

Non détecté presse-étoupe1 La détérioration provoque des pannes électriques catastrophiques, des risques pour la sécurité et des dommages coûteux aux équipements qui entraînent des temps d'arrêt imprévus, des violations de la réglementation et des blessures potentielles pour le personnel, tandis que des procédures d'inspection inadéquates permettent une dégradation progressive de l'intégrité de l'étanchéité, une accumulation de corrosion et un relâchement mécanique qui compromettent la fiabilité du système et la protection de l'environnement. De nombreuses équipes de maintenance ne disposent pas de procédures d'inspection visuelle systématique, ce qui les conduit à négliger des signes d'alerte qui pourraient prévenir des défaillances majeures.
Une inspection visuelle efficace de l'intégrité des presse-étoupes nécessite un examen systématique des surfaces d'étanchéité, de l'engagement du filetage, des indicateurs de corrosion, des dommages mécaniques et des caractéristiques de protection de l'environnement à l'aide de listes de contrôle normalisées, d'un éclairage approprié et de procédures de documentation afin d'identifier les problèmes potentiels avant qu'ils ne provoquent des défaillances du système, garantissant ainsi un fonctionnement fiable et la conformité aux réglementations grâce à des stratégies de maintenance proactives. Le succès dépend de la compréhension de ce qu'il faut rechercher et de la mise en œuvre de protocoles d'inspection cohérents.
Ayant travaillé avec des équipes de maintenance dans des usines automobiles à Stuttgart, des plates-formes offshore en mer du Nord et des installations chimiques dans toute la région du Golfe, j'ai appris que l'inspection visuelle systématique est la méthode la plus rentable pour prévenir les défaillances des presse-étoupes et garantir la fiabilité à long terme des systèmes. Permettez-moi de vous présenter la liste de contrôle et les procédures essentielles pour une évaluation efficace de l'intégrité des presse-étoupes.
Table des matières
- Quels sont les principaux points d'inspection visuelle des presse-étoupes ?
- Comment identifier les problèmes courants liés aux presse-étoupes ?
- Quels sont les outils et les documents nécessaires à l'inspection ?
- Comment établir des programmes d'inspection efficaces ?
- Quelles sont les mesures à prendre en fonction des résultats de l'inspection ?
- FAQ sur l'inspection visuelle des presse-étoupes
