

Lääkinnällisten laitteiden sterilointihäiriöt maksavat valmistajille vuosittain miljoonia euroja, ja 15-20% niistä johtuu puutteellisesta tuuletuksesta, joka estää sterilointiaineen kunnollisen tunkeutumisen. Vakiotulpat eivät toimi autoklaavi1 121-134 °C:n lämpötiloissa tai hajoavat, kun ne altistetaan etyleenioksidisterilointi (ETO)2 kemikaaleja, mikä vaarantaa steriiliyden varmistamisen ja säännösten noudattamisen.
Steriloitavat tuuletuspistokkeet mahdollistavat tehokkaan steriloinnin sallimalla höyryn tai ETO-kaasun tunkeutumisen ja säilyttämällä samalla steriilit esteet steriloinnin jälkeen. PTFE-kalvojen tuuletusaukot kestävät autoklaavissa jopa 150 °C:n lämpötiloja ja kestävät ETO:n kemiallista hajoamista, mikä takaa luotettavan steriiliyden ylläpidon lääkinnällisille laitteille, farmaseuttisille laitteille ja laboratoriolaitteille, jotka vaativat validoituja sterilointiprosesseja.
Viime vuonna työskentelin yhdessä tohtori Sarah Mitchellin kanssa, joka on johtavan bostonilaisen lääkinnällisten laitteiden valmistajan laatujohtaja ja jolla oli sterilointivirheitä implantoitavien laitteiden pakkauksissa. Heidän vakiomuotoiset nailonista valmistetut tuuletuspistokkeet sulivat autoklaavisyklien aikana ja estivät höyryn kunnollisen tunkeutumisen. Vaihdettuaan farmaseuttiseen PTFE:hen, joka on steriloitavissa ja jonka lämpötilakestävyys on validoitu, he saavuttivat 100%-sterilointitehokkuuden 1000 validointikierroksen aikana - mikä varmisti FDA:n vaatimustenmukaisuuden ja potilasturvallisuuden! 🏥
Sisällysluettelo
- Mitä ovat steriloitavat tuuletuspistokkeet ja miksi ne ovat kriittisiä?
- Miten eri sterilointimenetelmät vaikuttavat tuuletuspistokkeiden materiaaleihin?
- Mitkä materiaalit ovat parhaita autoklaavisterilointiin?
- Mitkä materiaalit sopivat parhaiten ETO-sterilointiprosesseihin?
- Miten valitset ja validoit steriloitavat tuuletuspistokkeet?
- Usein kysytyt kysymykset steriloitavista tuuletuspistokkeista
