

Imaginez la situation : Vous êtes face à une installation de presse-étoupe apparemment parfaite, mais de l'eau se fraye un chemin à l'intérieur. Le mystère ? Ce que vous ne pouvez pas voir à l'œil nu - les imperfections microscopiques, la rugosité de la surface et les interactions au niveau moléculaire qui déterminent la réussite ou l'échec spectaculaire de votre joint.
Les mécanismes d'étanchéité des presse-étoupes fonctionnent par déformation contrôlée de matériaux élastomères1 qui se conforment aux irrégularités microscopiques de la surface, créant des barrières de contact au niveau moléculaire qui empêchent la pénétration des fluides. L'efficacité dépend de l'obtention d'une pression de contact optimale, de la compatibilité des matériaux et de la qualité de la finition de surface à des échelles mesurées en micromètres.
Après une décennie chez Bepto Connector, j'ai appris que comprendre l'étanchéité au niveau microscopique n'est pas une simple curiosité académique - c'est la clé pour prévenir ces mystérieuses défaillances qui rendent les ingénieurs fous. Laissez-moi vous emmener dans le monde invisible où se produit la véritable étanchéité. 🔬
Table des matières
- Que se passe-t-il réellement lorsque les matériaux d'étanchéité entrent en contact avec les surfaces ?
- Comment les différents types d'élastomères se comportent-ils au niveau moléculaire ?
- Quel est le rôle de la rugosité de la surface dans l'efficacité du scellement ?
- Comment les facteurs environnementaux affectent-ils la performance de l'étanchéité microscopique ?
- Quelles sont les technologies de pointe qui améliorent l'étanchéité microscopique ?
- FAQ
Que se passe-t-il réellement lorsque les matériaux d'étanchéité entrent en contact avec les surfaces ?
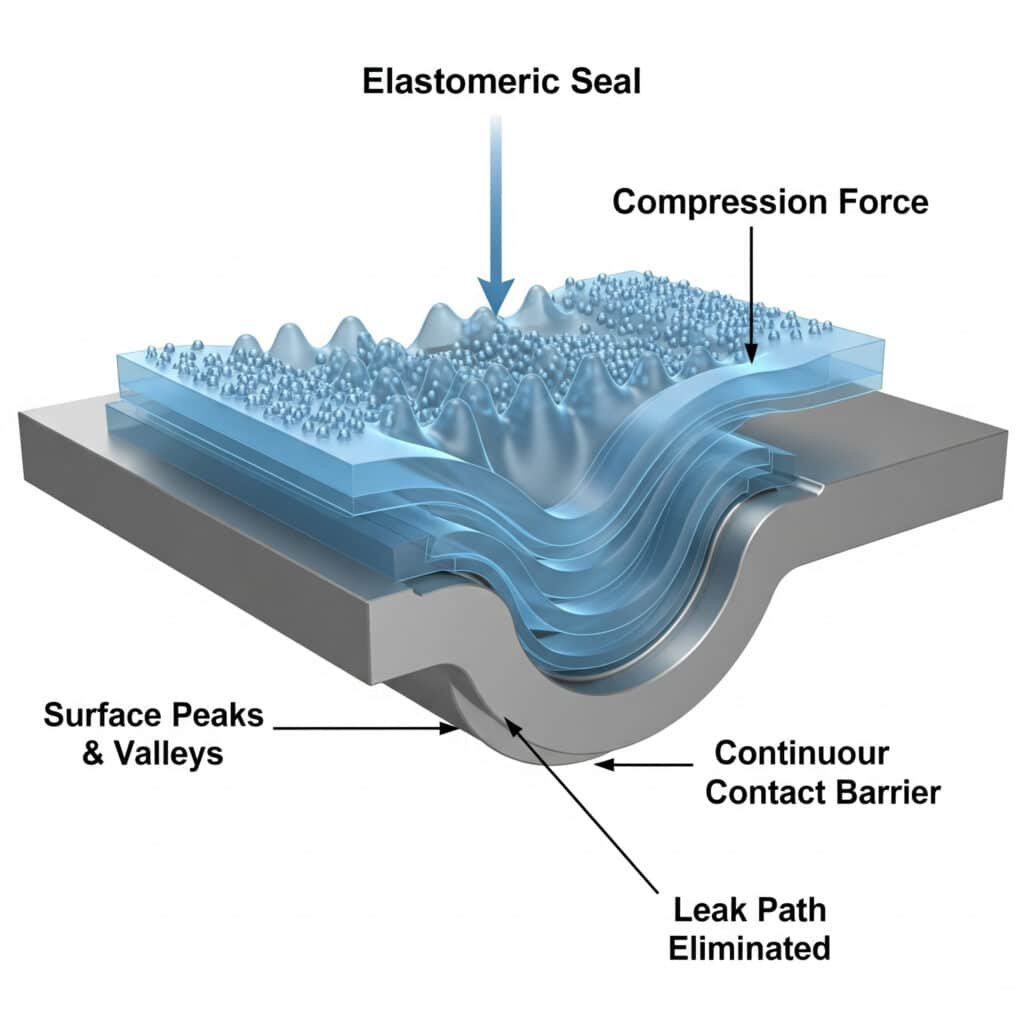
Dès qu'un joint torique entre en contact avec une surface métallique, une bataille invisible s'engage entre les forces moléculaires, les irrégularités de la surface et les propriétés du matériau. Il est essentiel de comprendre ce drame microscopique pour assurer une étanchéité fiable.
Une étanchéité efficace se produit lorsque les matériaux élastomères se déforment pour remplir les vallées et les pics de la surface à l'échelle du micromètre, créant des barrières de contact continues qui bloquent les voies de pénétration des fluides. Le processus implique la déformation élastique, l'adhésion moléculaire et la conformité de la surface qui travaillent ensemble pour éliminer les fuites.
