

Introduction
Les presse-étoupes en laiton tombent en panne prématurément dans les environnements corrosifs lorsque l'épaisseur insuffisante du placage permet à l'humidité et aux produits chimiques de pénétrer dans les revêtements protecteurs, ce qui entraîne les conséquences suivantes dézincification1, fissuration par corrosion sous contrainte2et des défaillances catastrophiques des joints qui peuvent compromettre des systèmes électriques entiers dans les mois qui suivent l'installation.
L'épaisseur du nickelage de 10 à 25 microns offre une protection optimale contre la corrosion pour les presse-étoupes en laiton, avec 10 microns pour les applications intérieures, 15 microns pour les environnements marins standard et 25 microns pour les expositions chimiques sévères, offrant une durée de vie 5 à 10 fois supérieure à celle des composants en laiton non plaqués.
Après avoir enquêté pendant dix ans sur les défaillances prématurées des presse-étoupes en laiton dans des secteurs allant des plates-formes pétrolières offshore aux usines de traitement chimique, j'ai appris que l'épaisseur du placage n'est pas seulement une question de protection de surface, mais qu'il s'agit d'assurer une fiabilité à long terme dans des environnements d'exploitation de plus en plus corrosifs, où la défaillance n'est pas une option.
Table des matières
- Quelles sont les causes de la corrosion des presse-étoupes en laiton ?
- Comment l'épaisseur du revêtement affecte-t-elle la protection contre la corrosion ?
- Quels matériaux de placage offrent la meilleure résistance à la corrosion ?
- Quelles sont les exigences optimales en matière d'épaisseur de placage pour différents environnements ?
- Comment tester et vérifier la qualité du placage ?
- FAQ sur le placage et la corrosion des presse-étoupes en laiton
Quelles sont les causes de la corrosion des presse-étoupes en laiton ?
La compréhension des mécanismes de corrosion est essentielle pour sélectionner les spécifications de placage et les exigences d'épaisseur appropriées.
Les presse-étoupes en laiton souffrent de dézincification, corrosion galvanique3Les taux de corrosion s'accélèrent de manière exponentielle au-delà de 40°C et d'une concentration de sel de 3,5%, ce qui rend le placage de protection essentiel pour prolonger la durée de vie.
Mécanismes de corrosion primaires
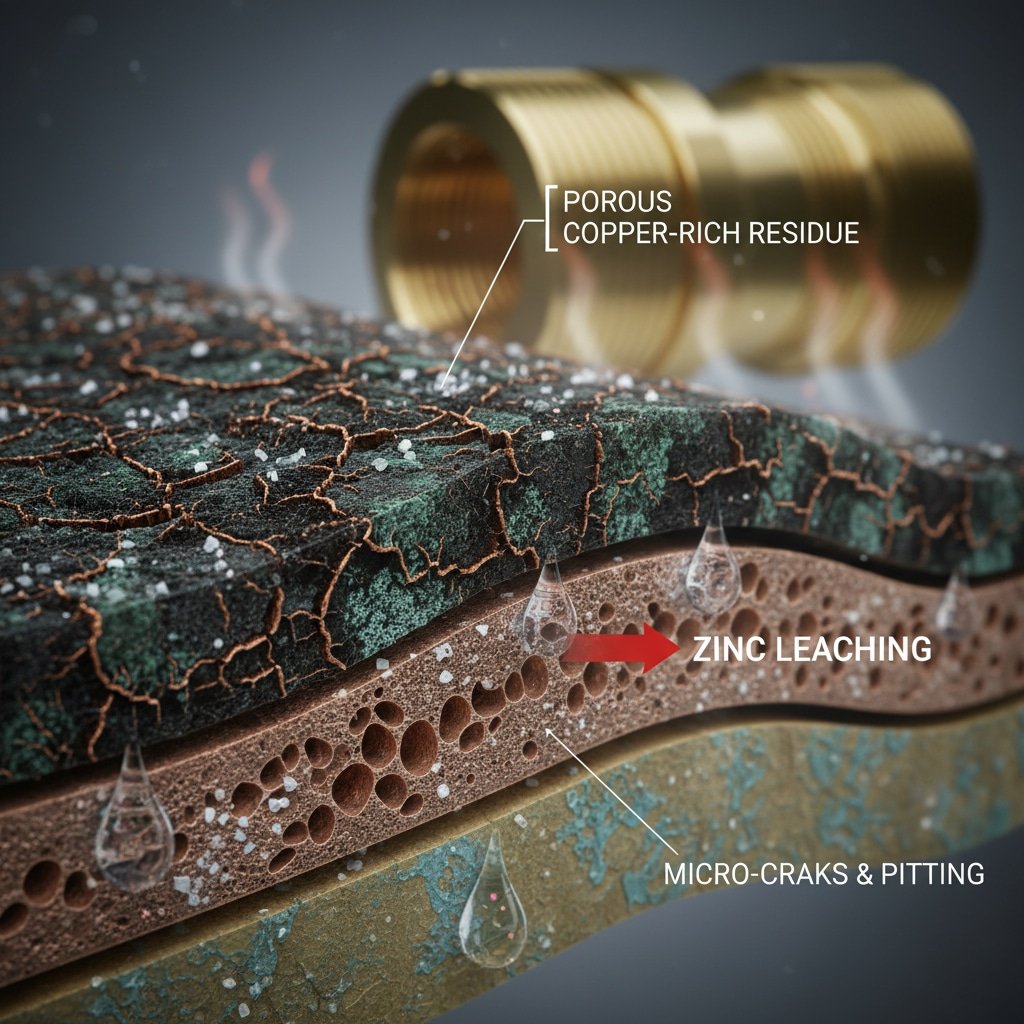
Processus de dézincification :
- Lixiviation sélective du zinc dans un alliage de laiton
- Laisse des résidus poreux riches en cuivre
- Réduit considérablement la résistance mécanique
- Crée des voies d'accès pour la poursuite de la corrosion
Corrosion galvanique :
- Se produit lorsque le laiton entre en contact avec des métaux différents
- Accéléré en présence d'électrolytes
- Le laiton sert d'anode dans la plupart des couples