Quels sont les principaux points d'inspection visuelle des presse-étoupes ?
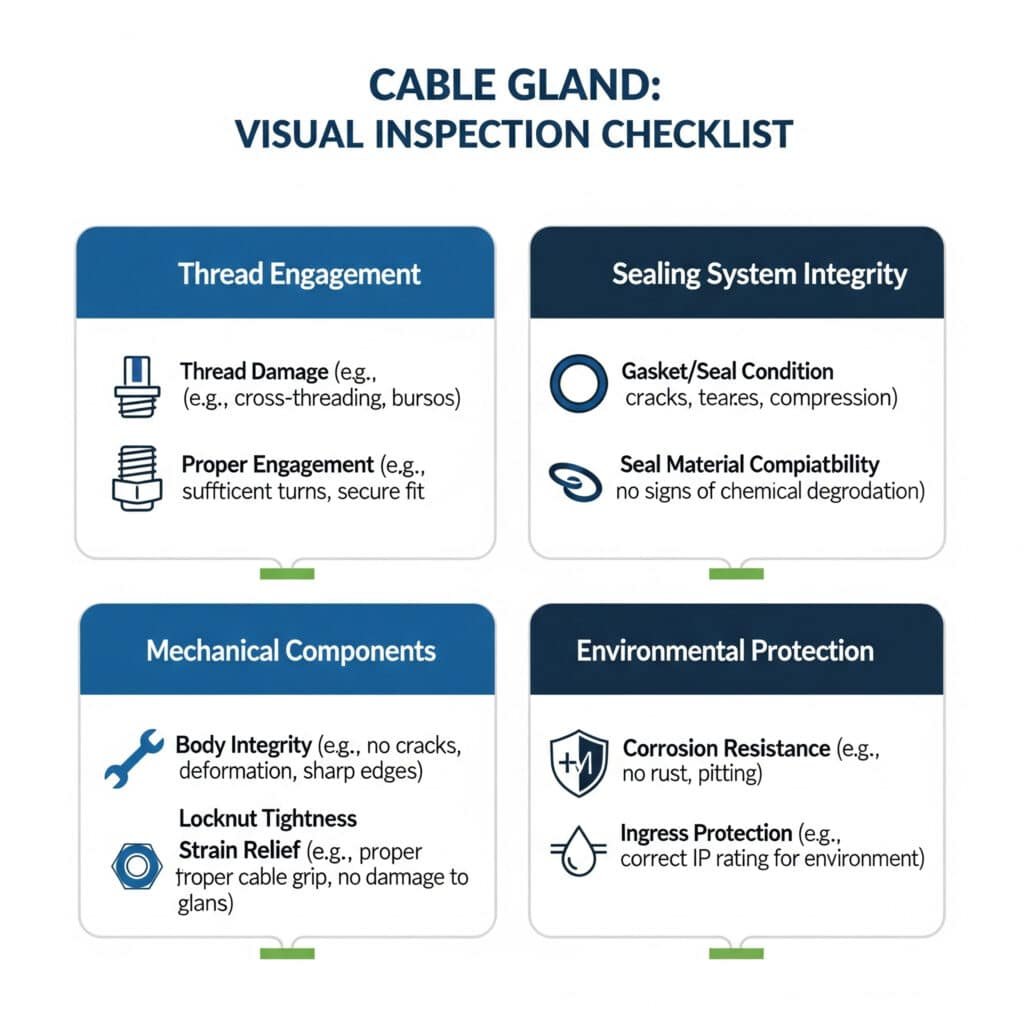
Les principaux points d'inspection visuelle comprennent l'engagement et l'état du filetage, l'intégrité du joint d'étanchéité, l'étanchéité de l'entrée du câble, les indicateurs de corrosion, les dommages mécaniques, la décharge de traction correcte du câble, l'efficacité de la protection environnementale et la sécurité du montage. L'examen systématique de chaque composant garantit une évaluation complète de l'état du presse-étoupe et l'identification des modes de défaillance potentiels avant qu'ils ne mettent en péril l'intégrité du système.
Il est essentiel de comprendre les points d'inspection critiques, car les défaillances des presse-étoupes se développent souvent progressivement par le biais de multiples mécanismes de dégradation qui sont détectables par un examen visuel minutieux.
Engagement et état du filetage
Visibilité du fil : Vérifier l'engagement adéquat du filetage avec un minimum de 5 à 6 filets visibles au-delà de l'écrou, afin d'assurer une connexion mécanique et une compression d'étanchéité correctes.
Dommage au fil : Examiner les filetages pour vérifier qu'il n'y a pas de filetage croisé, d'arrachement ou de déformation qui pourrait compromettre l'intégrité de l'étanchéité ou la résistance mécanique sous les charges d'exploitation.
Évaluation de la corrosion : Vérifier qu'il n'y a pas de corrosion du filetage, en particulier dans les environnements marins ou chimiques, qui pourrait empêcher un serrage correct ou provoquer un desserrage progressif au fil du temps.
État de la lubrification : Évaluer l'état de la lubrification du filetage, en notant l'assèchement ou la contamination excessifs qui pourraient affecter les procédures d'entretien ou de réglage ultérieures.
Intégrité du système d'étanchéité
Condition du joint : Inspecter les joints d'étanchéité primaires pour vérifier qu'ils ne sont pas fissurés ou durcis, jeu de compression2Les produits de l'industrie de la pêche sont des produits de remplacement ou des produits d'extrusion qui indiquent la nécessité de remplacer les produits pour maintenir la protection de l'environnement.
Évaluation des joints toriques : Examiner les joints toriques pour s'assurer qu'ils sont bien en place, qu'ils ne présentent pas de dommages visibles ou qu'ils ne sont pas déplacés, ce qui pourrait permettre la pénétration d'humidité ou compromettre les valeurs nominales de pression.