La physique du contact microscopique
Lorsque l'on comprime un joint contre une surface, plusieurs phénomènes se produisent simultanément :
Phase de contact initial
- Contact Asperity: Les points hauts des deux surfaces se touchent en premier
- Déformation élastique: Le matériau d'étanchéité commence à se conformer au profil de la surface
- Répartition de la charge: La pression de contact se propage à travers l'interface
- Déplacement d'air: L'air emprisonné s'échappe des vallées de surface
Déformation progressive
Lorsque la compression augmente, le matériau d'étanchéité s'écoule dans des vallées microscopiques :
- Déformation primaire: Changement de forme à grande échelle (visible)
- Déformation secondaire: Remplissage des marques d'usinage et des rayures
- Déformation tertiaire: Conformité de la surface au niveau moléculaire
- État final: Élimination complète des fuites
Seuils de pression critique
- Pression d'étanchéité minimale: 0,1-0,5 MPa pour le contact de base
- Pression d'étanchéité optimale: 1-5 MPa pour un remplissage complet de la vallée
- Pression maximale de sécurité: 10-20 MPa avant l'endommagement du joint
Énergie de surface et adhésion moléculaire
Au niveau microscopique, l'étanchéité n'est pas seulement mécanique, c'est aussi une question d'attraction moléculaire :
Forces de Van der Waals
- Gamme: 0,1-1,0 nanomètres
- La force: Faible mais significatif au contact moléculaire
- Effet: Amélioration de l'adhérence entre le joint et la surface
- Matériaux: Plus efficace avec les élastomères polaires
Liaison chimique
- Liaison hydrogène2: Avec des surfaces polaires et des élastomères
- Interactions dipolaires: Entre les sites de surface chargés
- Obligations temporaires: Formes et ruptures avec le mouvement thermique
- Effet cumulatif: Des millions de liaisons faibles créent une forte adhésion
Je me souviens de David, d'une entreprise d'instruments de précision en Allemagne, décrivant ses défis en matière d'étanchéité : "Nous pouvons usiner des surfaces à 0,1 Ra, mais il y a toujours des fuites. Le problème n'était pas la finition de la surface, mais la compréhension du fait que même les surfaces lisses comme un miroir présentent des vallées microscopiques qui doivent être comblées.
Théorie de l'élimination des fuites
Pour qu'un joint soit efficace, il doit éliminer TOUTES les voies de fuite potentielles :
Formation d'une barrière continue
- Contact complet: Pas d'espaces plus grands que les dimensions moléculaires
- Pression uniforme: Une répartition uniforme permet d'éviter les points faibles
- Flux de matières: L'élastomère comble toutes les irrégularités de la surface
- Interface stable: Maintient le contact dans les conditions d'utilisation
Dimensions du chemin de fuite critique
- Molécules d'eau: ~0,3 nanomètres de diamètre
- Molécules de pétrole: 1-5 nanomètres typiques
- Molécules de gaz: 0,1-0,5 nanomètres
- Contact d'étanchéité requis: <0,1 nanomètres pour une étanchéité au gaz
Comment les différents types d'élastomères se comportent-ils au niveau moléculaire ?
Au niveau microscopique, tous les matériaux d'étanchéité ne sont pas égaux. Chaque type d'élastomère possède des caractéristiques moléculaires uniques qui affectent considérablement les performances d'étanchéité.
Les différentes structures moléculaires des élastomères offrent divers degrés de flexibilité, de conformité de la surface et de compatibilité chimique, la densité de réticulation et la mobilité de la chaîne polymère étant les principaux facteurs déterminant l'efficacité du scellement microscopique. La compréhension de ces différences permet de sélectionner les matériaux optimaux pour des applications spécifiques.
Caoutchouc nitrile (NBR) - Le cheval de bataille
Caractéristiques moléculaires
- Dorsale du polymère: Copolymère butadiène-acrylonitrile
- Densité de réticulation: Modéré (bon équilibre souplesse/force)
- Température de transition vitreuse3Température : -40°C à -10°C en fonction de la teneur en ACN
- Mobilité moléculaire: Bon à température ambiante
Performance microscopique
- Conformité de la surface: Excellent pour une rugosité de surface modérée
- Propriétés de récupération: Bonne mémoire élastique après déformation
- Stabilité de la température: Maintien de l'étanchéité 20-120°C
- Résistance chimique: Bon pour les produits pétroliers
Application dans le monde réel: La raffinerie Hassan en Arabie Saoudite utilise nos presse-étoupes étanches en NBR pour le service du pétrole brut. L'analyse microscopique après 5 ans a montré un excellent maintien du contact de surface malgré les cycles thermiques.