- Le taux dépend du rapport de surface et de la conductivité
J'ai travaillé avec Henrik, responsable de la maintenance d'une plate-forme pétrolière de la mer du Nord, au large de la Norvège, où des presse-étoupes en laiton non plaqué tombaient en panne en l'espace de 18 mois en raison d'une exposition marine sévère. La combinaison du brouillard salin, des cycles de température et du sulfure d'hydrogène a créé la tempête parfaite pour une corrosion accélérée.
Facteurs environnementaux
Exposition au chlorure :
- L'eau de mer contient 19 000 ppm de chlorures
- Atmosphères industrielles : 10-1000 ppm
- Accélère tous les mécanismes de corrosion
- Pénètre à travers les défauts du revêtement
Effets de la température :
- Le taux de corrosion double à chaque augmentation de 10°C
- Les cycles thermiques créent des concentrations de contraintes
- Dommages dus à la dilatation/contraction Revêtements
- Les températures élevées réduisent l'adhérence du revêtement
Conditions de pH :
- Les environnements acides (pH < 7) accélèrent l'attaque.
- Les conditions alcalines peuvent provoquer des fissures sous contrainte
- Le pH neutre avec les chlorures reste problématique
- Le pouvoir tampon influe sur la vitesse de corrosion
La plate-forme d'Henrik nécessitait une approche globale combinant une épaisseur de placage optimale et une étanchéité environnementale afin d'obtenir des performances fiables à long terme dans l'environnement offshore difficile.
Analyse des modes de défaillance
Répartition des revêtements :
- La formation d'un trou permet la pénétration de l'électrolyte
- Le décollement du revêtement expose le substrat
- Des cellules galvaniques se forment sur les sites défectueux
- La corrosion localisée accélère la défaillance
Dégradation mécanique :
- Perte d'engagement du filetage due à la corrosion
- Réduction de la compression des joints due à la perte de matière
- Les changements dimensionnels affectent l'adhérence du câble
- L'intégrité structurelle est compromise
Impact sur les performances :
- Dégradation de l'indice de protection IP en raison d'une défaillance du joint
- Perte de continuité électrique dans les applications CEM
- Réduction de la force de rétention du câble
- Possibilité de défaillance complète de l'assemblage
Comment l'épaisseur du revêtement affecte-t-elle la protection contre la corrosion ?
L'épaisseur du placage détermine directement la protection de la barrière et la durée de vie des presse-étoupes en laiton dans les environnements corrosifs.
L'épaisseur du placage fournit une protection proportionnelle à la profondeur du revêtement, chaque 5 microns de placage de nickel prolongeant la durée de vie de 2 à 3 ans dans les environnements marins, tandis qu'une épaisseur insuffisante inférieure à 8 microns permet une pénétration rapide et une attaque du substrat dans les 6 à 12 mois suivant l'exposition.
