

Le mauvais dimensionnement des trous d'entrée des presse-étoupes entraîne des échecs d'installation, des indices de protection IP compromis, des dommages aux câbles et des risques pour la sécurité lorsque des trous surdimensionnés permettent la pénétration de l'eau et que des trous sous-dimensionnés créent des tensions sur les câbles, tandis qu'une mauvaise préparation des trous entraîne des travaux de reprise coûteux, des retards dans les projets et des pannes d'équipement qui auraient pu être évités grâce à des calculs de dimensionnement et à des procédures d'installation appropriés.
Pour sélectionner la taille correcte de l'orifice d'entrée des presse-étoupes, il faut mesurer le diamètre extérieur du câble, ajouter les tolérances de jeu appropriées, tenir compte des mouvements du câble et de la dilatation thermique, et suivre les spécifications du fabricant afin de garantir une étanchéité, une décharge de traction et un indice de protection IP corrects, tout en évitant d'endommager le câble et en maintenant une fiabilité à long terme dans les installations électriques. Le dimensionnement correct des trous est essentiel pour une bonne performance des presse-étoupes.
Ayant travaillé avec des entrepreneurs en électricité sur des projets majeurs dans des usines automobiles allemandes, des plates-formes offshore en mer du Nord et des centres de données dans la Silicon Valley, j'ai pu constater que le dimensionnement correct des trous d'entrée peut faire le succès ou l'échec d'une installation. Permettez-moi de vous faire part des méthodes éprouvées qui permettent de dimensionner correctement les trous des presse-étoupes à chaque fois.
Table des matières
- Quels sont les facteurs qui déterminent les exigences en matière de taille des trous d'entrée des presse-étoupes ?
- Comment mesurer et calculer la taille correcte du trou ?
- Quelles sont les dimensions standard des trous pour les différents types de presse-étoupe ?
- Comment découper et préparer correctement les trous d'entrée ?
- Quelles sont les erreurs courantes à éviter lors du dimensionnement des trous d'entrée ?
- FAQ sur le dimensionnement des trous d'entrée des presse-étoupes
Quels sont les facteurs qui déterminent les exigences en matière de taille des trous d'entrée des presse-étoupes ?
Les exigences relatives à la taille du trou d'entrée du presse-étoupe sont déterminées par le diamètre extérieur du câble, le type et la construction du câble, les exigences d'étanchéité environnementale, les considérations de dilatation thermique, les tolérances d'installation et les spécifications du fabricant qui garantissent un ajustement correct, des performances d'étanchéité, une décharge de traction et une fiabilité à long terme tout en s'adaptant au mouvement du câble et en maintenant les indices IP dans diverses conditions environnementales.
La compréhension de ces facteurs permet d'optimiser les performances des presse-étoupes et d'éviter les problèmes d'installation les plus courants.
Considérations relatives au diamètre du câble
Mesure du diamètre extérieur : Le diamètre extérieur du câble est le principal facteur déterminant la taille du trou d'entrée, ce qui nécessite une mesure précise au point d'entrée du câble dans le presse-étoupe.
Variations de la tolérance du câble : Les tolérances de fabrication peuvent entraîner des variations de diamètre de câble de ±5-10%, ce qui nécessite un dimensionnement des trous qui tienne compte de ces variations.
Effets des matériaux de la veste : Les différents matériaux de la gaine présentent des caractéristiques de flexibilité et de compression variables qui influent sur la manière dont les câbles passent dans les trous d'entrée.
Considérations sur les câbles multiconducteurs : Les câbles multiconducteurs peuvent avoir des sections ovales ou irrégulières qui nécessitent un dimensionnement particulier.
Exigences en matière d'environnement et de performances
Indice IP Maintenance : La taille du trou d'entrée affecte directement la capacité du presse-étoupe à maintenir les indices IP spécifiés pour la protection contre la poussière et l'eau.
Performance d'étanchéité : Le dimensionnement approprié des trous assure une compression optimale des éléments d'étanchéité pour une protection environnementale à long terme.
Fonction de soulagement de la tension : Un dimensionnement correct permet au presse-étoupe de fournir une décharge de traction appropriée sans compression excessive qui pourrait endommager le câble.
