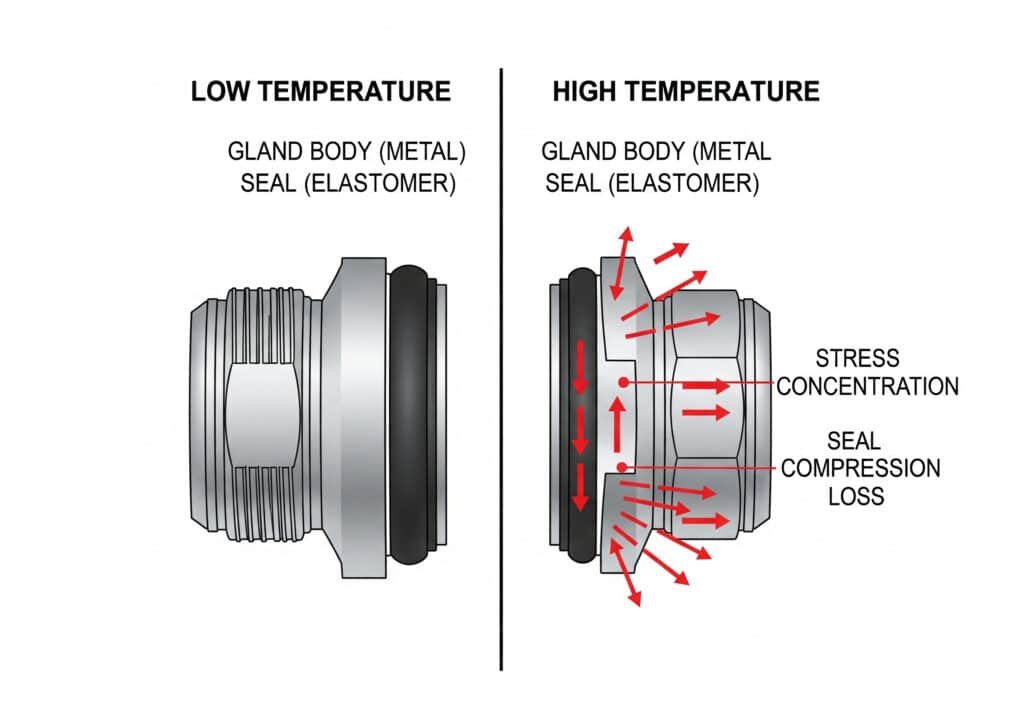
Le coefficient de dilatation thermique mesure la variation dimensionnelle par degré d'augmentation de la température, généralement exprimée en × 10-⁶/°C. Les composants des presse-étoupes subissent des taux de dilatation différents qui créent des concentrations de contraintes, une perte de compression du joint et une perturbation de l'interface d'étanchéité pendant les cycles de température, ce qui rend la sélection des matériaux et la compatibilité thermique essentielles pour maintenir les indices IP et empêcher la pénétration de l'humidité dans les environnements exigeants.
Principes fondamentaux de la dilatation thermique
Définition du coefficient :
- Dilatation linéaire par unité de longueur et par degré Celsius
- Mesuré en micromètres par mètre et par degré (μm/m/°C).
- Propriété spécifique au matériau variant avec la température
- Essentiel pour les assemblages multi-matériaux
Calcul de l'expansion :
- ΔL = L₀ × α × ΔT
- ΔL = variation de longueur
- L₀ = longueur originale
- α = coefficient de dilatation thermique
- ΔT = changement de température
Défis multi-matériaux :
- Des taux d'expansion différents créent des tensions internes
- Séparation ou compression des interfaces
- Déformation du joint et défaillance de l'étanchéité
- Problèmes d'engagement du fil
Impact sur les performances des presse-étoupes
Effets d'interface des joints :
- La compression du joint varie en fonction de la température
- Variations dimensionnelles de la gorge du joint torique
- Fluctuations de la pression de contact
- Développement du chemin de fuite
Problèmes d'engagement du fil :
- La croissance thermique affecte l'ajustement du filetage
- Desserrage pendant les cycles de refroidissement
- Liaison pendant les cycles de chauffage
- Variations du couple d'installation
Distorsion du logement :
- Une dilatation non uniforme crée des déformations
- Modification de la planéité de la surface du joint
- Perte de concentration dans les joints cylindriques
- Concentration des contraintes aux interfaces des matériaux
J'ai travaillé avec Elena, ingénieur de maintenance dans une centrale solaire en Arizona, où les variations extrêmes de température quotidienne, de 5°C la nuit à 55°C au plus fort de l'ensoleillement, provoquaient des défaillances récurrentes des joints de presse-étoupe dans les boîtes de raccordement DC, jusqu'à ce que nous mettions en œuvre des matériaux adaptés à la dilatation thermique.