Mitä ovat steriloitavat tuuletuspistokkeet ja miksi ne ovat kriittisiä?
Steriloitavien venttiilitulppien roolin ymmärtäminen lääkinnällisten laitteiden ja lääkkeiden valmistuksessa on tärkeää steriiliyden varmistamisen ja säännösten noudattamisen kannalta.
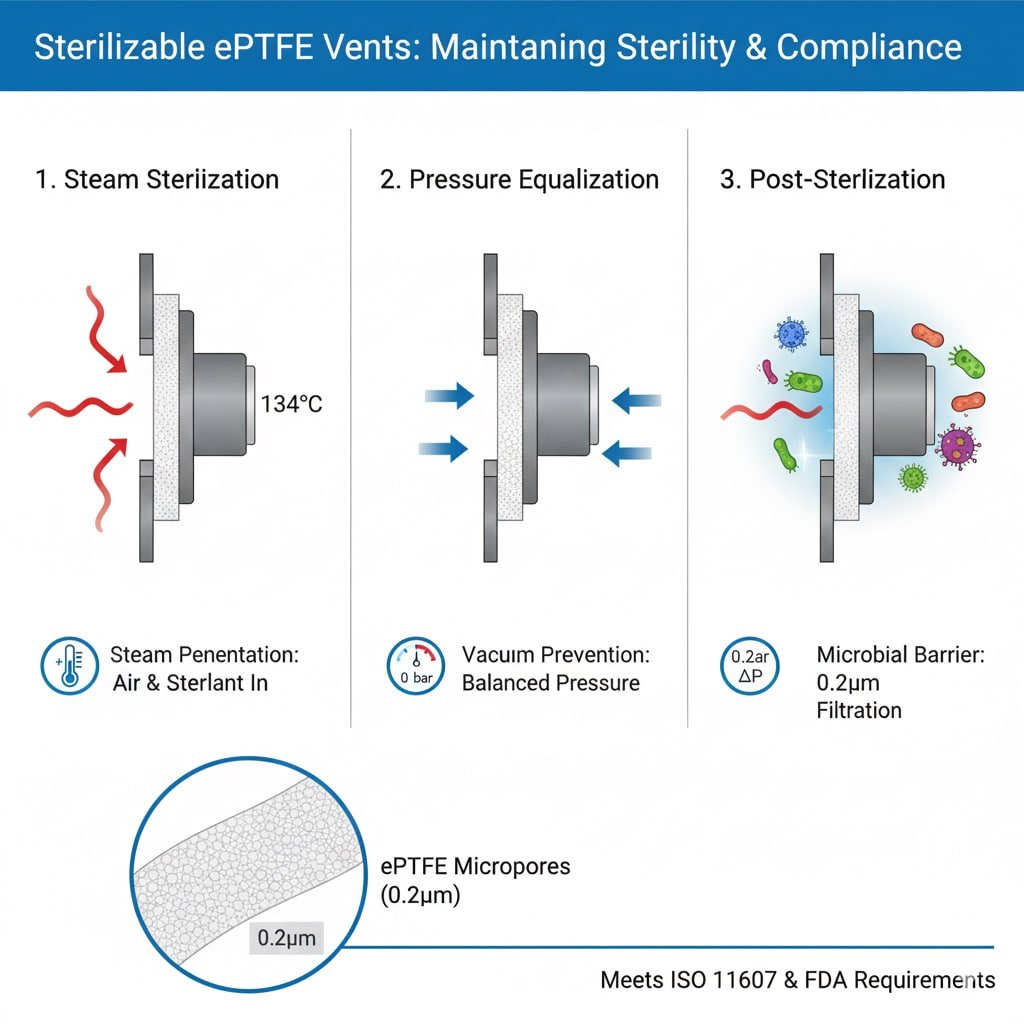
Steriloitavat tuuletuspistokkeet ovat erityisiä hengittäviä tuuletusaukkoja, jotka on suunniteltu kestämään sterilointiprosesseja sallien samalla sterilointiaineen tunkeutumisen ja säilyttäen steriilit esteet. Ne mahdollistavat ilman siirtymisen steriloinnin aikana, estävät tyhjiön muodostumisen jäähdytyksen aikana ja ylläpitävät steriilit olosuhteet steriloinnin jälkeen. Kriittisiä sovelluksia ovat lääkinnällisten laitteiden pakkaukset, lääkeastiat, laboratoriolaitteet ja steriilit käsittelylaitteet.
Sterilointiprosessin vaatimukset
Höyryn tunkeutuminen: Autoklaavisterilointi edellyttää, että höyry tunkeutuu pakkauksen läpi ja koskettaa kaikkia pintoja, mikä edellyttää tuuletusaukkoja, jotka mahdollistavat kaasun virtauksen säilyttäen samalla mikrobiologiset esteet.
Ilman siirtymä: Tehokas sterilointi edellyttää ilman täydellistä poistamista ja korvaamista sterilointiaineella, jota ilmanpoistoaukot helpottavat hallitun kaasunvaihdon avulla.
Paineen tasaus: Sterilointisyklit aiheuttavat paine-eroja, joihin tuuletusaukkojen on sopeuduttava vaarantamatta steriilejä esteitä tai pakkauksen eheyttä.
Kriittiset suorituskykyparametrit
Lämpötilan kestävyys: Steriloitavien tuuletusaukkojen on säilytettävä rakenteellinen eheys ja suodatusteho sterilointilämpötiloissa, jotka vaihtelevat 121 °C:n ja 150 °C:n välillä.
Kemiallinen yhteensopivuus: Materiaalien on kestettävä sterilointikemikaalien, kuten höyryn, etyleenioksidin, vetyperoksidin ja otsonin aiheuttamaa hajoamista.
Mikrobiologisen esteen tehokkuus: Steriloinnin jälkeen tuuletusaukkojen on tarjottava luotettava mikrobiologinen este3 joiden huokoskoko on tyypillisesti 0,2-0,22 mikronia bakteerien pidättämiseksi.
