

Johdanto
Kierteen hankautuminen1 ruostumattomasta teräksestä valmistetuissa kaapeliläpivienneissä aiheuttaa katastrofaalisen kiinnijuuttumisen asennuksen aikana, mikä edellyttää tuhoisaa poistamista, kallista vaihtoa ja mahdollista laitevauriota. Kiinnijuuttuminen lisää asennusaikaa 300-500%:llä ja aiheuttaa turvallisuusriskin, kun teknikot kohdistavat liiallista voimaa kiinnijuuttuneisiin kierteisiin, jotka voivat yhtäkkiä irrota suurissa vääntömomenttikuormissa.
Ruostumattomasta teräksestä valmistetut 316L-kaapeliläpiviennit kestävät paremmin kierteiden puristumista kuin 304-lajit, mikä johtuu korkeammasta molybdeenipitoisuudesta ja alhaisemmasta työkarkaisunopeudesta. ruostumattomat duplex-teräkset2 kuten 2205 tarjoavat poikkeuksellisen kitkasulkeuman kestävyyden tasapainoisen austeniitti-ferriittimikrostruktuurin ansiosta, ja erikoistuneet kitkasulkeumanestokäsittelyt voivat vähentää kitkasulkeuman taipumusta 80-90% kaikilla ruostumattoman teräksen laaduilla.
Tutkittuani viime vuosikymmenen aikana satoja kierteiden irtoamisvikoja meri-, kemian- ja offshore-laitteistoissa olen oppinut, että materiaalivalinta ja pintakäsittely ovat ensisijaisia tekijöitä, jotka määrittelevät, eteneekö asennus sujuvasti vai tuleeko siitä kallis painajainen, joka vaatii erikoistyökaluja ja mahdollisen laitteiston vaihtoa.
Sisällysluettelo
- Mikä aiheuttaa ruostumattomasta teräksestä valmistettujen kaapeliläpivientien kierteiden syöpymistä?
- Miten eri ruostumattoman teräksen laatuja verrataan syöpymisen kestävyyden suhteen?
- Mitkä pintakäsittelyt ja pinnoitteet estävät kierteiden irtoamisen?
- Miten asennustekniikat vaikuttavat kierteiden syöpymisriskiin?
- Millä testausmenetelmillä arvioidaan kierteiden puristuskestävyyttä?
- Usein kysytyt kysymykset ruostumattomasta teräksestä valmistettujen kaapeliläpivientien kierteiden rikkoutumisesta
Mikä aiheuttaa ruostumattomasta teräksestä valmistettujen kaapeliläpivientien kierteiden syöpymistä?
Kierteen puristumisen taustalla olevien metallurgisten ja mekaanisten tekijöiden ymmärtäminen paljastaa, miksi ruostumattomasta teräksestä valmistetut kaapeliläpiviennit ovat erityisen alttiita tälle vikaantumistavalle.