EPDM - Le champion de l'environnement
Structure moléculaire Avantages
- Dorsale saturée: Pas de double liaison pour l'oxydation
- Flexibilité de la chaîne latérale: Amélioration des performances à basse température
- Stabilité de la réticulation: Excellente résistance au vieillissement
- Groupes polaires: Bonne adhérence aux surfaces métalliques
Propriétés d'étanchéité microscopiques
- Plage de température: Maintient la flexibilité -50°C à +150°C
- Résistance à l'ozone: La structure moléculaire empêche la formation de fissures
- Mouillage de la surface: Bon contact avec divers substrats
- Stabilité à long terme: Modifications minimales des propriétés au fil du temps
Fluorocarbone (FKM/Viton) - Le spécialiste en chimie
Caractéristiques moléculaires uniques
- Atomes de fluor: Créer une inertie chimique
- Liaisons C-F fortes: Résister aux attaques chimiques
- Densité de réticulation élevée: Excellentes propriétés mécaniques
- Faible perméabilité: Transmission minimale de gaz/vapeur
Caractéristiques de performance microscopiques
- Dureté de la surface: Exige une compression plus élevée pour la conformité
- Compatibilité chimique: Inerte face à la plupart des produits chimiques agressifs
- Stabilité de la température: Conserve ses propriétés jusqu'à 200°C
- Résistance à la perméation: Bloque la pénétration au niveau moléculaire
Silicone (VMQ) - The Temperature Extremist
Structure moléculaire Avantages
- Dorsale Si-O: Extrêmement flexible à basse température
- Groupes latéraux organiques: Fournir des options de compatibilité chimique
- Faible transition vitreuse: Reste flexible jusqu'à -100°C
- Stabilité thermique: Conserve ses propriétés jusqu'à 250°C
Comportement d'étanchéité microscopique
- Conformité exceptionnelle: S'infiltre dans les détails les plus fins de la surface
- Indépendance des températures: Etanchéité constante sur une large gamme de produits
- Jeu de compression faible: Maintien de la pression de contact dans le temps
- Énergie de surface: Bon mouillage sur la plupart des substrats
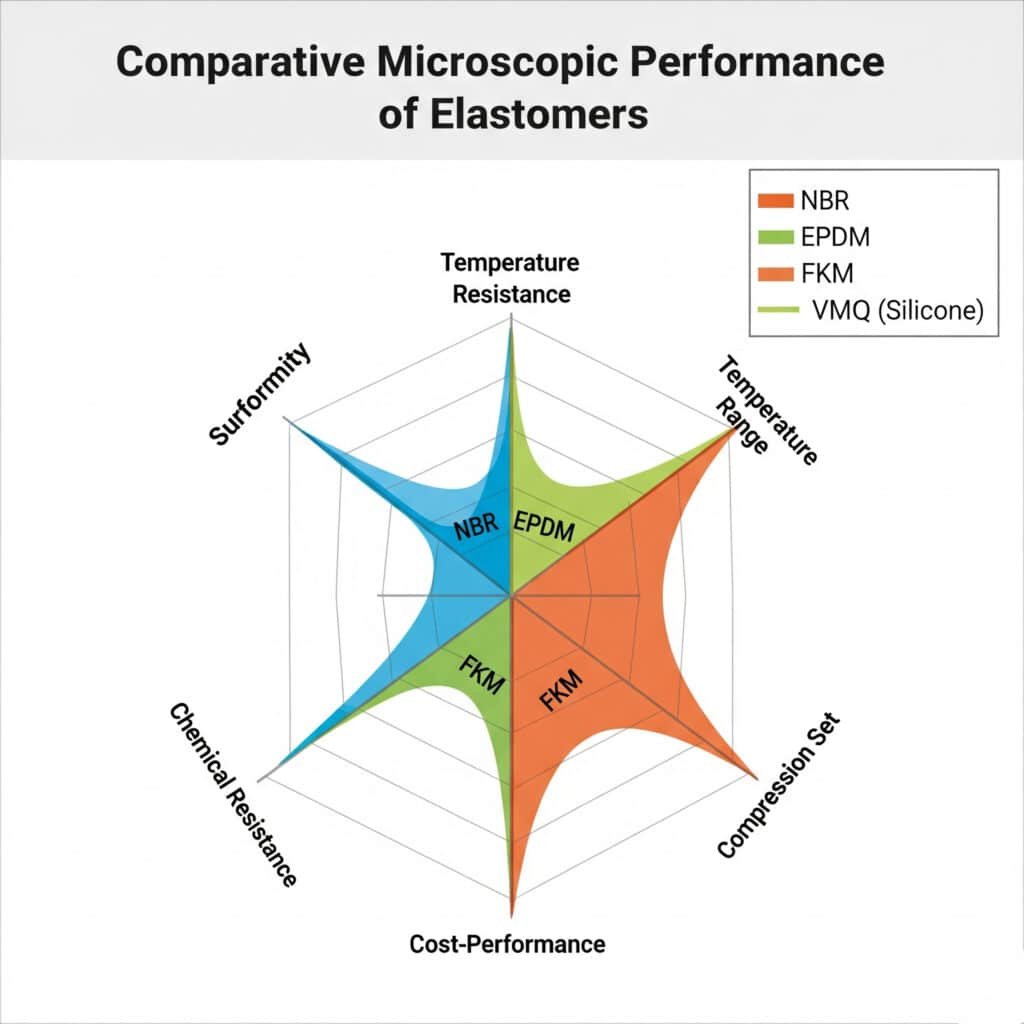
Comparaison des performances microscopiques
| Propriété | NBR | EPDM | FKM | VMQ |
|---|---|---|---|---|
| Conformité de la surface | Bon | Excellent | Juste | Excellent |
| Plage de température | Modéré | Bon | Excellent | Excellent |
| Résistance chimique | Modéré | Bon | Excellent | Juste |
| Kit de compression | Bon | Excellent | Bon | Juste |
| Coût-Performance | Excellent | Bon | Juste | Pauvre |
Sélection des matériaux pour l'optimisation microscopique
Applications à haute rugosité de surface
- Premier choix: EPDM ou Silicone pour une conformité maximale
- Éviter: Composés FKM durs qui ne peuvent pas s'écouler dans les vallées
- Compression: Augmentation de 15-20% pour les surfaces rugueuses
Applications de précision (Ra < 0,4)
- Optimal: NBR ou FKM pour la stabilité dimensionnelle
- Avantages: Des exigences de compression plus faibles
- Considérations: La préparation de la surface est essentielle à la performance
Service chimique
- Produits chimiques agressifs: FKM obligatoire malgré les limitations de conformité
- Produits chimiques doux: L'EPDM assure une meilleure étanchéité avec une résistance adéquate
- Tests de compatibilité: Essentiel pour une fiabilité à long terme
Marcus, du projet de Manchester, a tiré cette leçon lorsque le passage des joints NBR aux joints EPDM a amélioré ses résultats au test IP68, passant d'un taux de réussite de 85% à 99% - simplement parce que l'EPDM se conformait mieux à ses surfaces usinées au niveau microscopique.