Relation entre l'épaisseur et les performances
Mécanisme de protection des barrières :
- Une barrière physique empêche le contact avec l'électrolyte
- L'épaisseur détermine le temps de pénétration
- La densité des défauts est inversement proportionnelle à l'épaisseur
- Une couverture uniforme est essentielle pour l'efficacité
Corrélation de la durée de vie :
| Épaisseur du placage | Durée de vie à l'intérieur | Durée de vie en mer | Durée de vie des produits chimiques |
|---|---|---|---|
| 5 microns | 3-5 ans | 1 à 2 ans | 6-12 mois |
| 10 microns | 8-12 ans | 3-5 ans | 2-3 ans |
| 15 microns | 15-20 ans | 8-12 ans | 5-8 ans |
| 25 microns | 25 ans et plus | 15-20 ans | 10-15 ans |
Optimisation économique :
- Le coût initial augmente linéairement avec l'épaisseur
- La durée de vie augmente de façon exponentielle
- L'épaisseur optimale permet d'équilibrer le coût et la performance
- Les coûts de remplacement dépassent souvent les primes de placage
Facteurs d'intégrité du revêtement
Je me souviens avoir travaillé avec Fatima, qui dirige une usine pétrochimique à Jubail, en Arabie Saoudite, où l'exposition au sulfure d'hydrogène à haute température provoquait une rupture rapide du revêtement des presse-étoupes plaqués standard.
Exigences en matière d'adhérence :
- Une bonne préparation de la surface est essentielle
- La propreté du support affecte la force d'adhérence
- Les couches intermédiaires améliorent l'adhérence
- Compatibilité avec la dilatation thermique importante
Considérations relatives à l'uniformité :
- Les variations d'épaisseur affectent la protection locale
- Les géométries complexes requièrent une attention particulière
- Distribution de la densité de courant dans le bain de placage
- Le masquage et la fixation influencent l'uniformité
Mesures de contrôle de la qualité :
- Mesure de l'épaisseur aux points critiques
- Test d'adhésion selon les normes ASTM
- Méthodes d'évaluation de la porosité
- Mise en œuvre du contrôle statistique des processus
L'usine de Fatima a exigé un nickelage de 20 microns avec une couche de finition en chrome pour obtenir des performances fiables dans leur environnement chimique sévère, prolongeant la durée de vie de 18 mois à plus de 8 ans.
Quels matériaux de placage offrent la meilleure résistance à la corrosion ?
Les différents matériaux de placage offrent divers niveaux de protection contre la corrosion et de rentabilité pour les presse-étoupes en laiton.
Le nickelage offre le meilleur équilibre entre la résistance à la corrosion et la rentabilité pour les presse-étoupes en laiton, en fournissant une protection supérieure à celle du zinc (3 fois supérieure) et du chrome (2 fois supérieure), tandis que le placage de métaux précieux offre une protection ultime à un coût 10 fois plus élevé pour les applications critiques.
Comparaison des matériaux de placage
Nickelage :
- Excellente résistance à la corrosion
- Bonne adhérence aux substrats en laiton
- Augmentation modérée des coûts
- Large gamme de températures
- Acceptation industrielle standard
Placage chromé :
- Dureté et résistance à l'usure supérieures
- Bonne résistance chimique
- Coût plus élevé que celui du nickel
- Préoccupations environnementales potentielles
- Excellente conservation de l'apparence
Placage de zinc :
- Mécanisme de protection sacrificiel
- Option moins coûteuse
- Durée de vie limitée en milieu marin
- Bon pour une exposition atmosphérique légère
- Facilité de traitement et de réparation
Systèmes de placage avancés
Revêtements multicouches :
- Grève de cuivre pour l'adhérence
- Couche de protection en nickel
- Couche de finition chromée pour une meilleure durabilité
- Répartition optimisée de l'épaisseur
Alliage Options de placage :
- Nickel-phosphore pour une épaisseur uniforme
- Nickel-tungstène pour une dureté accrue
- Zinc-nickel pour une meilleure résistance à la corrosion
- Alliages sur mesure pour des environnements spécifiques
Caractéristiques de performance :
| Matériau de placage | Résistance à la corrosion | Facteur de coût | Limite de température | Applications |
|---|---|---|---|---|
| Zinc | Juste | 1.0x | 100°C | Environnements intérieurs, doux |
| Nickel | Excellent | 1.5x | 200°C | Usage général, marine |
| Chrome | Très bon | 2.0x | 250°C | Chimique, haute résistance à l'usure |
| Métaux précieux | Supérieure | 10x | 300°C | Critique, aérospatiale |
Chez Bepto, nous proposons de multiples options de métallisation pour répondre à vos exigences environnementales spécifiques et à vos contraintes budgétaires, garantissant ainsi des performances optimales et un bon rapport coût-efficacité pour votre application.