État du mastic d'étanchéité : Vérifier que les produits d'étanchéité ne se fissurent pas, ne se rétractent pas ou ne se séparent pas des surfaces susceptibles de créer des fuites dans les environnements difficiles.
Scellement de l'entrée du câble : Vérifier l'intégrité de l'étanchéité entre le câble et le presse-étoupe, en recherchant des lacunes, des mouvements de câble ou des infiltrations d'humidité visibles autour des entrées de câble.
Évaluation des composants mécaniques
Intégrité du corps : Examiner le corps du presse-étoupe pour détecter les fissures, les dommages dus aux chocs ou les déformations susceptibles de compromettre l'intégrité structurelle ou la protection de l'environnement.
État de l'écrou : Vérifiez que les écrous hexagonaux ne sont pas arrondis, fissurés ou excessivement usés, ce qui pourrait empêcher l'application d'un couple d'installation correct ou un accès ultérieur pour l'entretien.
Mécanisme de serrage : Vérifier que les éléments de serrage du câble sont correctement positionnés et ne présentent aucun signe de surcompression ou d'endommagement du câble dû à un serrage excessif.
Fonction de soulagement de la tension : Confirmer que les composants de décharge de traction soutiennent correctement les câbles sans créer de concentrations de contraintes ou permettre un mouvement excessif des câbles.
Évaluation de la protection de l'environnement
Indice IP Maintenance : Vérifier que les caractéristiques de protection de l'environnement restent intactes, y compris l'étanchéité du joint, l'engagement du filetage et l'absence de dommages susceptibles de réduire la durée de vie de l'appareil. Indices IP3.
Résistance à la corrosion : Évaluer l'état du revêtement, la dégradation des matériaux, ou corrosion galvanique4 qui pourraient compromettre l'efficacité de la protection de l'environnement à long terme.
Dégradation par les UV : Vérifier que les matériaux ne se dégradent pas sous l'effet des UV dans les installations extérieures, en particulier les composants en plastique qui peuvent devenir cassants ou décolorés.
Résistance chimique : Examiner les indicateurs d'attaque chimique tels que l'attaque de la surface, la décoloration ou le ramollissement du matériau dans les environnements de traitement chimique.
Marcus, superviseur de la maintenance dans une grande usine d'assemblage automobile à Munich, a mis en place des procédures d'inspection visuelle systématique après avoir constaté des défaillances récurrentes des presse-étoupes qui entraînaient des arrêts de la chaîne de production. L'ancienne méthode d'inspection ad hoc n'avait pas permis de détecter la détérioration progressive des joints et la corrosion des filets qui entraînaient des infiltrations d'humidité et des défaillances électriques. Nous avons mis au point une liste de contrôle visuelle complète avec documentation photographique et formé son équipe aux techniques d'examen systématique. L'approche structurée a permis d'identifier 40% de problèmes potentiels en plus lors des inspections de routine, de réduire les défaillances inattendues de 75% et d'améliorer la fiabilité globale de l'équipement tout en réduisant les coûts de maintenance grâce au remplacement proactif des composants. 😊
Comment identifier les problèmes courants liés aux presse-étoupes ?
Les problèmes courants des presse-étoupes comprennent la détérioration du joint, la corrosion du filetage, le desserrage mécanique, l'endommagement du câble, la défaillance du joint environnemental et une mauvaise installation. Les indicateurs visuels tels que les taches d'humidité, l'accumulation de corrosion, l'endommagement de la gaine du câble, l'extrusion du joint et l'usure du filetage constituent des signes d'alerte précoce qui permettent une maintenance proactive avant qu'une défaillance complète ne se produise.
Il est essentiel de reconnaître les indicateurs de problèmes, car une détection précoce permet de prendre des mesures correctives avant que des problèmes mineurs ne se transforment en défaillances majeures nécessitant des réparations d'urgence.