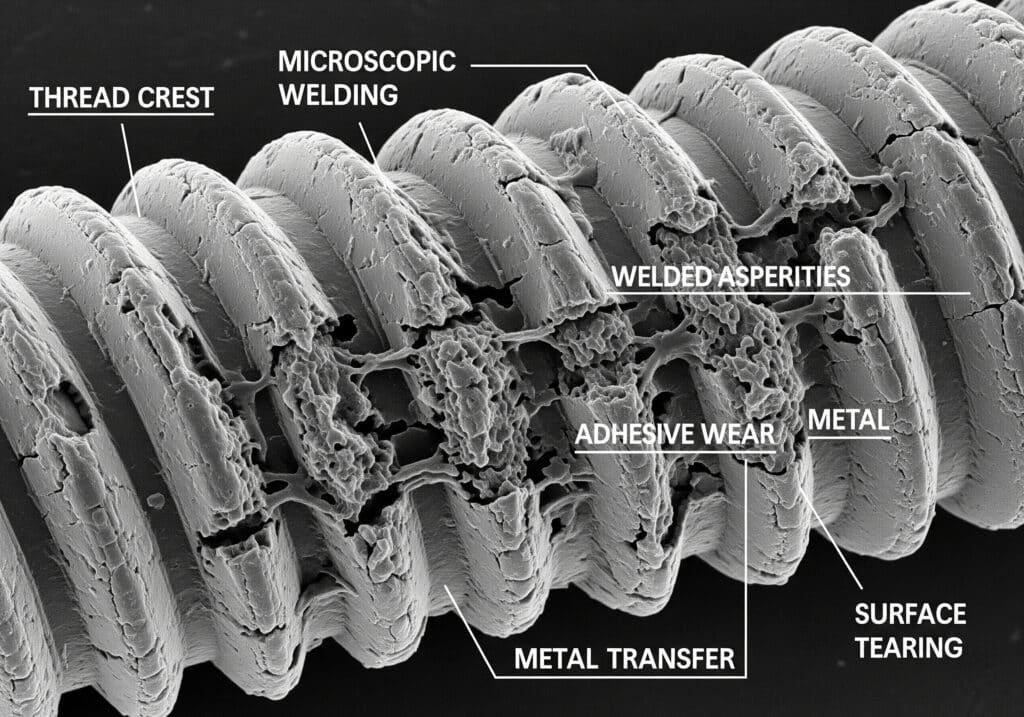
Ruostumattoman teräksen korkea työkarkaisunopeus, alhainen lämmönjohtavuus ja taipumus muodostaa suojaavia oksidikalvoja, jotka rikkoutuvat paineen alaisena, luovat ihanteelliset olosuhteet metallin ja metallin väliselle tartunnalle, ja pinnan karheus, asennusnopeus ja vääntömomentti ovat kriittisiä tekijöitä, jotka määrittelevät kiinnittymisen vakavuuden.
Metallurgiset tekijät
Työn kovettumisen ominaisuudet:
- Austeniittiset ruostumattomat teräkset työskennellä kovasti3 nopeasti
- Muodonmuutos lisää pinnan kovuutta merkittävästi
- Kovettuneet pinnat lisäävät kitkakertoimia.
- Asteittainen vaurioituminen kiihtyy asennuksen aikana
Lämpöominaisuudet:
- Alhainen lämmönjohtavuus sitoo kitkalämpöä.
- Lämpötilan nousu nopeuttaa liiman kulumista
- Lämpölaajeneminen aiheuttaa häiriösovituksia
- Lämpövaikutusalueet ovat alttiimpia kuumuudelle.
Pintakemia:
- Passiivinen oksidikerros suojaa korroosiolta
- Oksidin hajoaminen paljastaa reaktiiviset metallipinnat
- Tuoreet metallipinnat tarttuvat helposti paineen alaisena
- Kemiallinen yhteensopivuus vaikuttaa hankautumistaipumukseen
Mekaaniset tekijät
Kierregeometria:
- Terävät kierteiden harjanteet keskittävät rasitusta
- Huono kierteen viimeistely lisää pinnankarheutta
- Mittatoleranssit vaikuttavat kosketuspaineeseen
- Kierteen nousu vaikuttaa kosketuspinta-alaan
Asennusparametrit:
- Liiallinen asennusnopeus tuottaa lämpöä
- Korkea vääntömomentti lisää kosketuspainetta
- Virheellinen kohdistus aiheuttaa epätasaista kuormitusta
- Saastuminen toimii hankaavina hiukkasina
Yhteystiedot Ehdot:
- Metalli-metalli-kosketus ilman voitelua
- Pinnan karheus vaikuttaa todelliseen kosketuspinta-alaan
- Normaali voimajakauma vaihtelee geometrian mukaan
- Liukunopeus vaikuttaa kitkalämmitykseen
Työskentelin Pohjanmerellä sijaitsevan merituulipuiston kunnossapitopäällikkö Larsin kanssa, kun heillä oli vakavia ongelmia 304 ruostumattomasta teräksestä valmistettujen kaapeliläpivientien kanssa turbiinien sähköjärjestelmissä, mikä vaati erikoistyökaluja ja aiheutti huomattavia asennuksen viivästymisiä.