Performance en matière de température : La dilatation et la contraction thermiques des câbles et des boîtiers doivent être prises en compte dans les calculs de dimensionnement des trous.
Facteurs d'installation et de montage
Épaisseur du panneau : L'épaisseur du panneau de montage influe sur l'assise et l'étanchéité du presse-étoupe dans le trou d'entrée.
Qualité du bord du trou : Des bords de trous propres et lisses sont essentiels pour assurer une bonne étanchéité du joint et éviter d'endommager la gaine du câble.
Matériel de montage : Certains presse-étoupes nécessitent un espace supplémentaire pour le montage d'écrous, de rondelles ou de bagues de verrouillage.
Conditions d'accès : Les exigences en matière d'installation et d'accès pour la maintenance peuvent influencer les décisions relatives à la taille des trous et à leur positionnement.
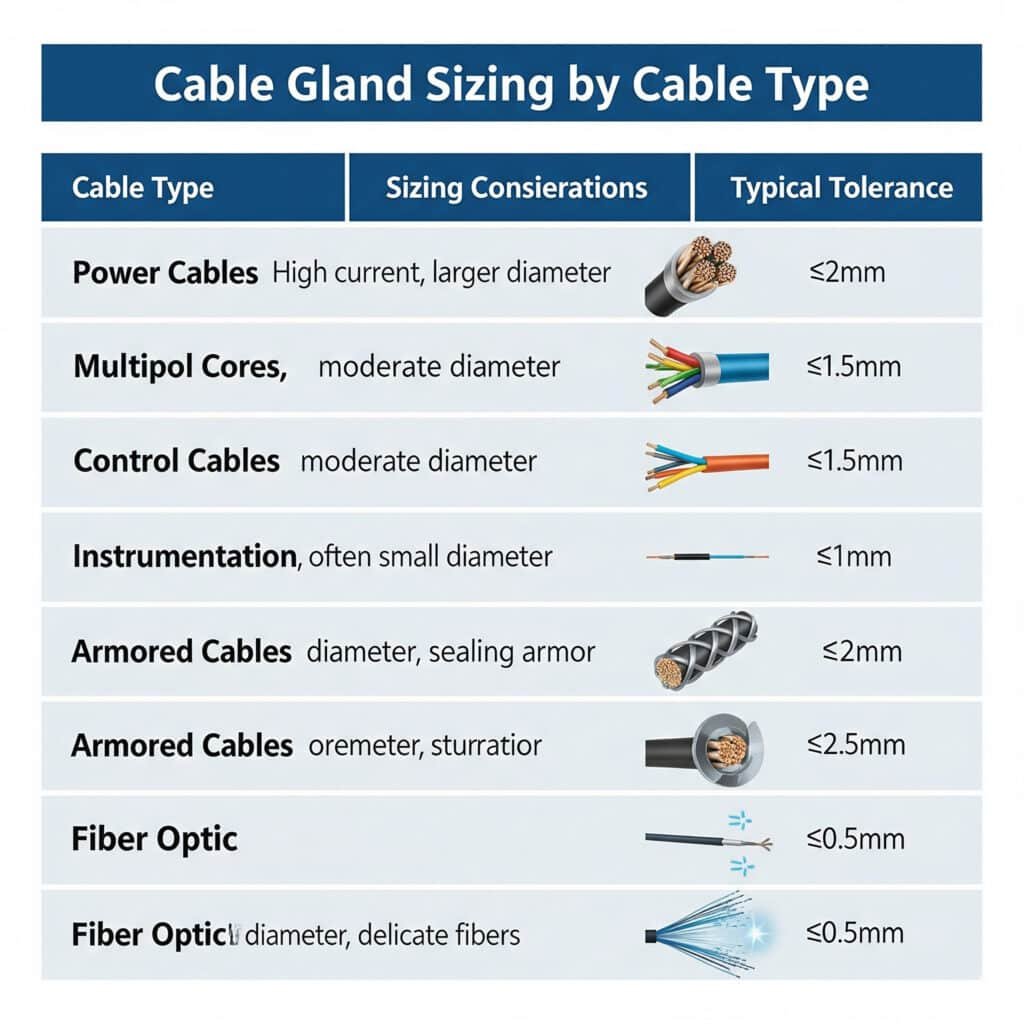
Exigences spécifiques au type de câble
| Type de câble | Considérations sur la taille | Tolérance typique |
|---|---|---|
| Câbles d'alimentation | Construction rigide, compression minimale | +2-3mm |
| Câbles de contrôle | Souple, compression modérée acceptable | +1-2mm |
| L'instrumentation | Ajustement précis requis, mouvement minimal | +0,5-1mm |
| Câbles blindés | Grand diamètre, construction rigide | +3-5mm |
| Fibre optique | Rayon de courbure critique, manipulation délicate | +1-2mm |
Marcus, chef de projet chez un grand constructeur automobile de Stuttgart, a été confronté à des défaillances répétées de presse-étoupes lors de l'installation de lignes de production. L'équipe de maintenance perçait des trous surdimensionnés "pour faciliter l'installation", mais cela compromettait l'efficacité de l'installation. Indice de protection IP651 et a permis la contamination des panneaux électriques par le liquide de refroidissement. Nous avons fourni des spécifications détaillées sur le dimensionnement des trous et des gabarits de perçage qui garantissaient un ajustement correct tout en maintenant la protection de l'environnement, éliminant ainsi les retouches coûteuses et les retards de production. 😊
Comment mesurer et calculer la taille correcte du trou ?