Lainsäädännön noudattamista koskevat näkökohdat
FDA:n validointivaatimukset: Lääkinnällisten laitteiden sovellukset edellyttävät validoituja sterilointiprosesseja, joiden venttiilien suorituskyky on dokumentoitu koko sterilointisyklin ajan.
ISO-standardien noudattaminen: Steriloitavien tuuletusaukkojen on täytettävä ISO 116074 pakkausstandardit ja ISO 17665 -standardin höyrysterilointivaatimukset lääketieteellisissä sovelluksissa.
Biologisen yhteensopivuuden testaus: Lääkinnällisten laitteiden kosketussovellukset voivat vaatia USP-luokan VI biosoveltuvuustestausta potilasturvallisuuden varmistamiseksi.
Sovelluskategoriat
Lääkinnällisten laitteiden pakkaukset: Steriilipakkaukset implantteja, kirurgisia instrumentteja ja kertakäyttöisiä lääkinnällisiä laitteita varten, jotka edellyttävät steriiliyden ylläpitämistä käyttöön asti.
Lääketeollisuus: Steriilit prosessilaitteet, bioreaktorit ja lääkeastiat, jotka edellyttävät validoituja sterilointiprosesseja.
Laboratoriolaitteet: Autoklavoitavat laboratorioastiat, viljelyastiat ja analyysilaitteet, jotka edellyttävät steriilejä olosuhteita tarkkojen tulosten saamiseksi.
Miten eri sterilointimenetelmät vaikuttavat tuuletuspistokkeiden materiaaleihin?
Erilaiset sterilointimenetelmät aiheuttavat ainutlaatuisia haasteita venttiilitulppamateriaaleille, jotka vaativat erityisiä materiaaliominaisuuksia ja suunnittelua optimaalisen suorituskyvyn saavuttamiseksi.
Höyrysteriloinnissa materiaalit altistetaan korkealle lämpötilalle (121-134 °C) ja kylläiselle höyrylle, mikä voi aiheuttaa lämpöhajoamista, mittamuutoksia ja kalvovaurioita. ETO-steriloinnissa materiaalit altistetaan reaktiivisille kemikaaleille alhaisemmissa lämpötiloissa (37-63 °C) mutta pidemmillä altistusajoilla, jotka voivat aiheuttaa kemiallista hajoamista ja kaasujen poistumista. Kumpikin menetelmä edellyttää erityistä materiaalivalintaa luotettavan suorituskyvyn varmistamiseksi.
Höyrysteriloinnin vaikutukset
Lämpörasitus: Korkeat lämpötilat aiheuttavat lämpölaajenemista, kestomuovisten komponenttien mahdollista sulamista ja lämpötilaherkkien materiaalien hajoamista.
Hydrolyysireaktiot5: Höyrylle altistuminen voi aiheuttaa tiettyjen polymeerien, erityisesti polyestereiden ja joidenkin polyamidien, hydrolyyttistä hajoamista.
Mittapysyvyys: Toistuva lämpökierto voi aiheuttaa mittamuutoksia, jotka vaikuttavat tiivistystehoon ja suodatustehokkuuteen.
ETO-steriloinnin haasteet
Kemiallinen reaktiivisuus: Etyleenioksidi reagoi aktiivisia vetyatomeja sisältävien materiaalien kanssa, mikä saattaa muuttaa materiaalin ominaisuuksia ja aiheuttaa myrkyllisiä jäämiä.
Ulokaasuvaatimukset: ETO-steriloidut tuotteet vaativat pitkiä ilmastusjaksoja, jotta absorboitunut ETO ja reaktiotuotteet saadaan poistettua ennen turvallista käyttöä.
Tunkeutumisominaisuudet: ETO vaatii erityisiä kosteus- ja lämpötilaolosuhteita, jotta se voi tunkeutua tehokkaasti, mikä vaikuttaa ilmanvaihtoaukon suunnitteluvaatimuksiin.
Vetyperoksidiplasman vaikutukset
Hapettava hajoaminen: H2O2-plasma tuottaa erittäin reaktiivisia lajeja, jotka voivat hajottaa orgaanisia materiaaleja hapetusreaktioiden avulla.