Larsin tiimi dokumentoi, että 25%:ssä 304 ruostumattomasta teräksestä valmistettujen kaapeliläpivientien asennuksissa esiintyi jonkinasteista kierteiden hankautumista, ja 8%:ssä kaapeliläpivienti oli poistettava ja vaihdettava kokonaan, mikä johti huomattaviin kustannusylityksiin ja projektin viivästymiseen.
Ympäristövaikutukset
Syövyttävät ympäristöt:
- Kloridialtistus nopeuttaa oksidien hajoamista
- Happamat olosuhteet edistävät pintahyökkäystä
- Galvaaniset kytkentävaikutukset erilaisten metallien kanssa
- Halkeamakorroosio langan juurissa
Lämpötilan vaikutukset:
- Kohonneet lämpötilat heikentävät materiaalin lujuutta
- Lämpösyklien aikana syntyy jännityskeskittymiä
- Erotteleva laajeneminen vaikuttaa kierteiden kiinnittymiseen
- Korkeat lämpötilat nopeuttavat liimausprosesseja
Saastumisen vaikutus:
- Hiontahiukkaset lisäävät pinnan vaurioitumista
- Kemiallinen saastuminen vaikuttaa pintakemiaan
- Kosteus edistää korroosiota ja oksidien muodostumista.
- Vieraat materiaalit toimivat jännityskeskittyminä
Miten eri ruostumattoman teräksen laatuja verrataan syöpymisen kestävyyden suhteen?
Eri ruostumattomien teräslaatujen kattava analyysi paljastaa merkittäviä eroja kierteiden puristuskestävyydessä kaapeliläpivientisovelluksissa.
Ruostumaton teräs 316L tarjoaa 40-60% paremman hankauskestävyyden kuin 304, koska sen 2-3%-molybdeenipitoisuus vähentää työkarkaisua ja parantaa pinnan vakautta, kun taas duplex-laadut, kuten 2205, tarjoavat poikkeuksellista kestävyyttä tasapainoisen mikrorakenteen ansiosta, ja superausteniittiset laadut, kuten 254 SMO, tuottavat ensiluokkaista suorituskykyä, mutta kriittisissä sovelluksissa huomattavasti korkeammat kustannukset.
Austeniittisen ruostumattoman teräksen vertailu
Arvosanan suoritusluokitus:
| Luokka | Ärsyttävä vastarinta | Molybdeenipitoisuus | Työn kovettumisaste | Kustannustekijä | Sovellukset |
|---|---|---|---|---|---|
| 304 | Huono | 0% | Korkea | 1.0x | Yleinen käyttötarkoitus |
| 304L | Huono-Hyvä | 0% | Korkea | 1.1x | Hitsatut sovellukset |
| 316 | Hyvä | 2-3% | Kohtalainen | 1.4x | Meriympäristöt |
| 316L | Hyvä | 2-3% | Kohtalainen | 1.5x | Kemiallinen käsittely |
| 317L | Erittäin hyvä | 3-4% | Matala-Mittainen | 2.0x | Korkea kloridipitoisuus |
| 254 SMO | Erinomainen | 6% | Matala | 4.0x | Vaikeat olosuhteet |
304 vs 316L suorituskyvyn analyysi
304 ruostumatonta terästä:
- Suuri työkovettumistaipumus
- Pinnan nopea kovettuminen muodonmuutoksessa
- Rajoitettu korroosionkestävyys kloridiympäristöissä
- Taloudellisin vaihtoehto, mutta suurin hankautumisriski
Haavaominaisuudet:
- Kouristukset tapahtuvat suhteellisen pienillä vääntömomenteilla
- Asteittainen vaurioituminen asennuksen aikana
- Vaikea irrotus, kun hankautuminen on alkanut
- Korkea vikaantumisaste merisovelluksissa
316L ruostumatonta terästä:
- Molybdeenin lisäys parantaa hankauskestävyyttä
- Alempi työkarkaisunopeus kuin 304
- Parempi pinnan vakaus muodonmuutosten aikana
- Parannettu korroosionkestävyys
Suorituskyvyn edut:
- 40-60% vähentynyt hankautuminen
- Suurempi asennusvääntömomentti
- Parempi suorituskyky kloridiympäristöissä
- Parempi pitkän aikavälin luotettavuus
Ruostumattoman Duplex-teräksen suorituskyky
2205 Duplex-luokka:
- Tasapainoinen austeniitti-ferriittinen mikrorakenne
- Poikkeuksellinen hankauskestävyys
- Korkea lujuus vähentää muodonmuutoksia
- Erinomainen korroosionkestävyys
Mikrorakenteelliset edut:
- Ferriittivaihe kestää työkovettumista
- Austeniitti antaa sitkeyttä
- Tasapainotettu rakenne minimoi liiman kulumisen
- Erinomainen pinnan vakaus
2507 Super Duplex:
- Ensiluokkainen hankauskestävyys
- Äärimmäinen korroosionkestävyys
- Korkea lujuus ja kovuus
- Vain erikoissovellukset
Muistan työskennelleeni Ahmedin kanssa, joka oli projekti-insinööri Saudi-Arabiassa sijaitsevassa petrokemian kompleksissa, jossa äärimmäiset lämpötilat ja syövyttävät olosuhteet edellyttivät kaapeliläpivientiä, jolla oli poikkeuksellinen kestävyys syöpymistä vastaan kriittisissä prosessinohjausjärjestelmissä.
Ahmedin laitos suoritti laajoja testejä, joissa verrattiin 304-, 316L- ja 2205-laatuja, ja havaittiin, että duplex 2205 -kaapeliläpiviennit eliminoivat kokonaan syöpymishäiriöt ja tarjosivat samalla ylivoimaisen korroosionkestävyyden ankarassa rikkivety-ympäristössä.
Erikoislaadut ja -seokset
Superausteniittiset laadut:
- 254 SMO (6%-molybdeeni)
- AL-6XN (6% molybdeeni + typpi)
- Poikkeuksellinen hankauskestävyys
- Palkkiokustannuksia koskevat näkökohdat
Saostuskarkaisuasteet:
- 17-4 PH ja 15-5 PH
- Korkea lujuus lämpökäsittelyn jälkeen
- Kohtalainen syöpymiskestävyys
- Erikoistuneet sovellukset
Nikkelipohjaiset seokset:
- Inconel 625 ja Hastelloy C-276
- Erinomainen hankauskestävyys
- Äärimmäisissä ympäristöissä toimiminen
- Kustannuksiltaan korkeimmat vaihtoehdot
Mitkä pintakäsittelyt ja pinnoitteet estävät kierteiden irtoamisen?
Erilaiset pintakäsittelyt ja pinnoitteet parantavat merkittävästi ruostumattomasta teräksestä valmistettujen kaapeliläpivientien kierteiden puristuskestävyyttä.
Sähkökiillotus4 vähentää hankautumisriskiä 60-70% pinnan tasoittamisen ja tehostetun passivoinnin ansiosta, kun taas PTFE-pohjaiset kuivakalvon voiteluaineet vähentävät hankautumista 80-90%, hopeointi tarjoaa erinomaiset hankautumisenesto-ominaisuudet korkeissa lämpötiloissa ja erikoistuneet kiinnittymisenestoyhdisteet mahdollistavat turvallisen asennuksen ja irrotuksen myös pitkäaikaisen käytön jälkeen korroosiota aiheuttavissa ympäristöissä.

Sähkökiillotuskäsittely
Prosessin edut:
- Poistaa pinnan epätasaisuudet ja upotetut hiukkaset.
- Luo yhtenäisen passiivisen kerroksen
- Vähentää pinnankarheutta 50-75%:llä.