Problèmes d'étanchéité et d'humidité
Taches d'humidité : Les dépôts minéraux blancs, les taches de rouille ou la décoloration autour des entrées de câbles indiquent une infiltration d'humidité qui compromet la sécurité électrique et la fiabilité de l'équipement.
Extrusion de joints : Un matériau de joint visible pressé au-delà des limites normales indique une surcompression ou une détérioration du joint nécessitant une attention immédiate.
Preuve de condensation : L'accumulation de gouttelettes d'eau, de brouillard ou d'humidité à l'intérieur des boîtiers transparents indique que l'efficacité de l'étanchéité à l'environnement est compromise.
Modèles de corrosion : Des traces de rouille, une corrosion verte du cuivre ou une corrosion blanche de l'aluminium émanant des presse-étoupes indiquent une pénétration d'humidité et une dégradation du matériau.
Indicateurs de dégradation mécanique
Usure du fil : Des surfaces de filetage brillantes ou usées, des particules métalliques ou des difficultés de rotation indiquent une usure excessive qui pourrait entraîner une défaillance de l'étanchéité.
Signes de relâchement : Des espaces entre des composants qui devraient être serrés, des filets visibles ou des composants qui peuvent être serrés à la main indiquent un desserrage mécanique.
Preuves de déformation : Les composants pliés, écrasés ou déformés indiquent des dommages dus à des chocs ou un serrage excessif qui compromet l'intégrité structurelle.
Fissuration par fatigue : Les fissures capillaires dans les composants métalliques, en particulier autour des points de concentration des contraintes, indiquent le développement d'une défaillance par fatigue.
Questions liées au câble
Endommagement de la jaquette : Des coupures, des abrasions ou des marques de compression sur les gaines des câbles indiquent un mauvais serrage ou une protection insuffisante contre la traction.
Mouvement par câble : Un mouvement excessif du câble aux points d'entrée suggère un serrage inadéquat ou une défaillance de la décharge de traction qui pourrait endommager le conducteur.
Exposition à l'isolation : Une isolation visible des conducteurs ou des conducteurs dénudés indiquent que le câble est gravement endommagé et qu'il faut intervenir immédiatement pour des raisons de sécurité.
Violations du rayon de courbure : Les courbures prononcées du câble près des entrées de presse-étoupe indiquent des problèmes d'installation qui pourraient entraîner une défaillance du conducteur au fil du temps.
Signes de dégradation de l'environnement
Dommages causés par les UV : Le farinage, l'altération de la couleur ou la fragilité de la surface des composants en plastique indiquent une dégradation des UV qui réduit les propriétés du matériau.
Attaque chimique : Le décapage de la surface, la décoloration ou le ramollissement du matériau indiquent des problèmes de compatibilité chimique nécessitant une amélioration du matériau.
Effets de la température : Une décoloration due à la chaleur, un ramollissement du matériau ou des signes de dilatation thermique indiquent une dégradation liée à la température.
Croissance biologique : La présence d'algues, de moisissures ou d'autres formes de développement biologique indique une rétention d'humidité et une dégradation potentielle des composants organiques.
Questions relatives à l'installation et à l'entretien
Couple inadéquat : Des composants trop serrés présentant des marques de tension ou des composants insuffisamment serrés avec des écarts visibles indiquent des problèmes d'installation.
Composants manquants : L'absence de joints, de rondelles ou d'autres composants compromet les performances et indique une installation ou un entretien incomplet.
Mauvais matériaux : Des matériaux incompatibles, des dimensions incorrectes ou des composants non standard indiquent des erreurs de spécification qui doivent être corrigées.
Mauvaise exécution : Les installations bâclées, les filetages endommagés par des outils inappropriés ou les surfaces d'étanchéité contaminées indiquent des problèmes de formation ou de procédure.
Quels sont les outils et les documents nécessaires à l'inspection ?
Une inspection efficace nécessite un équipement d'éclairage approprié, des outils d'agrandissement, des appareils de mesure, du matériel photographique et des formulaires de documentation normalisés, combinés à des listes de contrôle d'inspection, des guides d'identification des matériaux et des systèmes d'enregistrement numérique afin de garantir une évaluation complète, des procédures cohérentes et une documentation appropriée pour la planification de l'entretien et la conformité à la réglementation.