Materiaalien yhteensopivuus: Monet elastomeerit ja jotkin muovit eivät sovellu H2O2-plasmasterilointiin, koska ne hajoavat nopeasti.
Matalan lämpötilan edut: Plasmasterilointi toimii alhaisissa lämpötiloissa (45-55 °C), mikä vähentää lämpötilaherkkien materiaalien lämpörasitusta.
Gammasäteilyä koskevat näkökohdat
Säteilyvauriot: Suurenerginen gammasäteily voi aiheuttaa polymeeriketjujen pilkkoutumista tai ristisilloittumista, mikä muuttaa materiaalin ominaisuuksia merkittävästi.
Annoksen kertyminen: Toistuva gammasterilointi voi aiheuttaa kumulatiivisia vaurioita, mikä rajoittaa sterilointisyklien määrää, jonka materiaalit kestävät.
Antioksidanttivaatimukset: Säteilyä kestävät valmisteet vaativat usein antioksidantteja estämään oksidatiivista hajoamista säteilytyksen aikana ja sen jälkeen.
Autoin hiljattain Dubaissa sijaitsevan lääketehtaan käyttöpäällikköä Ahmed Al-Rashidia ratkaisemaan ETO-steriloinnin validointiongelmat bioreaktorin tuuletusjärjestelmissä. Heidän vakiotuulettimensa imivät ETO:ta ja vaativat pitkiä 14 päivän ilmastusjaksoja, jotka häiritsivät tuotantoaikatauluja. Ottamalla käyttöön ETO-yhteensopivat PTFE-tulpat, joilla on minimaaliset absorptio-ominaisuudet, he lyhensivät ilmastointiaikaa 24 tuntiin säilyttäen samalla täyden steriliteetin varmistuksen - mikä paransi merkittävästi tuotannon tehokkuutta! 🚀
Mitkä materiaalit ovat parhaita autoklaavisterilointiin?
Sopivien materiaalien valitseminen autoklaavisterilointia varten edellyttää lämpöstabiilisuuden, hydrolyysin kestävyyden ja pitkäaikaisen suorituskyvyn ymmärtämistä toistuvassa höyryaltistuksessa.
PTFE (polytetrafluorieteeni) tarjoaa ylivoimaisen autoklaavin suorituskyvyn jatkuvissa käyttölämpötiloissa 260 °C:een asti, erinomaisen kemiallisen inerttiyden ja hydrolyysin kestävyyden. PVDF (polyvinyylideenifluoridi) tarjoaa hyvän lämmönkestävyyden 150 °C:een asti ja alhaisemmat kustannukset. Vältä nailonia, tavallista polyeteeniä ja useimpia elastomeerejä, jotka hajoavat autoklaavissa ja heikentävät suodatus- ja tiivistystehoa.
PTFE-kalvon edut
Poikkeuksellinen lämpötilan kestävyys: PTFE säilyttää rakenteellisen eheyden ja suodatustehon myös huomattavasti autoklaavin tyypillisiä olosuhteita korkeammissa lämpötiloissa (121-134 °C).
Kemiallinen inerttiys: PTFE kestää höyryn, puhdistuskemikaalien ja steriloinnin sivutuotteiden aiheuttamaa hajoamista, mikä takaa tasaisen pitkän aikavälin suorituskyvyn.
Hydrofobiset ominaisuudet: PTFE:n hydrofobinen luonne estää veden imeytymistä ja säilyttää mittasuhteet vakaina sterilointisyklien aikana.
Materiaalin suorituskyvyn vertailu
| Materiaali | Maksimilämpötila (°C) | Höyrynkestävyys | Hydrolyysin kestävyys | Kustannustekijä |
|---|---|---|---|---|
| PTFE | 260 | Erinomainen | Erinomainen | Korkea |
| PVDF | 150 | Hyvä | Hyvä | Medium |
| PP (polypropeeni) | 135 | Fair | Fair | Matala |
| Nylon | 80-100 | Huono | Huono | Matala |
Kotelomateriaalin valinta
Ruostumaton teräs 316L: Tarjoaa erinomaisen korroosionkestävyyden, lämpöstabiilisuuden ja puhdistettavuuden lääke- ja lääketieteellisissä sovelluksissa, jotka edellyttävät validoituja puhdistusmenetelmiä.