Quel est le rôle de la rugosité de la surface dans l'efficacité du scellement ?
La rugosité de surface n'est pas seulement une spécification de fabrication - c'est le paysage microscopique qui détermine la réussite ou l'échec de vos joints. Il est essentiel de comprendre cette relation pour garantir la fiabilité des performances des presse-étoupes.
Rugosité de la surface4 affecte directement les exigences en matière de pression d'étanchéité et la formation de fuites. Des valeurs optimales de rugosité de 0,4 à 1,6 Ra offrent le meilleur équilibre entre la conformité du joint et le coût de fabrication. Des surfaces trop lisses peuvent en fait réduire l'efficacité de l'étanchéité en raison d'un clavetage mécanique insuffisant.
La relation rugosité-étanchéité
Mesure de la rugosité de surface
- Ra (rugosité moyenne): Spécification la plus courante
- Rz (hauteur de la crête à la vallée): Essentiel pour les rayures profondes
- Rmax (hauteur maximale du pic): Détermine les exigences en matière de pression
- Ratio de portance: Pourcentage de la surface en contact
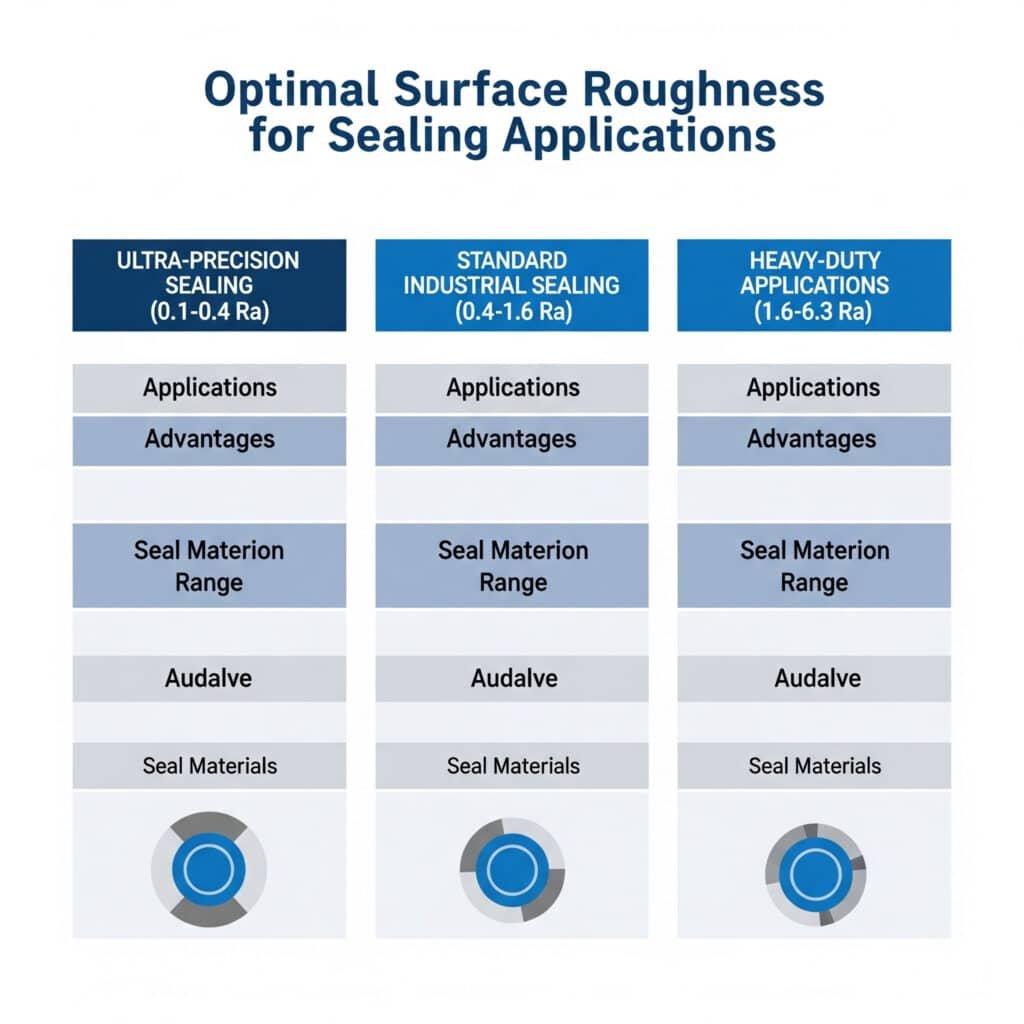
Plages de rugosité optimales par application
Scellage ultra-précis (0,1-0,4 Ra)
- Applications: Systèmes hydrauliques, instruments de précision
- Avantages: Faibles exigences en matière de pression d'étanchéité
- Inconvénients: Usinage coûteux, clavetage mécanique limité
- Matériaux d'étanchéité: Composés durs (Shore A 80-90)
Joint industriel standard (0,4-1,6 Ra)
- Applications: La plupart des installations de presse-étoupe
- Avantages: Bon équilibre conformité/coût
- Inconvénients: Exigences modérées en matière de pression
- Matériaux d'étanchéité: Composés moyens (Shore A 60-80)
Applications lourdes (1,6-6,3 Ra)
- Applications: Grands presse-étoupes, boîtiers en fonte
- Avantages: Excellent clavetage mécanique
- Inconvénients: Pression d'étanchéité élevée nécessaire
- Matériaux d'étanchéité: Composés souples (Shore A 40-70)
Interaction microscopique entre le joint et la surface
Mécaniciens de remplissage de la vallée
Lorsqu'un joint entre en contact avec une surface rugueuse, le flux de matière suit des schémas prévisibles :
- Premier contact: Les pics élevés sont compressés en premier
- Remplissage progressif: Les matériaux s'écoulent dans les vallées
- Scellement complet: Toutes les vallées sont remplies jusqu'à la profondeur critique
- Équilibre des pressions: Contact uniforme établi
Profondeur critique de la vallée
- Vallées peu profondes (<5 μm): Facile à remplir avec une pression modérée
- Vallées moyennes (5-25 μm): Nécessité d'une sélection optimale des matériaux
- Vallées profondes (>25 μm): Peut nécessiter plusieurs éléments d'étanchéité
Effets de directionnalité de la surface
- Finition circonférentielle: Idéal pour les applications de joints toriques
- Finition axiale: Peut créer des fuites en spirale
- Motif de hachures croisées: Assure une excellente rétention du joint
- Finition aléatoire: Bonnes performances générales
Impact sur le processus de fabrication
Effets de l'usinage sur l'étanchéité
Les différents processus de fabrication créent des signatures microscopiques uniques :
Usinage CNC
- Qualité de la surface: Excellente répétabilité
- Contrôle de la rugosité: Precise Ra succès
- Directionnalité: Modèles de trajectoires d'outils contrôlables
- Coût: Plus élevé mais justifié pour les applications critiques
Procédés de moulage
- Variation de surface: Rugosité plus élevée, moins prévisible
- Problèmes de porosité: Des vides microscopiques peuvent créer des fuites
- Exigences en matière de finition: Nécessite souvent un usinage secondaire
- Sélection des joints: Exigent des matériaux plus souples et plus conformables
Moulage/Formage
- Réplication en surface: Copie exactement la surface du moule
- Cohérence: Excellente uniformité d'une pièce à l'autre
- Limites: Les angles de dépouille affectent la géométrie de la gorge du joint
- Applications: Avantages de la production en grande quantité