Des outils et une documentation adéquats sont essentiels, car une inspection approfondie nécessite une visibilité suffisante, des mesures précises et un enregistrement systématique afin d'identifier les tendances et de planifier les activités d'entretien.
Matériel d'inspection essentiel
Systèmes d'éclairage : Les lampes de poche à LED à haute intensité, les lampes frontales ou les lampes de travail portables fournissent un éclairage adéquat pour un examen détaillé dans des espaces confinés ou dans des conditions d'éclairage médiocres.
Outils de grossissement : Des loupes, des miroirs d'inspection ou des microscopes numériques permettent d'examiner en détail les filetages, les surfaces d'étanchéité et les petits composants.
Appareils de mesure : Les pieds à coulisse, les jauges de filetage et les règles permettent d'évaluer avec précision les dimensions des composants, l'engagement des filets et les mesures d'espacement.
Matériel photographique : Les appareils photo numériques ou les smartphones dotés d'une fonction macro permettent de documenter les conditions pour l'analyse des tendances et la planification de la maintenance.
Systèmes de documentation
Listes de contrôle pour l'inspection : Les formulaires standardisés garantissent des procédures d'examen cohérentes et une couverture complète de tous les points d'inspection critiques par les différents membres du personnel.
Enregistrement numérique : Les systèmes d'inspection sur tablette permettent de saisir les données en temps réel, d'effectuer des calculs automatiques et d'accéder immédiatement aux données historiques à des fins de comparaison.
Documentation photographique : La photographie systématique avec des angles et des éclairages cohérents permet de dégager des tendances visuelles et de fournir des preuves pour les décisions de maintenance.
Registres d'entretien : Intégration avec les systèmes de gestion de la maintenance assistée par ordinateur (GMAO)5 permet de suivre les résultats des inspections, les actions de maintenance et la gestion du cycle de vie des composants.
Matériaux de référence
Fiches de spécification : Les spécifications des fabricants concernant les valeurs de couple, les propriétés des matériaux et les niveaux de performance fournissent des points de référence pour l'évaluation.
Guides d'identification des problèmes : Des guides visuels montrant les problèmes courants et leurs indicateurs aident les inspecteurs à reconnaître les problèmes potentiels.
Tableaux de compatibilité des matériaux : Les informations relatives à la résistance chimique et à la température permettent de sélectionner les matériaux adéquats pour des environnements spécifiques.
Exigences réglementaires : Les codes, normes et réglementations applicables fournissent des critères de conformité pour les décisions d'inspection et d'entretien.
Procédures de contrôle de la qualité
Formation des inspecteurs : Des programmes de formation systématiques garantissent une qualité d'inspection constante et une utilisation correcte des outils et des systèmes de documentation.
Programmes d'étalonnage : L'étalonnage régulier des outils de mesure garantit la précision et la fiabilité des données d'inspection pour la prise de décision.
Procédures d'audit : Des audits périodiques des procédures d'inspection et de la qualité de la documentation garantissent l'efficacité du programme et son amélioration continue.
Analyse des données : L'analyse statistique des données d'inspection permet d'identifier les tendances, de prévoir les besoins de maintenance et d'optimiser les fréquences d'inspection.
Hassan, qui gère les opérations de maintenance d'un grand complexe pétrochimique en Arabie Saoudite, était confronté à des problèmes de qualité d'inspection des presse-étoupes incohérente au sein de plusieurs équipes de maintenance. Différents inspecteurs passaient à côté de problèmes critiques et la documentation était incomplète, ce qui rendait difficile le suivi de l'évolution de l'état des composants. Nous avons mis en place un programme d'inspection complet avec des listes de contrôle standardisées, des systèmes de documentation numérique et une formation systématique des inspecteurs. Le programme comprenait des formulaires d'inspection sur tablette avec une documentation photographique obligatoire et une analyse automatique des données. En l'espace de six mois, la cohérence des inspections s'est améliorée de 90%, les taux de détection des problèmes ont augmenté de 60% et la planification de la maintenance est devenue plus proactive grâce à des données fiables sur l'évolution de l'état des pièces.