PEEK (polyeetterieteriketoni): Tarjoaa erinomaisen lämmönkestävyyden (jatkuva käyttö 250 °C:seen asti) ja erinomaisen kemikaalien kestävyyden vaativiin autoklaavisovelluksiin.
Polypropeeni: Kustannustehokas vaihtoehto kertakäyttösovelluksiin, jonka suorituskyky riittää tavanomaisiin 121 °C:n autoklaavisykleihin.
Tiivistyskomponenttia koskevat näkökohdat
EPDM O-renkaat: Tarjoaa hyvän höyrynkestävyyden ja lämmönkestävyyden jopa 150 °C:n lämpötiloissa sekä erinomaisen tiivistysominaisuuden.
Silikonitiivisteet: Tarjoavat erinomaisen lämpötilankestävyyden (jopa 200 °C), mutta niillä voi olla yhteensopivuusongelmia tiettyjen puhdistuskemikaalien kanssa.
PTFE-kapseloidut O-renkaat: Yhdistetään PTFE:n kemiallinen kestävyys ja elastomeerin tiivistysominaisuudet vaativissa sovelluksissa, joissa tarvitaan molempia suorituskykyominaisuuksia.
Suunnittelun optimointi autoklaavin käyttöä varten
Lämpölaajeneminen Majoitus: Venttiilien suunnittelussa on otettava huomioon materiaalien erilainen lämpölaajeneminen, jotta estetään tiivisteen pettäminen lämpötilan vaihtelun aikana.
Viemäröintiominaisuudet: Asianmukainen viemäröinti estää kondenssiveden kertymisen, joka voi heikentää suodatustehoa tai aiheuttaa saastumisriskin.
Validointituki: Suunnitteluominaisuuksien on helpotettava validointitestejä, kuten paineen hajoamista, mikrobien aiheuttamaa haastetta ja lämpötehokkuuden todentamista.
Mitkä materiaalit sopivat parhaiten ETO-sterilointiprosesseihin?
ETO-sterilointi asettaa ainutlaatuisia materiaalihaasteita, jotka edellyttävät kemiallista yhteensopivuutta, minimaalista imeytymistä ja nopeaa kaasunpoistoa tehokkaan käsittelyn varmistamiseksi.
PTFE ja PVDF tarjoavat erinomaisen ETO-yhteensopivuuden, jossa kemikaalien imeytyminen on vähäistä ja kaasujen poistuminen nopeaa. Vältä materiaaleja, joissa on aktiivisia vetypaikkoja, kuten nailonia, PVC:tä ja luonnonkumia, jotka reagoivat ETO:n kanssa muodostaen myrkyllisiä yhdisteitä. Ruostumattomasta teräksestä valmistetut kotelot tarjoavat optimaalisen kemiallisen kestävyyden, kun taas silikonitiivisteet tarjoavat hyvän ETO-yhteensopivuuden ja hyväksyttävät kaasunpoisto-ominaisuudet useimmissa sovelluksissa.
ETO:n kemiallinen yhteensopivuus
Reaktiomekanismit: ETO reagoi hydroksyyli-, amino-, karboksyyli- ja sulfhydryyliryhmiä sisältävien materiaalien kanssa muodostaen etyleeniglykolijohdannaisia ja muita mahdollisesti myrkyllisiä yhdisteitä.
Imeytymisominaisuudet: Materiaalit, joilla on korkea ETO-absorptio, vaativat pidempiä ilmastusjaksoja, mikä lisää käsittelyaikaa ja kustannuksia merkittävästi.
Outgassing Kinetics: Nopeasti kaasuuntuvat materiaalit mahdollistavat lyhyemmät ilmastusjaksot, mikä parantaa prosessin tehokkuutta ja lyhentää varastointiaikoja.
Materiaalin ETO-suorituskyvyn sijoitukset
Erinomainen ETO-yhteensopivuus:
- PTFE: Vähäinen imeytyminen, nopea kaasujen poistuminen, ei kemiallista reaktiivisuutta.
- PVDF: Vähäinen absorptio, hyvä kaasunpoisto, erinomainen kemiallinen kestävyys.