Quelles sont les exigences optimales en matière d'épaisseur de placage pour différents environnements ?
Les conditions environnementales imposent des épaisseurs de placage minimales pour une performance fiable à long terme.
Les applications intérieures nécessitent un nickelage de 8 à 12 microns, les environnements marins de 15 à 20 microns et les expositions chimiques sévères de 20 à 25 microns. Le choix de l'épaisseur dépend de la concentration de chlorure, de la température et de la durée de vie requise pour assurer une protection rentable.
Exigences spécifiques à l'environnement
Environnements intérieurs/contrôlés :
- Température : 15-35°C
- Humidité : 30-70% RH
- Exposition au chlorure : <10 ppm
- Épaisseur recommandée : 8-12 microns
- Durée de vie prévue : 15-25 ans
Applications marines/côtières :
- Exposition au brouillard salin
- Cycle de température : -10 à +60°C
- Concentration de chlorure : 100-19 000 ppm
- Épaisseur recommandée : 15-20 microns
- Durée de vie prévue : 10-15 ans
Traitement chimique :
- Exposition acide/alcaline
- Température : jusqu'à 120°C
- Diverses concentrations chimiques
- Épaisseur recommandée : 20-25 microns
- Durée de vie prévue : 8-12 ans
Méthodologie de sélection
Facteurs d'évaluation des risques :
- Gravité des conséquences de la défaillance
- Accessibilité de la maintenance
- Considérations sur le coût de remplacement
- Sécurité et exigences réglementaires
Analyse économique :
- Prime au coût initial de la métallisation
- Prolongation de la durée de vie prévue
- Coûts d'entretien et de remplacement
- Calcul du coût total de possession
Spécifications de qualité :
- Exigences en matière d'épaisseur minimale
- Tolérances d'uniformité
- Exigences en matière d'essais d'adhérence
- Définition des critères d'acceptation
J'ai travaillé avec James, chef de projet pour l'installation d'un parc éolien au large de l'Écosse, où les conditions marines extrêmes ont exigé une spécification de placage minutieuse pour garantir une durée de vie de 20 ans aux presse-étoupes offshore.
Le projet de James prévoyait un nickelage de 18 microns avec des exigences strictes en matière de contrôle de la qualité, ce qui a permis d'éviter toute défaillance liée à la corrosion après cinq ans de fonctionnement dans l'environnement difficile de l'Atlantique Nord.
Comment tester et vérifier la qualité du placage ?
Des tests complets garantissent que l'épaisseur et la qualité du placage répondent aux exigences des spécifications pour une protection fiable contre la corrosion.
ASTM B5684 La mesure de l'épaisseur magnétique et le test d'adhérence ASTM B571 fournissent une vérification quantitative de la qualité du placage, avec des tests au brouillard salin par ASTM B1175 valider les performances de résistance à la corrosion pendant 96 à 1000 heures en fonction des exigences de service.
Méthodes de mesure de l'épaisseur
Contrôle par induction magnétique :
- Mesures non destructives
- Convient pour le nickel sur laiton
- Précision de ±1 micron réalisable
- Capacité de test de production rapide
Contrôle par courants de Foucault :
- Revêtements non magnétiques sur des substrats conducteurs
- Bon pour les géométries complexes
- L'étalonnage est essentiel pour la précision
- Disponibilité des instruments portables
Coupe transversale microscopique :
- Destructeur mais très précis
- Révèle la structure et l'uniformité du revêtement
- Identifie la qualité de l'interface
- Nécessaire pour la vérification des spécifications
Protocoles de vérification de la qualité
Test d'adhérence :
- Essai de pliage selon ASTM B571
- Évaluation des chocs thermiques
- Test de bande pour l'intégrité du revêtement
- Essai de grattage pour la force d'adhérence
Essais de corrosion :
- Brouillard salin selon ASTM B117
- Essais de corrosion cyclique
- Évaluation électrochimique
- Protocoles de vieillissement accéléré
Échantillonnage statistique :
- Vérification des lots de production
- Dimension critique
- Contrôle statistique des processus
- Exigences de qualification des fournisseurs
Contrôle de la qualité de la production
Vérification du matériel entrant :
- Analyse de la composition du substrat
- Validation de la préparation de la surface
- Évaluation de la propreté
- Contrôle de la précision dimensionnelle
Surveillance des processus :
- Contrôle de la composition du bain
- Optimisation de la densité de courant
- Suivi de la température et du temps
- Fréquence de mesure de l'épaisseur
Inspection finale :
- 100% vérification de l'épaisseur aux points critiques
- Inspection visuelle des défauts
- Essais d'adhésion sur la base d'échantillons
- Documentation et traçabilité
Le laboratoire de qualité de Bepto dispose de capacités de test complètes pour s'assurer que tous les presse-étoupes plaqués répondent ou dépassent les exigences des spécifications, fournissant une vérification documentée de la performance de la protection contre la corrosion.