Comment établir des programmes d'inspection efficaces ?
Les programmes d'inspection efficaces tiennent compte des conditions environnementales, de la criticité de l'application, des exigences réglementaires, des recommandations du fabricant et des données historiques de défaillance, avec une fréquence allant d'une fois par mois pour les environnements critiques à une fois par an pour les applications intérieures standard, tout en incorporant des ajustements basés sur l'état et des considérations saisonnières afin d'optimiser les ressources de maintenance et d'assurer la fiabilité des performances du système.
Une programmation adéquate permet d'équilibrer les coûts d'inspection et les avantages liés à la prévention des défaillances, garantissant ainsi un contrôle adéquat sans consommation excessive de ressources.
Facteurs d'ordonnancement basés sur le risque
Criticité de l'application : Les systèmes critiques exigeant une grande fiabilité doivent être inspectés plus fréquemment que les applications non critiques, les systèmes d'urgence nécessitant la surveillance la plus intensive.
Gravité de l'environnement : Les environnements difficiles avec des températures extrêmes, une exposition à des produits chimiques ou une forte humidité nécessitent des inspections plus fréquentes que les environnements intérieurs contrôlés.
Performance historique : Les composants dont la fiabilité est médiocre ou qui présentent des problèmes fréquents doivent être inspectés plus fréquemment jusqu'à ce que les performances se stabilisent.
Exigences réglementaires : Certaines industries ont imposé des fréquences d'inspection qui établissent des exigences minimales indépendamment d'autres facteurs.
Considérations relatives à l'état de l'environnement
Installations extérieures : L'exposition aux intempéries, aux rayons UV et aux variations de température nécessite une inspection trimestrielle ou semestrielle en fonction de la rigueur du climat.
Environnements marins : Le brouillard salin, l'humidité élevée et les conditions corrosives nécessitent une inspection mensuelle ou trimestrielle pour une fiabilité optimale.
Traitement chimique : Les produits chimiques agressifs, les températures extrêmes et les perturbations des processus nécessitent une inspection mensuelle avec des contrôles immédiats après l'incident.
Standard Intérieur : Les environnements contrôlés doivent généralement faire l'objet d'une inspection annuelle, à moins que d'autres facteurs n'indiquent une surveillance plus fréquente.
Matrice des fréquences d'inspection
| Type d'environnement | Niveau de criticité | Fréquence de base | Facteurs d'ajustement |
|---|---|---|---|
| Norme intérieure | Faible | Annuel | Bonne fiabilité |
| Norme intérieure | Haut | Semestrielle | Systèmes de traitement critiques |
| Extérieur modéré | Faible | Trimestrielle | Exposition aux intempéries |
| Extérieur Dur | Haut | Mensuel | Conditions extrêmes |
| Marine/Chimique | Tous | Mensuel | Environnement corrosif |
Adaptations saisonnières et opérationnelles
Variations saisonnières : Augmenter la fréquence des inspections avant les saisons de fortes intempéries ou pendant les périodes de variations extrêmes de température.
Fenêtres d'entretien : Coordonner les inspections avec les arrêts de maintenance planifiés afin de minimiser les perturbations opérationnelles tout en maximisant l'accès.
Modifications du processus : Augmentation temporaire de la fréquence des inspections à la suite de modifications des procédés, de mises à niveau des équipements ou de changements opérationnels.
Tendance à la performance : Ajuster les fréquences en fonction des résultats de l'inspection, en augmentant la fréquence pour les composants qui se détériorent et en la réduisant éventuellement pour ceux qui sont toujours performants.
Documentation et suivi
Gestion du calendrier : Les systèmes de gestion de la maintenance assistée par ordinateur (GMAO) permettent d'automatiser la programmation, de suivre l'avancement des travaux et de gérer les affectations des inspecteurs.