- Ruostumaton teräs: Ei imeytymistä, välitön käyttövalmius
Hyvä ETO-yhteensopivuus:
- Polypropeeni: Polypropeeni: Kohtalainen imeytyminen, hyväksyttävät kaasutukset.
- Silikoni: Vähäinen reaktiivisuus, kohtalaiset vaatimukset kaasujen poistumiselle.
Huono ETO-yhteensopivuus:
- Nylon: Pitkä ilmastointi vaaditaan
- PVC: Kemiallinen hajoaminen, myrkyllisten yhdisteiden muodostuminen
- Luonnonkumi: suuri imeytyminen, mahdollinen hajoaminen.
Ilmastointiajan vaatimukset
| Materiaali | Tyypillinen ilmastusaika | ETO-absorptiotaso | Uloskaasun määrä |
|---|---|---|---|
| PTFE | 8-24 tuntia | Minimaalinen | Nopea |
| PVDF | 24-48 tuntia | Matala | Hyvä |
| Polypropeeni | 48-72 tuntia | Kohtalainen | Kohtalainen |
| Nylon | 7-14 päivää | Korkea | Hidas |
Prosessiparametrien optimointi
Lämpötilan säätö: ETO-sterilointi tapahtuu tyypillisesti 37-63 °C:n lämpötilassa, joten tarvitaan materiaaleja, joiden suorituskyky säilyy tällä lämpötila-alueella.
Kosteusvaatimukset: ETO:n tehokkuus edellyttää 40-80%:n suhteellista kosteutta, joten tarvitaan materiaaleja, jotka toimivat tasaisesti näissä kosteusolosuhteissa.
Kaasupitoisuuden hallinta: ETO-pitoisuudet 450-1200 mg/l edellyttävät materiaaleja, jotka kestävät kemiallista hyökkäystä ja sallivat samalla sterilointiaineen tunkeutumisen.
Validointia koskevat näkökohdat
Jäämien testaus: ETO-steriloidut tuotteet on testattava ETO-jäämien ja reaktiotuotteiden varalta, jotta voidaan varmistaa, että turvallisuusrajoja noudatetaan.
Biologisen yhteensopivuuden ylläpito: Materiaalien on säilytettävä bioyhteensopivuutensa ETO-altistuksen ja ilmastoinnin jälkeen, mikä edellyttää validoitua materiaalivalintaa.
Prosessin seuranta: ETO-sterilointi edellyttää lämpötilan, kosteuden, paineen ja kaasupitoisuuden jatkuvaa seurantaa koko syklin ajan.
Miten valitset ja validoit steriloitavat tuuletuspistokkeet?
Steriloitavien ilmanpoistotulppien oikealla valinnalla ja validoinnilla varmistetaan luotettava sterilointitulos, säännöstenmukaisuus ja pitkän aikavälin toiminnallinen menestys.
Valinta edellyttää materiaalin ominaisuuksien sovittamista sterilointimenetelmään, suorituskykyvaatimusten määrittelyä ja viranomaisstandardien huomioon ottamista. Validointi sisältää lämpötehokkuuden testauksen, mikrobien aiheuttaman haasteen tutkimukset, kemiallisen yhteensopivuuden arvioinnin ja pitkäaikaisen vakauden arvioinnin. Dokumentoi kaikki testit FDA- ja ISO-standardien mukaisesti, jotta ne voidaan toimittaa viranomaisille ja noudattaa laatujärjestelmän vaatimuksia.
Valintaperusteet
Sterilointimenetelmän yhteensopivuus: Sovita tuuletusaukkomateriaalit tiettyihin sterilointimenetelmiin (höyry, ETO, H2O2-plasma, gamma) lämpötilan, kemikaalien ja säteilynkestävyysvaatimusten perusteella.
Suorituskyvyn tekniset tiedot: Määrittele vaaditut virtausnopeudet, paineluokat, suodatustehokkuus ja mikrobien esto-ominaisuudet sovelluksen vaatimusten perusteella.
Sääntelyvaatimukset: Ota huomioon FDA:n laiteluokitus, ISO-standardien noudattaminen ja bioyhteensopivuusvaatimukset käyttötarkoituksen mukaisissa sovelluksissa.