L'usine d'Elena a enregistré une réduction de 60% des défaillances liées aux joints après avoir remplacé les presse-étoupes en matériaux mixtes par des modèles en polymère thermocompatibles qui maintiennent une compression constante des joints sur toute la plage de température quotidienne de 50°C.
Plages de températures critiques
Applications industrielles :
- Équipement de traitement : -20°C à +200°C
- Production d'électricité : -40°C à +150°C
- Environnements marins : -10°C à +60°C
- Installations solaires : De -30°C à +80°C
Exemples d'ampleur de l'expansion :
- Composant en laiton de 100 mm : dilatation de 1,9 mm à 100 °C
- Composant en aluminium de 100 mm : dilatation de 2,3 mm à 100 °C
- Composant en acier de 100 mm : dilatation de 1,2 mm à 100 °C
- Composant polymère de 100 mm : dilatation de 5 à 15 mm à 100 °C
Accumulation de stress :
- Les cycles répétés provoquent de la fatigue
- Déformation permanente dans les matériaux mous
- Initiation de fissures au niveau des concentrateurs de contraintes
- Dégradation progressive du joint
Comment les différents matériaux de presse-étoupe se comparent-ils en termes de dilatation thermique ?
Une analyse approfondie des matériaux utilisés pour les presse-étoupes révèle des différences significatives dans les caractéristiques de dilatation thermique qui affectent l'intégrité du joint.
Les presse-étoupes en acier inoxydable présentent un coefficient de dilatation de 17 × 10-⁶/°C, ce qui leur confère une excellente stabilité dimensionnelle, le laiton affiche 19 × 10-⁶/°C avec une bonne compatibilité thermique, l'aluminium affiche 23 × 10-⁶/°C, ce qui nécessite une conception minutieuse, tandis que les matériaux polymères varient de 20 à 150 × 10-⁶/°C en fonction de la formulation, les grades remplis de verre offrant une meilleure stabilité pour les applications soumises à des cycles de température.
Matériaux des presse-étoupes en métal
Tableau de comparaison des matériaux :
| Matériau | Coefficient de dilatation (× 10-⁶/°C) | Plage de température | Stabilité dimensionnelle | Facteur de coût | Applications |
|---|---|---|---|---|---|
| Acier inoxydable 316 | 17 | De -200°C à +800°C | Excellent | 3.0x | Chimique, marine |
| Laiton | 19 | De -200°C à +500°C | Très bon | 2.0x | Industrie générale |
| Aluminium | 23 | De -200°C à +600°C | Bon | 1.5x | Applications légères |
| Acier au carbone | 12 | De -40°C à +400°C | Excellent | 1.0x | Standard industriel |
| Cuivre | 17 | De -200°C à +400°C | Très bon | 2.5x | Applications électriques |
Performance de l'acier inoxydable
Acier inoxydable 316 :
- Faible coefficient de dilatation : 17 × 10-⁶/°C
- Excellente résistance à la corrosion
- Capacité de température étendue
- Un coût élevé pour des performances supérieures
Caractéristiques thermiques :
- Changement dimensionnel minime
- Compression constante du joint
- Excellente résistance à la fatigue
- Stabilité à long terme
Avantages de l'application :
- Environnements de traitement chimique
- Installations marines et offshore
- Applications à haute température
- Exigences critiques en matière d'étanchéité
Analyse des presse-étoupes en laiton
Alliage de laiton Propriétés :
- Expansion modérée : 19 × 10-⁶/°C