Pour mesurer et calculer la taille correcte du trou, il faut utiliser des pieds à coulisse de précision pour mesurer le diamètre extérieur du câble en plusieurs points, ajouter les espaces libres spécifiés par le fabricant, prendre en compte la déformation du câble sous l'effet de la compression, tenir compte de la dilatation due à la température et suivre des formules établies qui garantissent une étanchéité correcte tout en évitant d'endommager le câble et en préservant les normes de protection de l'environnement.
Des mesures et des calculs précis sont essentiels à la réussite des installations de presse-étoupe.
Techniques de mesure des câbles
Mesure de points multiples : Mesurer le diamètre du câble en plusieurs points de la longueur afin d'identifier les variations et de déterminer le diamètre maximal.
Outils de mesure appropriés : Utilisez des pieds à coulisse ou des micromètres de précision pour effectuer des mesures exactes, en évitant les mètres ruban ou les règles qui manquent de précision.
Considérations relatives à la température : Mesurer les câbles à la température de l'installation, car la température affecte le diamètre du câble par dilatation thermique.
Essai de compression : Pour les câbles flexibles, tester les caractéristiques de compression afin de comprendre comment le câble se déformera pendant l'installation.
Méthodes de calcul standard
Formule de dimensionnement de base : Diamètre du trou d'entrée = Diamètre extérieur du câble + Espace libre + Marge de sécurité
Indemnités de dégagement : Les dégagements typiques vont de 0,5 mm pour les applications de précision à 3 mm pour les gros câbles d'alimentation.
Marges de sécurité : Une marge de sécurité supplémentaire de 0,5 à 1 mm tient compte des incertitudes de mesure et des tolérances d'installation.
Spécifications du fabricant : Toujours vérifier les calculs par rapport aux spécifications du fabricant pour les modèles de presse-étoupe spécifiques.

Ajustements des facteurs environnementaux
Expansion de la température : Ajouter 1-2% de diamètre de câble pour les installations présentant des variations de température importantes.
Effets de l'humidité : Envisager le gonflement de la gaine du câble dans les environnements très humides, en particulier pour matériaux hygroscopiques2.
Exposition chimique : Tenir compte du risque de gonflement de la gaine du câble en cas d'exposition à des produits chimiques ou à des solvants.
Dégradation par les UV : Les installations extérieures peuvent subir des modifications de la gaine du câble au fil du temps, ce qui affecte la tenue.
Méthodes de vérification et d'essai
Test Fitting : Toujours effectuer des essais de montage avec les câbles réels avant de procéder à la découpe finale du trou pour vérifier les calculs.
Vérification de l'étanchéité : Vérifier que la taille du trou calculée permet une compression correcte de l'élément d'étanchéité sans surcompression.
Test de la force d'installation : Vérifier que les câbles peuvent être installés sans force excessive susceptible d'endommager le câble ou le presse-étoupe.
Test de performance : Tester l'indice de protection IP après l'installation pour confirmer la bonne étanchéité.