Études de cas réels sur la rugosité de surface
Le défi des instruments de précision de David
Problème: Surfaces de 0,1 Ra avec joints NBR durs montrant un taux de fuite de 15%
Cause première: Clavetage mécanique insuffisant entre le joint et la surface
Solution: Passer à une finition de 0,8 Ra avec un composé EPDM plus doux
Résultat: Taux de fuite <1% avec une meilleure stabilité à long terme
Application pétrochimique de Hassan
Défi: Boîtiers en aluminium moulé avec une rugosité de 6,3 Ra
Enjeu: Les joints d'étanchéité standard ne pouvaient pas remplir complètement les vallées profondes
Solution: Etanchéité en deux étapes avec un joint primaire souple et un joint torique de secours
Résultats: A atteint l'indice de protection IP68 avec une fiabilité de 99,5%
Meilleures pratiques de préparation des surfaces
Exigences en matière de nettoyage
- Dégraissage: Éliminer toutes les huiles d'usinage et les contaminants
- Élimination des particules: Éliminer les débris abrasifs des vallées
- Séchage: Assurer l'élimination complète de l'humidité
- L'inspection: Vérifier la propreté avant l'installation du joint
Mesures de contrôle de la qualité
- Vérification de la rugosité: Mesure de la valeur réelle par rapport à la valeur spécifiée de Ra
- Inspection visuelle: Vérifier qu'il n'y a pas de rayures, d'entailles ou de défauts.
- Tests de contamination: Vérifier les niveaux de propreté
- Documentation: Enregistrer l'état de surface pour la traçabilité
Chez Bepto, nous spécifions les exigences en matière de rugosité de surface pour toutes les surfaces d'accouplement de nos presse-étoupes et fournissons des instructions de préparation détaillées. Cette attention aux détails microscopiques est la raison pour laquelle nos clients obtiennent des taux de réussite d'étanchéité >99% dans des applications critiques.
Comment les facteurs environnementaux affectent-ils la performance de l'étanchéité microscopique ?
Les conditions environnementales ne se contentent pas d'affecter les propriétés globales des matériaux d'étanchéité : elles modifient considérablement les interactions microscopiques entre les joints et les surfaces. La compréhension de ces effets est cruciale pour la fiabilité à long terme.
La température, la pression, l'exposition chimique et le temps affectent tous la mobilité moléculaire, l'adhésion de surface et les propriétés des matériaux au niveau microscopique, ce qui nécessite une compensation environnementale dans la sélection des matériaux et les paramètres de conception. Ces facteurs peuvent augmenter les taux de fuite de 10 à 1000 fois s'ils ne sont pas correctement pris en compte.
Effets de la température sur l'étanchéité microscopique
Impacts à basse température
Changements au niveau moléculaire:
- Mobilité réduite de la chaîne: Les chaînes de polymères deviennent rigides
- Augmentation des effets de transition vitreuse: Le matériau devient vitreux
- Perte de conformité de la surface: Capacité réduite à remplir les vallées
- Contraction thermique: Crée des lacunes au niveau des interfaces d'étanchéité
Seuils de température critique:
- NBR: L'efficacité de l'étanchéité diminue en dessous de -20°C
- EPDM: Maintien des performances jusqu'à -40°C
- FKM: Limité à -15°C pour l'étanchéité dynamique
- VMQ: Etanchéité efficace maintenue jusqu'à -60°C
Stratégies de compensation microscopiques:
- Composés plus souples: Le duromètre inférieur maintient la flexibilité
- Augmentation de la compression25-50% : ratios d'écrasement plus élevés
- Optimisation de l'état de surface: Surfaces plus lisses (0,2-0,4 Ra)
- Mécanismes de précharge: Maintien du joint par ressort
Effets des hautes températures
Processus de dégradation moléculaire:
- Rupture des liaisons transversales: Propriétés élastiques réduites
- Scission de la chaîne: La déformation permanente augmente
- Réactions d'oxydation: Durcissement de la surface
- Perte volatile: Les plastifiants s'évaporent, les joints se rétractent.