- Bonne conductivité thermique
- Excellente usinabilité
- Une solution rentable
Caractéristiques de performance :
- Comportement prévisible de l'expansion
- Bonne stabilité dimensionnelle
- Compatible avec la plupart des matériaux d'étanchéité
- Expérience confirmée
Considérations relatives à la conception :
- Dézincification3 dans des environnements agressifs
- Problèmes de compatibilité galvanique
- Limites de température de certains alliages
- Exigences en matière d'inspection régulière
Variations des matériaux polymères
Presse-étoupe en nylon :
- PA66 : 80-100 × 10-⁶/°C
- PA12 : 100-120 × 10-⁶/°C
- Grades remplis de verre : 20-40 × 10-⁶/°C
- Effets significatifs de l'humidité
Plastiques techniques :
- PEEK : 47 × 10-⁶/°C
- PPS : 50 × 10-⁶/°C
- PC : 65 × 10-⁶/°C
- Meilleure stabilité dimensionnelle
Effets de renforcement :
- La fibre de verre 30% réduit l'expansion de 60-70%
- La fibre de carbone améliore encore la stabilité
- Les charges minérales offrent une amélioration rentable
- L'orientation des fibres affecte la direction de l'expansion
Je me souviens avoir travaillé avec Yuki, chef de projet dans une usine de fabrication automobile à Osaka, au Japon, où les cycles de température de l'air ambiant à 120°C dans les opérations de la cabine de peinture nécessitaient des presse-étoupes avec une dilatation thermique minimale pour maintenir l'intégrité du joint d'étanchéité.
L'équipe de Yuki a choisi des presse-étoupes en nylon chargé de verre avec un coefficient de dilatation de 25 × 10-⁶/°C, ce qui a permis d'obtenir un fonctionnement sans entretien pendant plus de 5 ans par rapport aux presse-étoupes en nylon standard qui devaient être remplacés tous les 18 mois en raison des dommages causés par le cycle thermique.
Considérations relatives à la compatibilité thermique
Correspondance des matériaux :
- Coefficients d'expansion similaires préférés
- Transitions graduelles entre des matériaux dissemblables
- Des interfaces flexibles pour s'adapter aux différences
- Caractéristiques de la conception anti-stress
Sélection du matériau du joint :
- EPDM : 150-200 × 10-⁶/°C
- Nitrile : 200-250 × 10-⁶/°C
- Silicone : 300-400 × 10-⁶/°C
- PTFE : 100-150 × 10-⁶/°C
Conception de l'interface :
- Dispositifs d'étanchéité flottante
- Systèmes de compression à ressort
- Joints de dilatation à soufflet
- Systèmes d'étanchéité en plusieurs étapes
Quelles stratégies de conception permettent de prendre en compte la dilatation thermique dans les presse-étoupes ?
Les approches de conception technique permettent de gérer efficacement les effets de la dilatation thermique afin de maintenir l'intégrité du joint à travers les cycles de température.
Les joints flottants permettent un mouvement thermique indépendant tout en maintenant la compression, les systèmes à ressort assurent une pression constante du joint quelle que soit la dilatation thermique, les interfaces de type soufflet s'adaptent aux changements dimensionnels importants, et l'étanchéité à plusieurs niveaux crée une protection redondante contre les fuites induites par la dilatation thermique, une conception appropriée réduisant la contrainte thermique de 70-80% par rapport à des assemblages rigides.