Mesures de performance : Suivi de l'efficacité des inspections grâce aux taux de prévention des défaillances, aux statistiques de détection des problèmes et à l'optimisation des coûts de maintenance.
Amélioration continue : Révision régulière des programmes d'inspection sur la base des données de performance, de l'analyse des défaillances et de l'évolution des exigences opérationnelles.
Optimisation des ressources : Équilibrer les coûts d'inspection et les avantages de la prévention des défaillances afin d'optimiser l'affectation des ressources de maintenance.
Quelles sont les mesures à prendre en fonction des résultats de l'inspection ?
Les résultats de l'inspection nécessitent une action immédiate en cas de risques pour la sécurité, une maintenance programmée en cas de problèmes évolutifs, des mises à jour de la documentation pour suivre les tendances et des mesures préventives en cas de problèmes potentiels. Les critères de décision sont basés sur la gravité du problème, les implications en matière de sécurité, l'impact opérationnel et les exigences réglementaires afin de garantir un délai d'intervention et une affectation des ressources appropriés pour une fiabilité optimale du système.
Il est essentiel de réagir correctement aux résultats de l'inspection, car la valeur de l'inspection dépend entièrement de l'adoption de mesures correctives appropriées sur la base des résultats.
Exigences d'action immédiate
Risques pour la sécurité : Toute condition présentant un risque immédiat pour la sécurité nécessite un arrêt immédiat et une correction, y compris les conducteurs exposés, la corrosion sévère ou la défaillance complète du joint d'étanchéité.
Violations environnementales : Les conditions qui compromettent la protection de l'environnement ou la conformité à la réglementation requièrent une attention immédiate afin d'éviter les infractions ou les citations.
Menaces pour les systèmes critiques : Les problèmes susceptibles d'entraîner une défaillance critique du système nécessitent une maintenance d'urgence afin d'éviter toute perturbation opérationnelle.
Échec progressif : Les conditions qui se détériorent rapidement et qui risquent de s'aggraver rapidement nécessitent une attention immédiate afin d'éviter une défaillance complète.
Actions de maintenance programmée
Remplacement des composants : Prévoir le remplacement des composants présentant une usure ou une détérioration importante lors de la prochaine fenêtre de maintenance programmée.
Améliorations préventives : Programmer des mises à niveau vers des composants aux spécifications plus élevées dans des environnements difficiles ou des applications critiques, sur la base des résultats de l'inspection.
Maintenance corrective : Planifier des réparations spécifiques pour les problèmes identifiés qui ne nécessitent pas une attention immédiate mais qui doivent être corrigés dans des délais définis.
Amélioration du système : Apporter des modifications à la conception pour résoudre les problèmes récurrents identifiés par les programmes d'inspection systématique.
Documentation et tendances
Registres d'état : Mettre à jour les registres d'état des composants avec les résultats des inspections afin de suivre les taux de détérioration et de prévoir les besoins futurs en matière de maintenance.
Analyse des défaillances : Documenter les modes de défaillance et les facteurs contributifs afin d'améliorer les procédures futures de sélection et d'installation des composants.
Tendance à la performance : Analyser les tendances des données d'inspection afin d'optimiser les calendriers de maintenance et d'identifier les problèmes systématiques nécessitant des modifications de la conception.
Suivi des coûts : Contrôler les coûts de maintenance liés aux résultats des inspections afin de justifier les programmes d'inspection et d'optimiser l'affectation des ressources.
Mesures préventives
Protection de l'environnement : Mettre en œuvre des mesures de protection supplémentaires pour les composants utilisés dans des environnements difficiles, sur la base des résultats de l'inspection.
Amélioration de l'installation : Modifier les procédures d'installation pour résoudre les problèmes identifiés par les programmes d'inspection.
Améliorations matérielles : Spécifier des matériaux plus performants pour les applications où les composants standard se détériorent prématurément.
Programmes de formation : Élaborer des programmes de formation pour résoudre les problèmes d'installation ou d'entretien mis en évidence par les résultats des inspections.