- Parantaa korroosionkestävyyttä
Särönkestävyyden parantaminen:
- 60-70% syöpymisalttiuden väheneminen
- Tasaisempi kierteiden kiinnittyminen
- Pienemmät asennusvääntömomenttivaatimukset
- Parempi pinnan voitelukyky
Sovelluksen näkökohdat:
- 15-25%:n kustannusten nousu
- Käsittelyaikavaatimukset
- Geometriset rajoitukset
- Laadunvalvonnan vaatimukset
Kuivakalvovoitelupinnoitteet
PTFE-pohjaiset pinnoitteet:
- Molybdeenidisulfidi + PTFE-matriisi
- Lämpötila-alue: -200°C - +260°C
- Kitkakerroin: 0.05-0.15
- Erinomainen kemiallinen kestävyys
Suorituskykyominaisuudet:
- 80-90% jyrsinnän vähentäminen
- Itsevoitelevat ominaisuudet
- Märkävoiteluainetta ei tarvita
- Pitkän aikavälin tehokkuus
Soveltamismenetelmät:
- Ruiskutus
- Dip-pinnoitusprosessi
- Hallittu paksuuden levitys
- Kovettumisvaatimukset
Metallien pinnoitusjärjestelmät
Hopeointi:
- Erinomaiset antigallage-ominaisuudet
- Korkean lämpötilan kestävyys (jopa 500 °C)
- Hyvä sähkönjohtavuus
- Korroosionkestävyyden rajoitukset
Nikkelipinnoitus:
- Kohtalainen paraneminen
- Hyvä korroosiosuojaus
- Taloudellinen vaihtoehto
- Laaja lämpötila-alue
Sinkki-nikkeliseos:
- Erinomainen korroosionkestävyys
- Hyvä syöpymisenkestävyys
- Autoteollisuuden standardi
- Ympäristönäkökohdat
Anti-Seize-yhdisteet
Kuparipohjaiset yhdisteet:
- Perinteinen kiinnittymisenestoliuos
- Lämpötila-alue: -30°C - +1000°C
- Erinomainen syöpymisen esto
- Galvaaninen korroosio
Nikkelipohjaiset yhdisteet:
- Ei galvaanisia ongelmia ruostumattoman teräksen kanssa
- Korkean lämpötilan kestävyys
- Saatavana elintarvikekelpoisia formulaatioita
- Ensiluokkaiset suorituskykyominaisuudet
Keraamiset yhdisteet:
- Erittäin korkeiden lämpötilojen kestävyys
- Kemiallisesti inertti
- Ei metallikontaminaatiota
- Erikoistuneet sovellukset
Miten asennustekniikat vaikuttavat kierteiden syöpymisriskiin?
Oikeat asennustekniikat vähentävät merkittävästi kierteiden hankautumisriskiä materiaaliluokasta tai pintakäsittelystä riippumatta.
Hallittu asennusnopeus alle 10 kierrosta minuutissa, kierteiden asianmukainen voitelu, tarkka vääntömomentin hallinta ja oikea kierteiden kiinnitys vähentävät 70-80%:n aiheuttamaa puristumisriskiä, kun taas nopea asennus, kuiva kokoonpano, liiallinen vääntömomentti ja väärä suuntaus luovat ihanteelliset olosuhteet kierteiden puristumiselle jopa puristumista kestävissä materiaaleissa, kuten ruostumattomassa 316L- tai duplex-teräksessä.