Chronologie de la dégradation des performances:
- 0-1000 heures: Modifications minimes des propriétés
- 1000-5000 heures: Augmentation sensible du set de compression
- 5000-10000 heures: Perte de pression d'étanchéité importante
- >10000 heures: Remplacement généralement nécessaire
Sarah, d'une installation géothermique en Islande, a partagé son expérience : "Nous pensions que la défaillance de nos presse-étoupes était due aux vibrations, mais une analyse microscopique a montré que les joints en EPDM perdaient leur flexibilité moléculaire à 180°C, créant des microfissures que nous ne pouvions pas voir".
Effets de la pression sur les interfaces des joints
Applications à haute pression
Phénomènes microscopiques:
- Conformité renforcée: Augmentation de la surface de contact
- Flux de matières: Sceller l'extrusion dans les espaces libres
- Concentration des contraintes: Points de haute pression localisés
- Déformation permanente: Accélération de la compression
Lignes directrices pour l'optimisation de la pression:
- 5-15 MPa: Plage de pression d'étanchéité optimale
- 15-30 MPa: Acceptable avec une conception adéquate de la rainure
- >30 MPa: Risque d'endommagement du joint et d'extrusion
- Anneaux de secours: Nécessaire à partir d'une pression de 20 MPa
Applications du vide
Des défis uniques:
- Dégazage: Les composés volatils créent une contamination
- Adhésion de surface: Nécessité d'un contact moléculaire renforcé
- Perméation: Les molécules de gaz traversent le matériau d'étanchéité
- Exigences de compression: Des taux de compression plus élevés sont nécessaires
Environnement chimique Effets microscopiques
Gonflement et rétrécissement
Mécanismes moléculaires:
- Absorption de solvants: Les chaînes de polymères se séparent, les joints gonflent
- Extraction de plastifiants: Le matériau se rétracte et se durcit
- Réaction chimique: Les liaisons transversales se rompent ou se forment
- Dégradation de la surface: Apparition de fissures microscopiques
Méthodes d'évaluation de la compatibilité:
- Essai de gonflement du volume: Protocole standard ASTM D471
- Évaluation du jeu de compression: Mesure de la déformation à long terme
- Analyse de surface: Examen microscopique de la dégradation
- Test de perméabilité: Taux de transmission moléculaire
Effets chimiques agressifs
Composés fluorés:
- Attaque moléculaire: Rupture des liaisons du squelette du polymère
- Gravure superficielle: Créer des fuites microscopiques
- Dégradation rapide: Échec dans les heures ou les jours qui suivent
- Sélection des matériaux: Seul le FKM offre une résistance adéquate
Agents oxydants:
- Formation de radicaux libres: Réactions de vieillissement accéléré
- Modifications des liens croisés: Modifier les propriétés mécaniques
- Durcissement de la surface: Capacité de conformité réduite
- Épuisement des antioxydants: Perte progressive de performance
Changements microscopiques dépendants du temps
Développement de jeux de compression
Processus de relaxation moléculaire:
- Déformation initiale: La réponse élastique domine
- Détente en cas de stress: Les chaînes de polymères se réarrangent
- Ensemble permanent: Changements moléculaires irréversibles
- Perte d'étanchéité: Pression de contact réduite dans le temps
Modélisation prédictive:
- Équations d'Arrhenius5: Facteurs d'accélération de la température
- Williams-Landel-Ferry: Superposition temps-température
- Relations de type loi de puissance: Corrélations contrainte-temps
- Prévision de la durée de vie: Basé sur des limites de performance acceptables
Fissuration sous contrainte environnementale
Initiation de fissures microscopiques:
- Concentration des contraintes: Aux imperfections de surface
- Atteinte à l'environnement: Affaiblissement chimique des liaisons
- Propagation des fissures: Développement progressif de l'échec
- Défaillance catastrophique: Perte soudaine d'étanchéité
Marcus a découvert ce phénomène lorsque ses presse-étoupes extérieurs ont commencé à tomber en panne après exactement 18 mois. L'analyse microscopique a révélé des fissures induites par l'ozone dans les joints NBR qui n'étaient pas visibles jusqu'à ce que la défaillance se produise. Le passage à l'EPDM a permis d'éliminer complètement le problème.
Stratégies de compensation environnementale
Matrice de sélection des matériaux
| Environnement | Choix principal | Option secondaire | Éviter |
|---|---|---|---|
| Haute température | FKM | EPDM | NBR |
| Basse température | VMQ | EPDM | FKM |
| Service chimique | FKM | EPDM | NBR |
| Extérieur/Ozone | EPDM | VMQ | NBR |
| Haute pression | NBR | FKM | VMQ |
| Service d'aspiration | FKM | EPDM | NBR |
Modifications de la conception
- Géométrie de la rainure: Optimiser les conditions environnementales
- Taux de compression: Ajuster les effets de la température
- Finitions de surface: Compenser les changements de propriétés des matériaux
- Systèmes de sauvegarde: Etanchéité redondante pour les applications critiques
Quelles sont les technologies de pointe qui améliorent l'étanchéité microscopique ?
La technologie moderne d'étanchéité va bien au-delà des joints toriques et des joints d'étanchéité traditionnels. Des matériaux et des techniques de fabrication avancés révolutionnent les performances des joints microscopiques.