Documentation et contrôle de la qualité
Registres des mesures : Documenter toutes les mesures et tous les calculs à des fins d'assurance qualité et de référence ultérieure.
Dessins d'installation : Créer des dessins détaillés indiquant la taille des trous, leur emplacement et les exigences d'installation.
Listes de contrôle pour l'inspection : Élaborer des listes de contrôle pour vérifier le dimensionnement correct des trous avant et après l'installation.
Contrôle de la révision : Maintenir le contrôle de la révision des spécifications de dimensionnement des trous au fur et à mesure de l'évolution des projets.
Ahmed, qui gère les installations électriques d'une usine pétrochimique au Koweït, était confronté à des performances irrégulières des presse-étoupes en raison de la taille variable des trous pratiqués par les différents entrepreneurs. Nous avons mis au point des procédures de mesure et des feuilles de calcul normalisées qui ont permis d'assurer un dimensionnement cohérent des trous dans toutes les équipes d'installation, améliorant ainsi le taux de réussite de la première installation de 751 à 981 TTP3T et éliminant les travaux de reprise coûteux.
Quelles sont les dimensions standard des trous pour les différents types de presse-étoupe ?
Les dimensions standard des trous pour les presse-étoupes varient en fonction de la taille du filetage, du diamètre du câble et du type de presse-étoupe. Les presse-étoupes métriques nécessitent des trous allant de 12 mm pour les presse-étoupes M12 à 75 mm pour les presse-étoupes M75, Presse-étoupe NPT3 qui suivent des normes de dimensionnement différentes, et les presse-étoupes spécialisés tels que les presse-étoupes blindés qui nécessitent des trous plus grands pour s'adapter à l'augmentation du diamètre de leur corps et à leurs exigences d'étanchéité.
La compréhension du dimensionnement standard permet d'assurer une sélection et une planification de l'installation correctes.
Tailles des trous des presse-étoupes métriques
Presse-étoupes M12 : Diamètre de trou de 12 mm pour les câbles de 3 à 6,5 mm, couramment utilisés pour les câbles d'instrumentation et de contrôle.
Presse-étoupe M16 : Diamètre de trou de 16 mm pour les câbles de 4 à 10 mm, populaire pour les installations électriques générales.
Presse-étoupes M20 : Diamètre de 20 mm pour les câbles de 6 à 12 mm, largement utilisés pour les applications d'alimentation et de contrôle.
Presse-étoupe M25 : Diamètre de trou de 25 mm pour les câbles de 9 à 16 mm, adapté aux câbles de puissance moyenne et aux applications multiconducteurs.
Presse-étoupes M32 : Diamètre de trou de 32 mm pour les câbles de 15 à 22 mm, utilisé pour les câbles d'alimentation de plus grande taille et les applications industrielles.
Tailles des trous de presse-étoupe NPT
1/2″ NPT : Diamètre de trou de 20,6 mm, équivalent à la dimension métrique M20 pour les applications nord-américaines.
3/4″ NPT : Diamètre de trou de 26,7 mm, couramment utilisé pour les applications d'alimentation industrielle.
1″ NPT : Diamètre de trou de 33,4 mm, adapté aux grandes installations de câbles et aux entrées de câbles multiples.
1-1/4″ NPT : Diamètre de trou de 42,2 mm, utilisé pour les applications industrielles lourdes.
1-1/2″ NPT : Diamètre de trou de 48,3 mm, pour les très gros câbles et les applications spécialisées.
Dimensionnement des presse-étoupes spécialisés
| Type de presse-étoupe | Gamme de tailles | Diamètre du trou | Considérations particulières |
|---|---|---|---|
| Câble armé | M20-M75 | +2-5mm par rapport à la norme | Diamètre du corps plus important |
| Blindé CEM | M12-M63 | Taille standard | La précision de l'ajustement est essentielle |
| Antidéflagrant | M16-M50 | +1-2mm par rapport à la norme | L'engagement du fil est essentiel |
| Qualité marine | M12-M75 | Taille standard | Matériaux résistants à la corrosion |
| Haute température | M16-M40 | +1-2mm pour l'expansion | Indemnité de dilatation thermique |
Considérations relatives à l'épaisseur des panneaux
Panneaux minces (1-3mm) : Des trous plus grands peuvent être nécessaires pour accueillir le corps de presse-étoupe et assurer un engagement correct du filetage.