Asennus Nopeuden säätö
Kriittiset nopeusrajoitukset:
- Käsiasennus: enintään 2-5 kierrosta minuutissa
- Sähkötyökalujen asennus: 5-10 RPM maksimi
- Suuret nopeudet tuottavat liikaa lämpöä
- Lämmön kertyminen nopeuttaa hankausprosessia
Nopeudensäätömenetelmät:
- Muuttuvanopeuksiset sähkötyökalut
- Vääntömomenttia rajoittavat laitteet
- Manuaalinen asennus kriittisiin sovelluksiin
- Koulutus ja menettelyjen noudattaminen
Lämmöntuotantotekijät:
- Asennusnopeus ensisijainen tekijä
- Kierteen nousu vaikuttaa lämmöntuottoon
- Materiaalin lämpöominaisuudet
- Ympäristön lämpötilaa koskevat näkökohdat
Voiteluvaatimukset
Voiteluaineen valinta:
- Kiinnittymisenestoyhdisteet suositeltavat
- Vaaditaan korkean lämpötilan kykyä
- Kemiallinen yhteensopivuus olennainen
- Elintarvikelaatua koskevat vaatimukset soveltuvin osin
Soveltamismenetelmät:
- Kierteen pinnoitus ennen kokoonpanoa
- Levitys siveltimellä tai ruiskulla
- Johdonmukainen kattavuus kriittinen
- Ylimääräinen poisto tärkeää
Suorituskyvyn edut:
- 60-80% puristumisen vähentäminen
- Pienempi asennusvääntömomentti
- Helpompi purkaminen
- Pidennetty käyttöikä
Vääntömomentin ohjaus ja valvonta
Vääntömomentin tekniset tiedot:
- Noudata valmistajan suosituksia
- Materiaalikohtaiset vaatimukset
- Kokoriippuvaiset arvot
- Ympäristötekijöiden mukautukset
Vääntömomentin mittaus:
- Tarvitaan kalibroituja vääntömomenttityökaluja
- Säännöllinen kalibroinnin tarkastus
- Dokumentointivaatimukset
- Laadunvalvontamenettelyt
Asennuksen valvonta:
- Vääntömomentin ja kulman suhteet
- Äkilliset vääntömomentin lisäykset viittaavat ongelmiin
- Pysäytä asennus, jos epäillään jumiutumista
- Tarkastus ja korjaavat toimenpiteet
Työskentelin Roberton kanssa, joka oli kunnossapitopäällikkö Barcelonassa, Espanjassa sijaitsevassa kemianteollisuuden laitoksessa, jossa he ottivat käyttöön kattavat asennusmenettelyt, joiden ansiosta kierteiden purkautumistapaukset vähenivät 15%:stä alle 2%:hen kaikissa ruostumattomasta teräksestä valmistetuissa kaapeliläpivientiasennuksissa.
Roberton tiimi kehitti yksityiskohtaiset työohjeet, joissa määritettiin asennusnopeudet, voiteluvaatimukset ja vääntömomenttirajat kullekin kaapeliläpivientikoolle ja materiaalilaadulle, sekä pakollisen koulutuksen ja sertifioinnin kaikille asennusteknikoille.
Laadunvalvontatoimenpiteet
Asennusta edeltävä tarkastus:
- Kierteen kunnon tarkastus
- Pintakäsittelyn eheys
- Mittojen noudattaminen
- Puhtausvaatimukset
Asennusasiakirjat:
- Tallennetut vääntömomenttiarvot
- Asennusnopeuden valvonta
- Voiteluaineen käytön tarkastus
- Teknikon sertifiointi
Asennuksen jälkeinen tarkastus:
- Lopullinen vääntömomentin vahvistus
- Silmämääräinen tarkastus vaurioiden varalta
- Toiminnallinen testaus tarvittaessa
- Pitkän aikavälin seurantaohjelmat
Millä testausmenetelmillä arvioidaan kierteiden puristuskestävyyttä?
Standardoidut testausmenetelmät tarjoavat kvantitatiivisia tietoja, joiden avulla voidaan vertailla kierteiden hankauskestävyyttä eri ruostumattoman teräksen laatujen ja käsittelyjen välillä.
ASTM G1965 vakiotestausmenetelmällä mitataan puristuskestävyyttä kontrolloiduilla pultti-mutteri-kokoonpanoilla, joiden vääntömomentti kasvaa, kunnes puristuminen tapahtuu, kun taas muunnetut versiot, joissa käytetään todellisia kaapeliläpivientien geometrioita, antavat merkityksellisempiä tietoja, ja kenttätestaukset todellisissa asennusolosuhteissa validoivat laboratoriotulokset todellisen suorituskyvyn ennustamista varten.