La nanotechnologie, les traitements de surface et la chimie avancée des polymères permettent d'améliorer les performances d'étanchéité de 10 à 100 fois par rapport aux approches conventionnelles grâce à l'ingénierie moléculaire des interfaces joint-surface. Ces technologies se généralisent dans les applications critiques.
Applications des nanotechnologies
Renforcement par nanoparticules
Intégration des nanotubes de carbone:
- Structure moléculaire: Tubes à paroi simple et à parois multiples
- Amélioration de la propriété: Possibilité d'augmenter la force de 100 fois
- Conductivité thermique: Amélioration de la dissipation de la chaleur
- Propriétés électriques: Conductivité contrôlée pour les applications CEM
Incorporation de graphène:
- Structure bidimensionnelle: L'ultime minceur avec la force
- Propriétés de la barrière: Imperméable aux molécules de gaz
- Maintien de la flexibilité: Ne compromet pas l'élasticité
- Inertie chimique: Résistance chimique accrue
Modifications des nanosurfaces
Traitement au plasma:
- Activation de la surface: Augmente l'énergie d'adhésion
- Liaison moléculaire: Crée des points d'attache pour les produits chimiques
- Rugosité contrôlée: Optimisation de la texture à l'échelle du nanomètre
- Élimination de la contamination: Nettoyage au niveau moléculaire
Monocouches auto-assemblées (SAM):
- Organisation moléculaire: Structures de surface ordonnées
- Propriétés sur mesure: Contrôle hydrophobe/hydrophile
- Fonctionnalité chimique: Interactions moléculaires spécifiques
- Contrôle de l'épaisseur: Précision au niveau de l'angström
Chimie avancée des polymères
Polymères à mémoire de forme
Mécanisme moléculaire:
- Forme temporaire: Etat déformé à l'installation
- Activation du déclencheur: Température ou stimulus chimique
- Récupération de la forme: Retour à la géométrie d'étanchéité optimisée
- Contact renforcé: Ajustement automatique de la pression
Applications dans les presse-étoupes:
- Facilité d'installation: Compression pour l'insertion, expansion pour le scellement
- Auto-guérison: Fermeture automatique de l'espace après un cycle thermique
- Scellement adaptatif: Réagit aux changements environnementaux
- Réduction de la maintenance: L'auto-optimisation des performances
Élastomères à cristaux liquides
Propriétés uniques:
- Orientation moléculaire: Chaînes de polymères alignées
- Comportement anisotrope: Propriétés dépendantes de la direction
- Réponse aux stimuli: Changements avec la température/le champ électrique
- Déformation réversible: Changements de forme contrôlés
Avantages de l'étanchéité:
- Etanchéité directionnelle: Optimisé pour des fuites spécifiques
- Ajustement actif: Contrôle de la pression d'étanchéité en temps réel
- Adaptation à l'environnement: Optimisation automatique des propriétés
- Durée de vie prolongée: Mécanismes de dégradation réduits
Systèmes d'étanchéité intelligents
Capteurs intégrés
Surveillance microscopique:
- Capteurs de pression: Mesure de la pression de contact en temps réel
- Contrôle de la température: Suivi des conditions thermiques locales
- Détection chimique: Identification des produits de dégradation
- Mesure de la déformation: Quantification de la déformation des joints
Intégration des données:
- Transmission sans fil: Capacité de surveillance à distance
- Analyse prédictive: Algorithmes de prédiction des défaillances
- Planification de la maintenance: Optimisation du calendrier de remplacement
- Optimisation des performances: Réglage des paramètres en temps réel
Matériaux autocicatrisants
Mécanismes de réparation moléculaire:
- Systèmes de microcapsules: Libération d'agents de guérison en cas de dommages
- Collage réversible: Des liens transversaux temporaires qui se reforment
- Récupération de la mémoire de forme: Fermeture automatique des fissures
- Réparation du catalyseur: Les réactions chimiques restaurent les propriétés
Mise en œuvre dans le domaine de l'étanchéité:
- Cicatrisation des microfissures: Empêche la formation de fuites
- Durée de vie prolongéeDurée de vie des joints : 2 à 5 fois la durée de vie d'un joint conventionnel
- Réduction de la maintenance: Capacités d'autoréparation
- Fiabilité accrue: Rétablissement automatique des performances
Technologies d'ingénierie de surface
Dépôt de couches atomiques (ALD)
Capacités de traitement:
- Précision atomique: Contrôle de l'épaisseur de la couche unique
- Revêtement conforme: Couverture uniforme sur des géométries complexes
- Adaptation chimique: Fonctionnalité moléculaire spécifique
- Films sans défauts: Couches barrières sans sténopé
Applications d'étanchéité:
- Amélioration de la barrière: Imperméabilité au niveau moléculaire
- Protection chimique: Couches de surface inertes
- Promotion de l'adhésion: Collage optimisé entre le joint et la surface
- Résistance à l'usure: Durabilité prolongée de la surface
Texture de surface au laser
Création de motifs microscopiques:
- Rugosité contrôlée: Dimensions précises des vallées et des crêtes
- Optimisation du modèle: Conçu pour des types de joints spécifiques
- Poches de graissage: Réservoirs de fluides microscopiques
- Propriétés directionnelles: Caractéristiques d'étanchéité anisotropes
Avantages en termes de performance:
- Réduction de la friction: Forces d'installation réduites
- Amélioration de la rétention: Verrouillage de la garniture mécanique
- Amélioration de la conformité: Distribution optimisée de la pression de contact
- Durée de vie prolongée: Réduction de l'usure et de la dégradation
Mise en œuvre de technologies avancées dans le monde réel
Le défi de l'environnement extrême d'Hassan
Application: Traitement des gaz acides à 200°C, 50 bar de pression
Approche traditionnelle: Remplacement mensuel des joints, taux de défaillance du 15%