Conception du joint flottant
Principes de conception :
- L'élément d'étanchéité se déplace indépendamment du boîtier
- Maintient une force de compression constante
- Prise en compte de l'expansion différentielle
- Empêche la concentration des contraintes
Méthodes de mise en œuvre :
- Rainure du joint torique avec jeu
- Support de joint flottant
- Porte-joint à ressort
- Interfaces à membrane flexible
Avantages en termes de performance :
- Pression d'étanchéité constante
- Réduction des contraintes thermiques
- Durée de vie prolongée
- Fiabilité accrue
Systèmes de compression à ressort
Mécanismes à force constante :
- Les rondelles Belleville assurent une pression constante
- Les ressorts ondulés s'adaptent à l'expansion
- Les ressorts hélicoïdaux maintiennent la compression
- Actionneurs pneumatiques pour applications critiques
Calculs de conception :
- Sélection du taux de ressort
- Exigences en matière de force de compression
- Distance de déplacement Hébergement
- Considérations sur la durée de vie à la fatigue
Exemples d'application :
- Équipement de traitement à haute température
- Environnements de cyclage thermique
- Applications d'étanchéité critiques
- Exigences de fiabilité à long terme
Soufflets et joints de dilatation
Soufflet Caractéristiques de conception :
- La structure ondulée s'adapte aux mouvements
- Le faible taux de ressort minimise les contraintes
- Les convolutions multiples augmentent les déplacements
- Construction en acier inoxydable pour une plus grande durabilité
Applications de joints de dilatation :
- Grandes plages de température
- Environnements à fortes contraintes thermiques
- Raccordements aux pipelines
- Interfaces des équipements
Caractéristiques de performance :
- Durée de vie élevée
- Transmission de force minimale
- Excellente performance d'étanchéité
- Fonctionnement sans entretien
Systèmes d'étanchéité en plusieurs étapes
Protection redondante :
- Joints primaires et secondaires
- Hébergement thermal indépendant
- Isolation du mode de défaillance
- Fiabilité accrue
Configuration de la scène :
- Première étape : scellement grossier
- Deuxième étape : scellement fin
- Troisième étape : protection de la sauvegarde
- Capacités de surveillance
Avantages de l'entretien :
- Modes de défaillance prévisibles
- Capacité de surveillance des conditions
- Calendrier de remplacement échelonné
- Réduction du risque de temps d'arrêt
Chez Bepto, nous incorporons des caractéristiques d'adaptation à la dilatation thermique dans nos conceptions de presse-étoupes, y compris des arrangements de joints flottants et des systèmes de compression à ressort qui maintiennent l'intégrité du joint sur des plages de température allant de -40°C à +150°C dans des applications industrielles exigeantes.
Stratégie de sélection des matériaux
Correspondance thermique :
- Coefficients de dilatation similaires
- Transitions progressives des matériaux
- Plages thermiques compatibles
- Réduction du stress
Conception de l'interface :
- Connexions flexibles
- Interfaces coulissantes
- Matériaux conformes
- Caractéristiques anti-stress
Contrôle de la qualité :
- Essais de cyclage thermique
- Vérification dimensionnelle
- Validation des performances des joints
- Évaluation de la fiabilité à long terme
Comment les conditions de cyclage en température affectent-elles les performances des joints ?
Les paramètres des cycles de température influencent considérablement les performances des joints de presse-étoupe et leur fiabilité à long terme.
Les changements de température rapides créent des contraintes thermiques plus élevées que les transitions graduelles, avec des taux de cycles supérieurs à 5°C/minute provoquant une distorsion du joint et une défaillance prématurée, tandis que l'amplitude de la plage de température affecte directement les niveaux de contrainte d'expansion, et la fréquence des cycles détermine l'accumulation de fatigue, ce qui nécessite une analyse minutieuse des conditions de fonctionnement réelles pour prédire les performances du joint et établir des calendriers de maintenance.