Standarditestimenetelmät
ASTM G196 - Puristuskestävyys:
- Standardoidut pultti-mutteri -testikappaleet
- Hallittu vääntömomentin käyttö
- Takavarikointikynnyksen määrittäminen
- Vertailukelpoisuus
Testausmenettely:
- Näytteiden valmistelu ja käsittely
- Voitelusovellus (jos määritelty)
- Progressiivinen vääntömomentin käyttö
- Takavarikon havaitseminen ja dokumentointi
Tietojen analysointi:
- Kynnysarvot puristusvääntömomentille
- Tulosten tilastollinen analyysi
- Materiaalien luokittelu ja vertailu
- Pintakäsittelyn tehokkuus
Kaapeliläpivientien modifioitu testaus
Varsinainen komponenttien testaus:
- Todelliset kaapeliläpivientien geometriat
- Asiaankuuluvat kierteitä koskevat eritelmät
- Asennusta edustavat olosuhteet
- Suora suorituskyvyn korrelaatio
Testin parametrit:
- Asennusnopeuden simulointi
- Lämpötilan säätö
- Voiteluolosuhteet
- Vääntömomentin mittaustarkkuus
Suorituskykymittarit:
- Kouristuskynnyksen vääntömomentti
- Asennuksen vääntömomentin eteneminen
- Pintavaurioiden arviointi
- Toistettavuuden todentaminen
Kenttätestaus ja validointi
Asennuskokeet:
- Valvotut kenttäasennukset
- Erilaiset ympäristöolosuhteet
- Teknikkojen eri taitotasot
- Pitkän aikavälin suorituskyvyn seuranta
Tiedonkeruu:
- Asennuksen vääntömomenttitiedot
- Galling tapahtuman dokumentointi
- Irrotusmomentin mittaukset
- Pinnan kunnon arviointi
Suorituskyvyn korrelaatio:
- Laboratorio- ja kenttävertailu
- Ympäristötekijöiden validointi
- Asennustekniikan tarkastus
- Ennustavan mallin kehittäminen
Bepto suorittaa kattavat puristuskestävyystestit sekä ASTM G196 -menetelmillä että todellisilla kaapeliläpivientien geometrioilla, jotta asiakkaat saavat luotettavia suorituskykytietoja ja materiaalisuosituksia erityisiä sovelluksia ja asennusvaatimuksia varten.
Laadunvarmistuksen täytäntöönpano
Saapuvan materiaalin testaus:
- Erän todentamistestaus
- Toimittajan pätevyys
- Tilastollinen prosessinohjaus
- Sertifiointivaatimukset
Tuotannon laadunvalvonta:
- Pintakäsittelyn tarkastus
- Kierteen laadun tarkastus
- Mittojen noudattaminen
- Suorituskyvyn validointi
Asiakastuki:
- Asennusmenettelyn kehittäminen
- Koulutusohjelman tuki
- Tekninen dokumentaatio
- Kentän suorituskyvyn seuranta
Päätelmä
Kierteen puristuskestävyys vaihtelee merkittävästi ruostumattomasta teräksestä valmistettujen kaapelitiivisteiden laatuluokkien välillä, sillä 316L on molybdeenipitoisuuden ansiosta 40-60% parempi kuin 304, kun taas duplex-laadut, kuten 2205, tarjoavat poikkeuksellisen hyvän kestävyyden tasapainoisen mikrorakenteen ansiosta. Pintakäsittelyt, kuten sähkökiillotus, PTFE-pinnoitteet ja hopeointi, voivat vähentää hankautumisriskiä 60-90% sovelluksen vaatimuksista riippuen. Oikeat asennustekniikat, mukaan lukien nopeuden säätö, voitelu ja vääntömomentin hallinta, ovat ratkaisevan tärkeitä materiaalivalinnasta riippumatta. ASTM G196 -testaus tarjoaa standardoidut vertailumenetelmät, kun taas kenttävarmennus varmistaa todellisen suorituskyvyn vastaavuuden. Ympäristötekijät, kuten lämpötila, likaantuminen ja syövyttävät olosuhteet, vaikuttavat merkittävästi hankautumisalttiuteen. Bepto tarjoaa kattavaa materiaalivalintaopastusta, pintakäsittelyvaihtoehtoja ja asennustukea, jotta kierteiden hankautumisriskit voidaan minimoida ja varmistaa kaapeliläpivientien luotettava toiminta vaativissa sovelluksissa. Muista, että kierteiden hankautumisen ehkäiseminen oikealla materiaalivalinnalla ja asennustekniikalla on paljon kustannustehokkaampaa kuin takertuneiden komponenttien käsittely kentällä! 😉 😉 .