Solution avancée:
- Joints FKM renforcés au graphène
- Surfaces d'accouplement traitées au plasma
- Surveillance de la pression intégrée
Résultats: Intervalles d'entretien de 18 mois, taux de défaillance <1%
Application de précision de David
Exigence: Scellement étanche à l'hélium pour les instruments d'analyse
Défi: Les joints conventionnels permettent des fuites au niveau moléculaire
L'innovation:
- Revêtements barrières ALD sur les surfaces d'étanchéité
- Surfaces d'accouplement nano-texturées
- Matrice polymère auto-cicatrisante
Réalisation: Amélioration de 100 fois l'étanchéité
Tendances technologiques futures
Étanchéité biomimétique
Modèles inspirés de la nature:
- Adhésion du gecko: Utilisation de la force de Van der Waals
- Protéines de moules: Mécanismes d'adhésion sous l'eau
- Cuticules des plantes: Systèmes de barrières multicouches
- Joints d'insectes: Interfaces d'étanchéité flexibles et durables
Intégration de l'intelligence artificielle
Systèmes de scellés intelligents:
- Apprentissage automatique: Reconnaissance des formes pour la prédiction des défaillances
- Contrôle adaptatif: Optimisation des paramètres en temps réel
- Maintenance prédictive: Planification des remplacements pilotée par l'IA
- Optimisation des performances: Algorithmes d'amélioration continue
Chez Bepto Connector, nous intégrons activement ces technologies avancées dans nos conceptions de presse-étoupes de nouvelle génération. Si les principes d'étanchéité traditionnels restent importants, ces innovations permettent d'atteindre des niveaux de performance qui semblaient impossibles il y a seulement quelques années. 🚀
Conclusion
Comprendre l'étanchéité au niveau microscopique transforme l'installation des presse-étoupes de la conjecture à l'ingénierie de précision. Le monde invisible des interactions moléculaires, de la conformité des surfaces et des effets de l'environnement détermine la réussite ou l'échec de vos installations, souvent d'une manière qui n'est apparente que lorsqu'il est trop tard.
Les principaux enseignements de notre voyage microscopique : la rugosité de surface n'est pas qu'un simple numéro de spécification, la sélection des matériaux affecte les performances au niveau moléculaire, les facteurs environnementaux créent des processus de dégradation invisibles et les technologies de pointe révolutionnent les possibilités en matière de performances d'étanchéité.
Qu'il s'agisse des exigences de précision de David, des environnements extrêmes d'Hassan ou des défis de fiabilité de Marcus, les principes restent les mêmes : contrôlez l'interface microscopique et vous contrôlerez les performances d'étanchéité.
Chez Bepto Connector, nous appliquons cette compréhension microscopique à chaque processus de conception et de fabrication de presse-étoupe. Notre engagement envers la science de l'étanchéité au niveau moléculaire est la raison pour laquelle nos clients atteignent une fiabilité >99% dans des applications où d'autres luttent pour atteindre 90%. La différence se trouve dans les détails que vous ne pouvez pas voir. 😉
FAQ
Q : Pourquoi certains presse-étoupes fuient-ils alors qu'ils semblent parfaitement installés ?
A : Les fuites microscopiques invisibles à l'œil nu en sont la cause principale. Les rugosités de la surface, une compression inadéquate du joint ou des lacunes au niveau moléculaire peuvent permettre la pénétration de fluides même si l'installation semble parfaite visuellement.
Q : Quelle est la taille des interstices à l'origine des défaillances d'étanchéité ?
A : Les fuites critiques peuvent être de l'ordre de 0,1 à 1 micromètre, soit environ 100 fois plus petites que la largeur d'un cheveu humain. Les molécules d'eau ne mesurent que 0,3 nanomètre, de sorte que même des imperfections microscopiques peuvent provoquer des défaillances.
Q : Quelle est la meilleure rugosité de surface pour l'étanchéité des presse-étoupes ?
A : La rugosité optimale de la surface est généralement comprise entre 0,4 et 1,6 Ra pour la plupart des applications. Une surface trop lisse (3,2 Ra) nécessite une force de compression excessive et peut endommager les joints.
Q : Comment puis-je savoir si mon matériau d'étanchéité est compatible au niveau moléculaire ?
A : Les essais de compatibilité doivent comprendre des mesures de gonflement du volume, une évaluation de la déformation par compression et une analyse microscopique de la surface après exposition aux produits chimiques. De simples tests d'immersion ne révèlent pas les mécanismes de dégradation au niveau moléculaire.
Q : Les nanotechnologies peuvent-elles réellement améliorer les performances d'étanchéité des presse-étoupes ?
A : Oui, de manière significative. Le renforcement par des nanoparticules peut améliorer les propriétés d'étanchéité de 10 à 100 fois, tandis que les traitements de nanosurface améliorent l'adhérence et les propriétés de barrière. Ces technologies se généralisent dans les applications critiques.
-
Découvrez les propriétés des élastomères, une classe de polymères dotés de viscosité et d'élasticité, communément appelés caoutchouc. ↩
-
Explorez ce type particulier d'attraction dipôle-dipôle entre les molécules, qui joue un rôle essentiel dans l'adhésion aux surfaces. ↩
-
Découvrez la science qui sous-tend la température de transition vitreuse (Tg), le point auquel un polymère passe d'un état rigide à un état plus souple. ↩
-
Comprendre les paramètres clés tels que Ra et Rz utilisés pour mesurer et spécifier la texture d'une surface. ↩
-
Apprenez comment cette formule décrit la relation entre la température et la vitesse des réactions chimiques, utilisée pour prédire le vieillissement des matériaux. ↩