Effets de la cadence de pédalage
Changements rapides de température :
- Génération d'une forte contrainte thermique
- Expansion inégale des composants
- Déformation et endommagement des joints
- Durée de vie réduite
Seuils de taux critiques :
- <1°C/minute : Impact minimal du stress
- 1-5°C/minute : Niveaux de stress modérés
- 5-10°C/minute : Conditions de contraintes élevées
- 10°C/minute : Risque de contraintes et de dommages importants
Considérations relatives aux chocs thermiques :
- Exposition soudaine à la température
- Modifications des propriétés des matériaux
- Initiation et propagation des fissures
- Scénarios d'arrêt d'urgence
Plage de température Impact
Effets de l'ampleur de la portée :
- Relation linéaire avec la contrainte d'expansion
- Des plages plus importantes entraînent des dommages proportionnels
- Seuils critiques pour chaque matière
- Dommages cumulés dans le temps
Plages de fonctionnement courantes :
- Systèmes de chauffage, de ventilation et de climatisation : Plage de 20 à 30°C
- Équipement de traitement : Gamme 50-100°C
- Production d'énergie : Plage de 100 à 150°C
- Applications extrêmes : Gamme >200°C
Calcul des contraintes :
- Contrainte thermique = E × α × ΔT
- E = module d'élasticité
- α = coefficient de dilatation
- ΔT = changement de température
Analyse de la fréquence des cycles
Accumulation de la fatigue :
- Chaque cycle contribue à l'endommagement
- Croissance de la fissure en cas de chargement répété
- Dégradation des propriétés des matériaux
- Détérioration progressive du joint
Catégories de fréquence :
- Cycles quotidiens : Applications solaires, CVC
- Cycles de processus : Opérations par lots
- Démarrage/arrêt : Équipement intermittent
- Cycles d'urgence : Activation du système de sécurité
Méthodes de prédiction de la durée de vie :
- Analyse de la courbe S-N
- Règle du mineur pour les dommages cumulés
- Corrélation des tests accélérés
- Validation des données de terrain
J'ai travaillé avec Omar, directeur d'un complexe pétrochimique au Koweït, dont les colonnes de distillation subissaient de fortes variations de température pendant les opérations de démarrage et d'arrêt, entraînant des défaillances des joints de presse-étoupe qui ont pu être éliminées grâce à des conceptions compatibles avec la dilatation thermique.
L'usine d'Omar a enregistré des cycles de température allant de 40°C ambiants à 180°C de température de fonctionnement sur des périodes de 2 heures, créant un stress thermique qui a entraîné la défaillance des presse-étoupes standard dans les 6 mois, alors que nos solutions conçues thermiquement ont permis un fonctionnement fiable pendant plus de 3 ans.
Facteurs environnementaux
Conditions ambiantes :
- Effets de la température de référence
- Impact de l'humidité sur l'expansion
- Effets du vent et de la convection
- Influence du rayonnement solaire
Interactions de processus :
- Production de chaleur par l'équipement
- Efficacité de l'isolation
- Effets de masse thermique
- Mécanismes de transfert de chaleur
Variations saisonnières :
- Cycles annuels de température
- Impact de la localisation géographique
- Effets de la configuration météorologique
- Considérations sur les tendances à long terme
Surveillance et prévision
Mesure de la température :
- Systèmes de surveillance continue
- Capacités d'enregistrement des données
- Analyse des tendances
- Maintenance prédictive
Indicateurs de performance :
- Mesures de compression des joints
- Systèmes de détection des fuites
- Surveillance des vibrations
- Protocoles d'inspection visuelle
Programmation de la maintenance :
- Suivi du nombre de cycles
- Remplacement en fonction des conditions
- Intervalles de maintenance préventive
- Procédures d'intervention en cas d'urgence
Quelles méthodes d'essai permettent d'évaluer les effets de la dilatation thermique sur les presse-étoupes ?
Les méthodes d'essai normalisées fournissent des données quantitatives permettant d'évaluer les effets de la dilatation thermique sur les performances des joints de presse-étoupe.
ASTM E8314 mesure les coefficients de dilatation thermique linéaire à l'aide de la dilatométrie, tandis que les essais de cyclage thermique testent la résistance à l'usure des matériaux. IEC 60068-2-145 évaluent l'intégrité du joint par exposition répétée à la température, et des protocoles d'essai personnalisés simulent les conditions de fonctionnement réelles, y compris les taux de cyclage, les plages de température et les facteurs environnementaux, afin de valider les performances des presse-étoupes et de prédire leur durée de vie.