Panneaux standard (3-6mm) : Épaisseur optimale pour la plupart des presse-étoupes, permettant une mise en place et une étanchéité correctes.
Panneaux épais (6-12mm) : Peut nécessiter des longueurs de filetage plus importantes ou un matériel de montage spécial.
Panneaux très épais (>12mm) : Nécessitent souvent des presse-étoupes de type cloison ou des solutions personnalisées.
Tolérance et exigences de qualité
Tolérances standard : ±0,1 mm pour les applications de précision, ±0,2 mm pour une utilisation industrielle générale.
Finition de la surface : Les bords lisses des trous évitent d'endommager le joint et garantissent une bonne étanchéité.
Perpendicularité : Les trous doivent être perpendiculaires à la surface du panneau à ±2 degrés près pour assurer une bonne étanchéité.
Qualité des bords : Les bords ébavurés évitent d'endommager la gaine du câble lors de l'installation.
Comment découper et préparer correctement les trous d'entrée ?
Pour découper et préparer correctement les trous d'entrée, il faut choisir les outils de coupe appropriés, marquer les centres des trous avec précision, utiliser les vitesses de coupe et les avances appropriées, ébavurer tous les bords, vérifier la précision des dimensions et appliquer des finitions protectrices pour garantir des trous propres et précis qui offrent des surfaces d'étanchéité optimales et empêchent l'endommagement des câbles lors de l'installation et de l'entretien.
La qualité de la préparation des trous est essentielle pour assurer la performance et la fiabilité à long terme des presse-étoupes.
Méthodes et outils de découpe des trous
Mèches à échelons : Idéale pour les panneaux minces, elle permet d'obtenir des trous nets avec un minimum de bavures et un bon contrôle de la taille.
Scies à trous : Excellent pour les panneaux plus épais et les trous plus grands, nécessitant une vitesse et une vitesse d'avance appropriées pour des coupes nettes.
Découpage au plasma : Rapide pour les panneaux épais mais nécessite une finition importante pour obtenir une qualité de surface adéquate.
Découpe au jet d'eau4: Permet d'obtenir une précision et une finition de surface excellentes, mais son coût peut être prohibitif pour les petites quantités.
Poinçonnage : Rapide et économique pour les panneaux minces, mais limité aux trous de petite taille et aux matériaux plus tendres.
Meilleures pratiques en matière de processus de coupe
Marquage approprié : Utiliser des poinçons de centrage et des outils de mesure de précision pour marquer avec exactitude le centre des trous.
Contrôle de la vitesse de coupe : Utiliser des vitesses appropriées pour éviter la surchauffe et garantir des coupes nettes sans durcissement du travail.
Application du liquide de refroidissement : Appliquer du liquide de coupe si nécessaire pour éviter la surchauffe et prolonger la durée de vie de l'outil.
Coupe progressive : Pour les trous de grande taille, utilisez des techniques de coupe progressive afin de maintenir la précision et d'éviter la déformation du matériau.
Support de sauvegarde : Soutenir les panneaux minces pendant la découpe pour éviter les déformations et assurer une découpe nette.
Contrôle de la qualité et inspection
Vérification des dimensions : Mesurer tous les trous à l'aide d'outils de précision pour vérifier que le diamètre et la rondeur sont conformes aux tolérances spécifiées.
Inspection de la qualité des bords : Vérifier qu'il n'y a pas de bavures, de déchirures ou d'autres défauts de bord qui pourraient nuire à l'étanchéité ou endommager les câbles.
Évaluation de l'état de surface : Vérifier que l'état de surface est conforme aux exigences d'étanchéité du joint et de résistance à la corrosion.
Vérification de la perpendicularité : Vérifier que les trous sont perpendiculaires à la surface du panneau à l'aide d'outils de mesure appropriés.
Finition et protection
Ébarbage : Éliminer toutes les bavures et les arêtes vives à l'aide d'outils ou de procédés d'ébavurage appropriés.
Radiation des bords : Arrondir légèrement les bords du trou pour éviter d'endommager la gaine du câble lors de l'installation.
Revêtement protecteur : Appliquer les revêtements protecteurs appropriés pour prévenir la corrosion et maintenir la qualité de la surface.