Conclusion
L'épaisseur du placage est le facteur critique qui détermine la résistance à la corrosion et la durée de vie des presse-étoupes en laiton dans les environnements exigeants. Bien qu'un placage plus épais augmente le coût initial, l'amélioration exponentielle de la durée de vie le rend très rentable pour la plupart des applications. Un nickelage de 10 à 25 microns offre une protection optimale, le choix de l'épaisseur étant fonction de la sévérité de l'environnement et de la durée de vie requise. Les applications intérieures peuvent utiliser 8-12 microns, les environnements marins requièrent 15-20 microns, et l'exposition aux produits chimiques exige 20-25 microns pour une performance fiable à long terme. Chez Bepto, nous combinons des capacités de test étendues avec une expérience pratique de l'application pour vous aider à sélectionner la spécification de placage optimale pour vos exigences de presse-étoupe en laiton. N'oubliez pas qu'en investissant aujourd'hui dans une épaisseur de placage appropriée, vous éviterez demain de coûteuses pannes dues à la corrosion et des temps d'arrêt du système ! 😉
FAQ sur le placage et la corrosion des presse-étoupes en laiton
Q : Quelle est l'épaisseur de placage nécessaire pour les presse-étoupes marins ?
A : Les applications marines nécessitent un placage de nickel de 15 à 20 microns pour une protection fiable contre la corrosion. Cette épaisseur assure une durée de vie de 10 à 15 ans dans les environnements de brouillard salin, contre 1 à 2 ans pour les composants en laiton non plaqués.
Q : Comment puis-je savoir si mes presse-étoupes en laiton ont une épaisseur de placage suffisante ?
A : Utilisez des jauges d'épaisseur magnétiques pour mesurer de manière non destructive le nickelage du laiton. Les spécifications recommandées sont un minimum de 8 microns pour une utilisation en intérieur, de 15 microns pour une utilisation en milieu marin et de 20 microns pour une utilisation en milieu chimique.
Q : Un revêtement plus épais offre-t-il toujours une meilleure protection contre la corrosion ?
A : Oui, jusqu'à des limites pratiques. Chaque tranche supplémentaire de 5 microns de nickelage double généralement la durée de vie dans les environnements corrosifs. Toutefois, au-delà de 25 microns, le coût augmente plus rapidement que les avantages en termes de performances pour la plupart des applications.
Q : Puis-je réparer un placage endommagé sur des presse-étoupes en laiton ?
A : Les dommages mineurs peuvent être réparés à l'aide de composés de galvanisation à froid ou d'un placage à la brosse, mais un remplacement complet est recommandé pour les applications critiques. Les réparations localisées peuvent créer des cellules de corrosion galvanique qui accélèrent la défaillance.
Q : Comment puis-je vérifier la qualité du placage des fournisseurs ?
A : Demander des certificats indiquant les mesures d'épaisseur conformément à la norme ASTM B568, les résultats des essais d'adhérence conformément à la norme ASTM B571 et les données des essais au brouillard salin conformément à la norme ASTM B117. Vérifier les mesures en plusieurs points sur des échantillons de composants avant d'approuver les lots de production.
-
Comprendre le processus métallurgique de dézincification, où le zinc est sélectivement lessivé des alliages de laiton, laissant une structure de cuivre affaiblie. ↩
-
Découvrez le mécanisme de défaillance de la corrosion sous contrainte (SCC), qui résulte de l'influence combinée d'une contrainte de traction et d'un environnement corrosif. ↩
-
Explorer les principes électrochimiques de la corrosion galvanique et revoir la série galvanique pour voir comment différents métaux interagissent dans un électrolyte. ↩
-
Examinez la norme officielle ASTM B568 relative à la mesure de l'épaisseur des revêtements par spectrométrie à rayons X, une méthode d'essai non destructive courante. ↩
-
Accédez aux détails de la norme ASTM B117, la pratique acceptée par l'ensemble de l'industrie pour l'utilisation d'appareils à brouillard salin pour les essais de corrosion. ↩