Méthodes d'essai standard
ASTM E831 - Dilatation thermique linéaire :
- Technique de mesure dilatométrique
- Augmentation contrôlée de la température
- Mesure précise des dimensions
- Caractérisation des propriétés des matériaux
Procédure d'essai :
- Préparation et conditionnement des échantillons
- Établissement de la mesure de référence
- Chauffage et refroidissement contrôlés
- Contrôle continu des dimensions
Analyse des données :
- Calcul du coefficient de dilatation
- Évaluation de la dépendance à l'égard de la température
- Évaluation de l'effet d'hystérésis
- Capacité de comparaison des matériaux
Protocoles d'essai de cyclage thermique
IEC 60068-2-14 - Cyclage en température :
- Conditions de test standardisées
- Plages de température définies
- Taux de cyclage spécifiés
- Établissement de critères de performance
Paramètres de test :
- Plage de température : -40°C à +150°C
- Taux de cyclage : 1°C/minute typique
- Temps d'attente : 30 minutes minimum
- Nombre de cycles : 100-1000 cycles
Évaluation des performances :
- Test d'intégrité des joints
- Mesure dimensionnelle
- Inspection visuelle
- Vérification fonctionnelle
Tests d'applications personnalisées
Simulation du monde réel :
- Profils de température de fonctionnement réels
- Conditions environnementales spécifiques au site
- Modèles de cyclisme spécifiques à l'équipement
- Essais d'exposition à long terme
Tests accélérés :
- Plages de températures élevées
- Augmentation des taux de cyclisme
- Durées d'essai prolongées
- Accélération du mode de défaillance
Mesures de performance :
- Mesure du taux de fuite
- Détermination du jeu de compression
- Modifications des propriétés des matériaux
- Prévision de la durée de vie
Mise en œuvre du contrôle de la qualité
Test des matériaux entrants :
- Vérification du coefficient de dilatation
- Cohérence d'un lot à l'autre
- Qualification des fournisseurs
- Certification des matériaux
Test de production :
- Cycle thermique de l'assemblage
- Validation des performances des joints
- Vérification dimensionnelle
- Intégration du système de qualité
Corrélation des performances sur le terrain :
- Comparaison entre le laboratoire et le monde réel
- Validation des facteurs environnementaux
- Raffinement du modèle prédictif
- Intégration du retour d'information des clients
Chez Bepto, nous réalisons des essais complets de dilatation thermique en utilisant à la fois des méthodes standard et des protocoles personnalisés qui simulent les conditions de fonctionnement réelles, fournissant aux clients des données de performance fiables et des prévisions de durée de vie pour leurs applications spécifiques et leurs exigences environnementales.
Interprétation et application des données
Analyse du coefficient de dilatation :
- Caractérisation de la dépendance à la température
- Comparaison et classement des matériaux
- Établissement des paramètres de conception
- Élaboration des spécifications
Résultats du cyclage thermique :
- Identification du mode de défaillance
- Prévision de la durée de vie
- Détermination de l'intervalle de maintenance
- Conseils pour l'optimisation de la conception
Validation des performances :
- Corrélation entre les données de laboratoire et les données de terrain
- Confirmation du facteur environnemental
- Précision du modèle prédictif
- Vérification de la satisfaction des clients
Conclusion
Les coefficients de dilatation thermique affectent de manière critique l'intégrité du joint de presse-étoupe pendant les cycles de température, les matériaux présentant 10-30 × 10-⁶/°C offrant une stabilité dimensionnelle optimale, tandis que les coefficients plus élevés compromettent la compression du joint et les performances d'étanchéité. L'acier inoxydable offre une stabilité supérieure à 17 × 10-⁶/°C, le laiton offre de bonnes performances à 19 × 10-⁶/°C, tandis que les matériaux polymères nécessitent un renforcement en verre pour obtenir des caractéristiques de dilatation thermique acceptables. Les stratégies de conception, notamment les joints flottants, les systèmes à ressort et les interfaces à soufflet, permettent de compenser efficacement la dilatation thermique tout en préservant l'intégrité du joint. La vitesse des cycles de température, l'amplitude de la plage et la fréquence influencent de manière significative les performances des joints et leur durée de vie. Les méthodes d'essai normalisées telles que ASTM E831 et IEC 60068-2-14 permettent une évaluation fiable des effets de la dilatation thermique, tandis que les protocoles personnalisés simulent les conditions du monde réel. Chez Bepto, nous proposons des modèles de presse-étoupes compatibles avec la dilatation thermique avec des données d'essai complètes pour garantir des performances d'étanchéité fiables sur des plages de température allant de -40°C à +150°C dans des applications industrielles exigeantes. N'oubliez pas que la compréhension de la dilatation thermique est la clé de la prévention des défaillances coûteuses des joints dans les environnements soumis à des cycles de température ! 😉
FAQ sur la dilatation thermique des presse-étoupes
Q : Quel est le meilleur coefficient de dilatation thermique pour les presse-étoupes ?