Nettoyage final : Nettoyer soigneusement les trous pour éliminer les débris de coupe et les contaminants avant l'installation du presse-étoupe.
Problèmes de coupe courants et solutions
Trous surdimensionnés : Causé par l'usure de l'outil, des vitesses d'avance excessives ou une mauvaise sélection d'outils - à prévenir par un entretien adéquat de l'outil et des paramètres de coupe.
Les bords rugueux : Résultent d'outils émoussés, de vitesses incorrectes ou d'un support inadéquat - à traiter en sélectionnant correctement les outils et les techniques de coupe.
Trous non arrondis : Causé par une déviation de la machine, des outils usés ou un mauvais réglage - à prévenir par des procédures correctes d'entretien et de réglage de la machine.
Durcissement au travail5: Résulte d'une production excessive de chaleur - à contrôler par des vitesses et des avances appropriées, et l'application de liquide de refroidissement.
Quelles sont les erreurs courantes à éviter lors du dimensionnement des trous d'entrée ?
Les erreurs courantes dans le dimensionnement des trous d'entrée comprennent le surdimensionnement des trous pour "faciliter l'installation", le sous-dimensionnement basé sur les dimensions nominales du câble, l'ignorance des spécifications du fabricant, l'absence de prise en compte des variations du câble, l'utilisation d'outils de mesure inappropriés, la négligence de la dilatation thermique et le découpage des trous avant la sélection finale du câble, autant d'éléments qui compromettent les performances d'étanchéité, les indices IP et la fiabilité à long terme.
Le fait d'éviter ces erreurs garantit des installations de presse-étoupe réussies et des performances optimales.
Erreurs de calcul de dimensionnement
Utilisation des dimensions nominales : Le fait de se fier aux dimensions figurant dans les catalogues de câbles au lieu de mesurer les câbles réels entraîne des problèmes d'ajustement et d'étanchéité.
Ignorer les tolérances : Le fait de ne pas tenir compte des tolérances de fabrication des câbles et des panneaux entraîne des difficultés d'installation.
Dégagements inadéquats : Un dégagement insuffisant rend l'installation difficile et peut endommager les câbles ou compromettre l'étanchéité.
Dégagements excessifs : Les trous surdimensionnés compromettent les performances d'étanchéité et peuvent enfreindre les exigences de l'indice de protection IP.
Erreurs de mesure et de documentation
Outils de mesure imprécis : L'utilisation d'outils de mesure inappropriés entraîne des erreurs de dimensionnement et des problèmes d'installation.
Mesure en un seul point : La mesure du diamètre du câble en un seul point ne tient pas compte des variations qui affectent le dimensionnement des trous.
Négligence de la température : Le fait de ne pas tenir compte des effets de la température sur les dimensions des câbles entraîne des problèmes d'ajustement en service.
Documentation insuffisante : Une documentation inadéquate est source de confusion et d'incohérence dans le dimensionnement des trous d'une installation à l'autre.
Erreurs de planification de l'installation
Découpage prématuré des trous : La découpe des trous avant la sélection finale des câbles bloque un dimensionnement qui peut ne pas correspondre aux câbles réels.
Ignorer l'épaisseur du panneau : Ne pas prendre en compte les effets de l'épaisseur du panneau sur l'assise du presse-étoupe et l'engagement du filetage.
Limitations d'accès : Ne pas tenir compte des exigences d'accès à l'installation lors du positionnement et du dimensionnement des trous.
Expansion future : Ne pas planifier les changements ou ajouts potentiels de câbles à l'avenir.
Contrôle de la qualité
Sauter des épreuves : Si l'on ne teste pas les câbles et les presse-étoupes avant l'installation finale, les problèmes de dimensionnement peuvent être révélés trop tard.
Inspection inadéquate : Le fait de ne pas inspecter correctement la qualité des trous avant l'installation entraîne des problèmes d'étanchéité et de performance.
Vérification manquante : Si l'on ne vérifie pas les performances IP après l'installation, on risque de ne pas détecter les problèmes liés à la taille.
Mauvaise tenue des dossiers : Une documentation inadéquate rend le dépannage et la maintenance difficiles.
Négligence des facteurs environnementaux
Expansion de la température : Ignorer les effets de la dilatation thermique peut entraîner le blocage des câbles ou la défaillance des joints.