Sovelluksen arviointiparametrit
Toimintaympäristö: Arvioi lämpötila-alueet, kemiallinen altistuminen, paineolosuhteet ja kontaminaatioriskit koko tuotteen elinkaaren ajan.
Sterilointitiheys: Harkitse kertakäyttöä verrattuna useisiin sterilointijaksoihin ja kumulatiivisia vaikutuksia materiaalin suorituskykyyn ja luotettavuuteen.
Validoinnin laajuus: Määritä testausvaatimukset riskinarvioinnin, sääntelyreitin ja laatujärjestelmän vaatimusten perusteella.
Validointitestausprotokolla
Lämpötehokkuuden testaus:
- Lämpötilan vaihtelu sterilointiolosuhteissa
- Mittapysyvyyden mittaus
- Suodatustehokkuuden tarkastus lämpöaltistuksen jälkeen
Mikrobien haastetestaukset:
- Bakteerien aiheuttama haaste sopivilla testieliöillä
- Steriliteetin ylläpidon todentaminen
- Pitkän aikavälin esteen eheyden arviointi
Kemiallisen yhteensopivuuden arviointi:
- Materiaalin hajoamisen arviointi
- Uuttuvien ja huuhtoutuvien aineiden testaus
- Biologisen yhteensopivuuden ylläpidon todentaminen
Dokumentointivaatimukset
Materiaalin tekniset tiedot: Täydelliset materiaalitiedotteet, mukaan lukien kemiallinen koostumus, lämpöominaisuudet ja viranomaislausunnot.
Testausprotokollat: Yksityiskohtaiset validointiprotokollat, jotka noudattavat FDA:n ohjeita ja ISO-standardeja sterilointivalidointia varten.
Suoritustiedot: Kattavat testitulokset, jotka osoittavat suorituskyvyn kaikissa määritellyissä käyttöolosuhteissa ja sterilointisykleissä.
Laatujärjestelmän integrointi
Toimittajan pätevyys: Laaditaan tavarantoimittajien laatusopimukset, mukaan lukien materiaalin jäljitettävyys, muutosten hallinta ja laatudokumentaatiovaatimukset.
Saapuva tarkastus: Kehitetään tarkastusmenettelyjä kriittisten mittojen, materiaaliominaisuuksien ja suoritusominaisuuksien todentamista varten.
Prosessin validointi: Sisällytä tuuletusaukon suorituskyky sterilointiprosessin kokonaisvalidointiin, mukaan lukien pahimman mahdollisen skenaarion testaus.
Riskinhallintaan liittyvät näkökohdat
Vikatila-analyysi: Tunnistetaan mahdolliset vikaantumistavat, mukaan lukien materiaalin hajoaminen, tiivisteen pettäminen ja suodatuksen heikkeneminen, sekä asianmukaiset lieventämisstrategiat.
Muutosten hallinta: Laaditaan menettelyt materiaalimuutosten, toimittajien muutosten ja eritelmämuutosten hallintaa varten asianmukaisin validointivaatimuksin.
Jatkuva seuranta: Toteuta jatkuvia seurantaohjelmia, joilla varmistetaan jatkuva suorituskyky ja tunnistetaan mahdolliset ongelmat ennen kuin ne vaikuttavat tuotteen laatuun.
Päätelmä
Steriloitavilla tuuletuspistokkeilla on ratkaiseva merkitys tehokkaan steriloinnin varmistamisessa ja steriilien esteiden säilyttämisessä lääkinnällisten laitteiden ja lääkkeiden sovelluksissa. Eri sterilointimenetelmien ainutlaatuisten haasteiden ymmärtäminen ja sopivien materiaalien valitseminen on olennaista luotettavan suorituskyvyn ja määräystenmukaisuuden kannalta.
PTFE-pohjaiset tuuletuspistokkeet tarjoavat erinomaisen suorituskyvyn useilla sterilointimenetelmillä, erinomaisen lämpötilankestävyyden, kemiallisen yhteensopivuuden ja pitkäaikaisen luotettavuuden. Oikea valinta ja validointi varmistavat optimaalisen sterilointitehokkuuden ja minimoivat samalla käsittelyajan ja -kustannukset.