Usein kysytyt kysymykset ruostumattomasta teräksestä valmistettujen kaapeliläpivientien kierteiden rikkoutumisesta
K: Minkä ruostumattoman teräslaadun kierteiden kestävyys on paras?
A: Duplex 2205 -ruostumattomasta teräksestä saadaan paras kitkan kestävyys, koska sen tasapainoinen austeniitti-ferriittinen mikrorakenne kestää työkarkaisua. Austeniittisten laatujen osalta 316L on huomattavasti parempi kuin 304, kun taas 254 SMO:n kaltaiset superausteniittiset laadut tarjoavat huippuluokan suorituskykyä korkeammilla kustannuksilla.
K: Miten voin estää kierteiden puristumisen kaapeliläpivientien asennuksen aikana?
A: Käytä asianmukaista kiinnityksenestoainetta, asenna pienellä kierrosnopeudella (alle 10 kierrosta minuutissa), noudata määritettyjä vääntömomenttirajoja ja varmista, että kierteet on kohdistettu oikein. PTFE-pohjaiset kuivakalvovoiteluaineet tai sähkökiillotetut pinnat vähentävät jumiutumisriskiä 60-90% verrattuna käsittelemättömiin pintoihin.
K: Voinko poistaa ruostumattomasta teräksestä valmistetun kaapeliläpiviennin vahingoittumatta?
A: Voimakkaasti lohkeilleet kierteet on usein poistettava tuhoavalla tavalla leikkaavilla työkaluilla tai erikoistuneilla ulosvetimillä. Ennaltaehkäisy oikealla materiaalivalinnalla, pintakäsittelyllä ja asennustekniikalla on tehokkaampaa kuin poistoyritys sen jälkeen, kun kierteet ovat puhjenneet.
Kysymys: Mistä tiedän, jos kierteiden jumiutuminen alkaa asennuksen aikana?
A: Tarkkaile äkillisiä vääntömomentin lisäyksiä, nykivää tai epätasaista pyörimistä, epätavallista melua tai liiallista lämmöntuottoa. Keskeytä asennus välittömästi, jos jokin näistä oireista ilmenee, sillä jatkuva pakottaminen pahentaa jumiutumista ja vaikeuttaa irrottamista.
K: Onko kierteiden puristuminen yleisempää meriympäristöissä?
A: Kyllä, kloridille altistuminen meriympäristössä nopeuttaa oksidien hajoamista ja lisää kitkasyöpymisalttiutta erityisesti ruostumattomassa 304-teräksessä. Käytä merisovelluksissa vähintään 316L-luokkaa, ja merivedelle tai suolasuihkulle altistuvissa kriittisissä laitteistoissa kannattaa käyttää duplex-luokkaa.
-
Tutustu kierteiden puristumisen taustalla olevaan metallurgiaan ja pintojen välisen kylmähitsauksen mekanismiin. ↩
-
Tutustu duplex-ruostumattomien terästen ainutlaatuiseen kaksivaiheiseen mikrorakenteeseen, joka antaa niille erinomaisen lujuuden ja kestävyyden. ↩
-
Ymmärrä työstökarkaisun materiaalitieteellinen periaate ja ymmärrä, miksi se tekee ruostumattomasta teräksestä vahvemman mutta alttiimman syöpymiselle. ↩
-
Lue, miten sähkökiillotusprosessi luo mikroskooppisen sileän ja passiivisen pinnan ruostumattomaan teräkseen. ↩
-
Tutustu viralliseen ASTM G196-standardiin, jossa määritellään menettely kierteitettyjen kiinnikkeiden puristuskestävyyden mittaamiseksi. ↩