A : Les matériaux dont les coefficients de dilatation thermique sont compris entre 10 et 30 × 10-⁶/°C assurent une intégrité optimale du joint pendant les cycles de température. L'acier inoxydable (17 × 10-⁶/°C) et le laiton (19 × 10-⁶/°C) offrent une excellente stabilité dimensionnelle, tandis que les matériaux polymères nécessitent un renforcement en verre pour obtenir des performances acceptables.
Q : Quelle variation de température les joints de presse-étoupe peuvent-ils supporter ?
A : Des joints de presse-étoupe bien conçus peuvent supporter des plages de température de 100 à 150°C lorsque des matériaux et des caractéristiques d'adaptation adéquats sont utilisés. Les variations rapides de température supérieures à 5°C/minute créent des contraintes plus importantes que les transitions progressives et peuvent nécessiter des considérations particulières en matière de conception.
Q : Pourquoi les joints de presse-étoupe sont-ils défectueux lors des cycles de température ?
A : Les défaillances des joints sont dues à une dilatation thermique différentielle entre les composants qui crée des concentrations de contraintes, une perte de compression du joint et une séparation de l'interface. Ce sont les coefficients de dilatation inadaptés qui posent le plus de problèmes, en particulier en cas de changements de température rapides ou d'écarts de température importants.
Q : Puis-je éviter les problèmes de dilatation thermique dans les presse-étoupes existants ?
A : Les installations existantes peuvent être améliorées en utilisant des matériaux de joints compatibles, en appliquant un couple d'installation approprié et en mettant en œuvre des procédures de changement de température progressif lorsque cela est possible. Toutefois, les disparités fondamentales en matière de dilatation thermique exigent généralement le remplacement des composants par des modèles thermiquement compatibles.
Q : Comment calculer la dilatation thermique pour mon application de presse-étoupe ?
A : Utilisez la formule ΔL = L₀ × α × ΔT, où ΔL est la variation de longueur, L₀ est la longueur d'origine, α est le coefficient de dilatation thermique et ΔT est la variation de température. Pour un composant en laiton de 100 mm avec une augmentation de température de 50 °C : ΔL = 100 × 19 × 10-⁶ × 50 = 0,095 mm de dilatation.
-
Comprendre le système complet d'évaluation de la protection contre les infiltrations (IP) et ce que chaque chiffre signifie pour l'étanchéité environnementale. ↩
-
Explorer les principes fondamentaux du coefficient de dilatation thermique et la manière dont il varie en fonction des différents matériaux. ↩
-
Découvrez le processus électrochimique de dézincification et la manière dont il dégrade les alliages de laiton dans des environnements spécifiques. ↩
-
Examinez la norme officielle ASTM E831 relative à la mesure de la dilatation thermique linéaire des matériaux solides à l'aide d'une analyse thermomécanique. ↩
-
Accédez aux détails de la norme IEC 60068-2-14, qui décrit les procédures pour les essais environnementaux de cyclage thermique. ↩