Bepton kattavaan steriloitavien venttiilitulppien valikoimaan kuuluu lääkelaatua olevia PTFE-kalvoja, validoitua lämpötilasuorituskykyä ja täydellisiä asiakirjapaketteja viranomaismääräyksiä varten. Meillä on yli vuosikymmenen kokemus erikoistuneista tuuletussovelluksista ja ISO-sertifioidut valmistusvalmiudet, joten tarjoamme luotettavia ja kustannustehokkaita ratkaisuja, joita tarvitset kriittisiin sterilointisovelluksiin. Luota siihen, että sterilointiprosessisi pysyvät validoituina ja tuotteesi turvallisina! 🔬
Usein kysytyt kysymykset steriloitavista tuuletuspistokkeista
K: Voiko samaa tuuletuspistoketta käyttää sekä autoklaavi- että ETO-sterilointiin?
A: Kyllä, PTFE-kalvotulpat kestävät tehokkaasti sekä autoklaavi- että ETO-sterilointia. PTFE tarjoaa erinomaisen lämpötilankestävyyden autoklaavijaksoja varten ja minimaalisen ETO-absorption nopeaa ilmastusta varten, joten se on ihanteellinen laitoksissa, joissa käytetään useita sterilointimenetelmiä.
K: Kuinka monta sterilointikierrosta tuuletuspistoke kestää?
A: Laadukkaat PTFE-tulpat kestävät tyypillisesti yli 100 autoklaavi- tai 50 ETO-sykliä säilyttäen suodatustehon. Todellinen käyttöikä riippuu sterilointiparametreista, käsittelymenetelmistä ja suorituskyvyn hyväksymiskriteereistä tietyssä sovelluksessa.
K: Mitä huokoskokoa tarvitaan steriiliin suodatukseen lääketieteellisissä sovelluksissa?
A: Lääketieteelliset sovellukset edellyttävät yleensä 0,2 tai 0,22 mikronin huokoskokoa bakteerien luotettavaa pidättämistä varten. Tämä huokoskoko takaa validoidun steriiliyden ja mahdollistaa samalla riittävän kaasuvirtauksen tehokasta sterilointia ja paineen tasausta varten.
Kysymys: Vaaditaanko steriloitavissa oleviin tuuletuspistokkeisiin erityisiä validointitestejä?
A: Kyllä, steriloitavat tuuletuspistokkeet edellyttävät validointitestejä, joihin kuuluvat lämpötehokkuus-, mikrobiologiset haasteet ja materiaalien yhteensopivuustutkimukset. Testeissä on noudatettava FDA:n ohjeita ja ISO-standardeja, ja niiden on tuettava sterilointiprosessin validointia ja viranomaishakemuksia.
K: Miten estetään tuuletuspistokkeen kontaminaatio steriloinnin aikana?
A: Estä kontaminaatio asianmukaisella asennuksella, käsittelyä suojaavilla suojilla, validoiduilla sterilointiparametreilla ja asianmukaisella steriloinnin jälkeisellä säilytyksellä. Käytä steriiliä tekniikkaa asennuksen aikana ja varmista, että ilmanpoistotulpat on suunniteltu tiettyä sterilointimenetelmää ja sovellusvaatimuksia varten.
-
Tutustu autoklaavisteriloinnin tieteellisiin periaatteisiin ja siihen, miten paineella kyllästettyä höyryä käytetään mikro-organismien tehokkaaseen tuhoamiseen. ↩
-
Tutustu etyleenioksidin (ETO) kemialliseen sterilointiprosessiin, joka on matalalämpötilamenetelmä, jota käytetään lämpö- ja kosteusherkkien lääkinnällisten laitteiden sterilointiin. ↩
-
Tutustu menetelmiin, joilla testataan ja validoidaan mikrobiologisen esteen tehokkuus ja varmistetaan, että se estää mikro-organismien pääsyn sisään ja säilyttää steriiliyden. ↩
-
Tutustu keskeisiin vaatimuksiin standardissa ISO 11607, jossa määritellään lääkinnällisten laitteiden steriilien sulkemisjärjestelmien materiaalit ja testaus. ↩
-
Ymmärtää hydrolyysin kemiallisen reaktion ja sen, miten se voi aiheuttaa tiettyjen polymeerimateriaalien hajoamista, kun ne altistetaan vedelle tai höyrylle korkeissa lämpötiloissa. ↩