Compatibilité chimique : Le fait de ne pas tenir compte des effets chimiques sur les dimensions des câbles peut entraîner des problèmes d'ajustement au fil du temps.
Effets du vieillissement : Le fait de ne pas prendre en compte le vieillissement des câbles et les modifications dimensionnelles affecte les performances à long terme.
Conditions d'installation : Le fait de ne pas prendre en compte les conditions de l'environnement d'installation peut affecter la manipulation et l'ajustement du câble.
Conclusion
La sélection de la taille correcte du trou d'entrée pour les presse-étoupes nécessite des mesures minutieuses, des méthodes de calcul appropriées et une attention particulière aux facteurs environnementaux. Le respect des spécifications du fabricant et des meilleures pratiques de l'industrie garantit des performances d'étanchéité optimales, la conformité à l'indice de protection IP et une fiabilité à long terme.
Le succès dépend de la précision des mesures, de la justesse des calculs, de la qualité de la préparation des trous et de la nécessité d'éviter les erreurs de dimensionnement les plus courantes. Chez Bepto, nous fournissons une assistance technique complète et des spécifications détaillées pour vous aider à réaliser des installations de presse-étoupe parfaites à chaque fois, en nous appuyant sur notre vaste expérience en matière de solutions de connexion de câbles.
FAQ sur le dimensionnement des trous d'entrée des presse-étoupes
Q : Que se passe-t-il si le trou d'entrée de mon presse-étoupe est trop grand ?
A : Les trous surdimensionnés compromettent les performances d'étanchéité et les indices de protection IP en empêchant la compression correcte du joint. Cela permet à l'eau et à la poussière de pénétrer, ce qui peut entraîner des défaillances électriques et endommager l'équipement. Le trou doit correspondre aux spécifications du fabricant avec une tolérance de ±0,2 mm.
Q : Comment mesurer avec précision le diamètre du câble pour dimensionner les trous ?
A : Utilisez un pied à coulisse de précision pour mesurer le diamètre extérieur du câble en plusieurs points de la longueur, en prenant la mesure maximale. Mesurez à la température d'installation et ajoutez les jeux spécifiés par le fabricant, généralement de 1 à 3 mm en fonction du type de câble et de la taille du presse-étoupe.
Q : Puis-je utiliser la même taille de trou pour différentes marques de presse-étoupe ?
A : Pas nécessairement - les diamètres de corps et les exigences d'étanchéité peuvent varier d'un fabricant à l'autre, même pour une même taille de filetage. Il convient de toujours vérifier les exigences relatives à la taille des trous en se référant aux spécifications du fabricant et de procéder à un essai d'ajustement avant l'installation finale.
Q : Quel est le meilleur outil pour couper les trous d'entrée des passe-câbles ?
A : Les forets étagés conviennent mieux aux panneaux minces et aux petits trous, tandis que les scies cloches sont idéales pour les panneaux plus épais et les diamètres plus importants. Toutes deux permettent des coupes nettes avec un minimum de bavures lorsqu'elles sont utilisées à la bonne vitesse et avec le liquide de coupe approprié.
Q : Quelle marge de manœuvre dois-je ajouter au diamètre du câble pour le trou d'entrée ?
A : Ajoutez 1 à 3 mm d'espace libre en fonction du type de câble : 1 mm pour les câbles d'instrumentation, 2 mm pour les câbles de commande et 3 mm pour les câbles d'alimentation. Vérifiez toujours les spécifications du fabricant et tenez compte de la dilatation due à la température dans les installations extérieures.
-
Comprendre ce que signifie l'indice IP65 pour la protection contre la poussière et les jets d'eau à basse pression conformément aux normes internationales. ↩
-
Découvrez l'hygroscopie, la propriété des matériaux d'absorber l'humidité de l'air ambiant, et comment elle peut les affecter. ↩
-
Découvrez les spécifications techniques de la norme de filetage NPT (National Pipe Taper) largement utilisée aux États-Unis. ↩
-
Découvrez la technologie de la découpe au jet d'eau abrasif, un procédé de précision qui utilise un flux d'eau à haute pression et des particules abrasives. ↩
-
Examiner le phénomène métallurgique de l'écrouissage, où un métal devient plus fort et plus dur par déformation plastique. ↩