Assurance de la qualité
Inspections de suivi : Programmer des inspections de suivi pour vérifier l'efficacité des mesures correctives et s'assurer que les problèmes ne se reproduisent pas.
Validation des performances : Contrôler les performances du système après les actions de maintenance afin de confirmer la résolution du problème et de prévenir les problèmes connexes.
Amélioration continue : Utiliser les résultats des inspections pour améliorer en permanence les procédures d'entretien, les spécifications des composants et les pratiques d'installation.
Retour d'information du fournisseur : Fournir un retour d'information aux fournisseurs de composants sur les problèmes de performance afin d'améliorer les produits et les conseils d'application.
Conclusion
Une inspection visuelle efficace de l'intégrité des presse-étoupes nécessite des procédures systématiques, des outils adéquats, une documentation cohérente et une réaction appropriée aux résultats. Le succès dépend de la compréhension de ce qu'il faut rechercher, du moment où il faut le faire et de la façon de réagir de manière appropriée aux résultats de l'inspection.
La clé d'une performance fiable des presse-étoupes réside dans la mise en œuvre de programmes d'inspection visuelle complets qui identifient les problèmes avant qu'ils ne provoquent des défaillances, permettant une maintenance proactive qui réduit les coûts et améliore la fiabilité du système. Chez Bepto, nous fournissons des presse-étoupes de haute qualité conçus pour une longue durée de vie et une inspection facile, ainsi qu'une assistance technique pour vous aider à développer des programmes d'inspection et de maintenance efficaces qui garantissent des performances optimales tout au long du cycle de vie des composants.
FAQ sur l'inspection visuelle des presse-étoupes
Q : À quelle fréquence dois-je procéder à une inspection visuelle des presse-étoupes ?
A : La fréquence d'inspection dépend de l'environnement et de la criticité ; elle varie généralement d'une fois par mois pour les conditions extérieures/marines difficiles à une fois par an pour les applications intérieures standard. Les systèmes critiques et les environnements corrosifs nécessitent des inspections plus fréquentes.
Q : Quels sont les points les plus importants à vérifier lors de l'inspection d'un presse-étoupe ?
A : Concentrez-vous sur l'engagement du filetage, l'état du joint, les signes de pénétration de l'humidité, les indicateurs de corrosion, l'étanchéité de l'entrée de câble et les dommages mécaniques. Ces aspects révèlent la plupart des problèmes potentiels avant qu'ils ne provoquent des défaillances.
Q : Puis-je effectuer une inspection des presse-étoupes lorsque les systèmes sont sous tension ?
A : L'inspection visuelle des composants externes est généralement sans danger sur les systèmes sous tension, mais il convient de respecter les procédures de verrouillage/étiquetage pour tout examen pratique. Ne jamais retirer ou démonter les presse-étoupes sur un équipement sous tension.
Q : De quels outils ai-je besoin pour inspecter correctement les presse-étoupes ?
A : Les outils essentiels comprennent un bon éclairage (lampe de poche LED/phare), un grossissement (loupe), des outils de mesure (pieds à coulisse), un appareil photo pour la documentation et des listes de contrôle standardisées pour l'inspection afin d'en assurer la cohérence.
Q : Comment savoir si un presse-étoupe doit être remplacé immédiatement ?
A : Remplacez-les immédiatement si vous voyez des conducteurs exposés, une défaillance complète du joint, une corrosion importante, un corps de presse-étoupe fissuré ou toute autre condition qui compromet la sécurité ou la protection de l'environnement. N'attendez pas l'entretien programmé.
-
Découvrez un guide détaillé sur la fonction, les types et les composants des presse-étoupes. ↩
-
Comprendre la science des matériaux qui sous-tend la déformation par compression et comment elle affecte les performances d'étanchéité. ↩
-
Découvrez ce que signifient les indices IP et comment ils définissent la protection contre les solides et les liquides. ↩
-
Lisez une explication approfondie du processus électrochimique de la corrosion galvanique. ↩
-
Découvrez comment les logiciels de GMAO permettent de gérer les opérations de maintenance et de suivre l'état des actifs. ↩
