

Introducción
Los prensaestopas de latón fallan prematuramente en entornos corrosivos cuando el grosor inadecuado del chapado permite que la humedad y los productos químicos penetren en los revestimientos protectores, lo que provoca dezincificación1, agrietamiento por corrosión bajo tensión2y fallos catastróficos de las juntas que pueden comprometer sistemas eléctricos enteros a los pocos meses de su instalación.
El espesor del niquelado de 10-25 micras proporciona una protección óptima contra la corrosión para los prensaestopas de latón, siendo 10 micras adecuado para aplicaciones de interior, 15 micras para entornos marinos estándar y 25 micras para exposición química severa, proporcionando una vida útil entre 5 y 10 veces mayor en comparación con los componentes de latón sin niquelar.
Tras una década investigando los fallos prematuros de los prensaestopas de latón en sectores que van desde las plataformas petrolíferas en alta mar hasta las plantas de procesamiento químico, he aprendido que el espesor del revestimiento no es sólo una cuestión de protección de la superficie, sino de garantizar la fiabilidad a largo plazo en entornos operativos cada vez más corrosivos en los que el fallo no es una opción.
Índice
- ¿Qué causa la corrosión en los prensaestopas de latón?
- ¿Cómo afecta el espesor del revestimiento a la protección contra la corrosión?
- ¿Qué materiales de revestimiento ofrecen la mejor resistencia a la corrosión?
- ¿Cuáles son los requisitos óptimos de espesor de revestimiento para los distintos entornos?
- ¿Cómo puede comprobar y verificar la calidad del revestimiento?
- Preguntas frecuentes sobre el revestimiento y la corrosión de los prensaestopas de latón
¿Qué causa la corrosión en los prensaestopas de latón?
Comprender los mecanismos de corrosión es esencial para seleccionar las especificaciones de revestimiento y los requisitos de espesor adecuados.
Los prensaestopas de latón sufren dezincificación, corrosión galvánica3La velocidad de corrosión se acelera exponencialmente por encima de 40°C de temperatura y 3,5% de concentración de sal, por lo que el revestimiento protector es fundamental para prolongar la vida útil.
Mecanismos primarios de corrosión
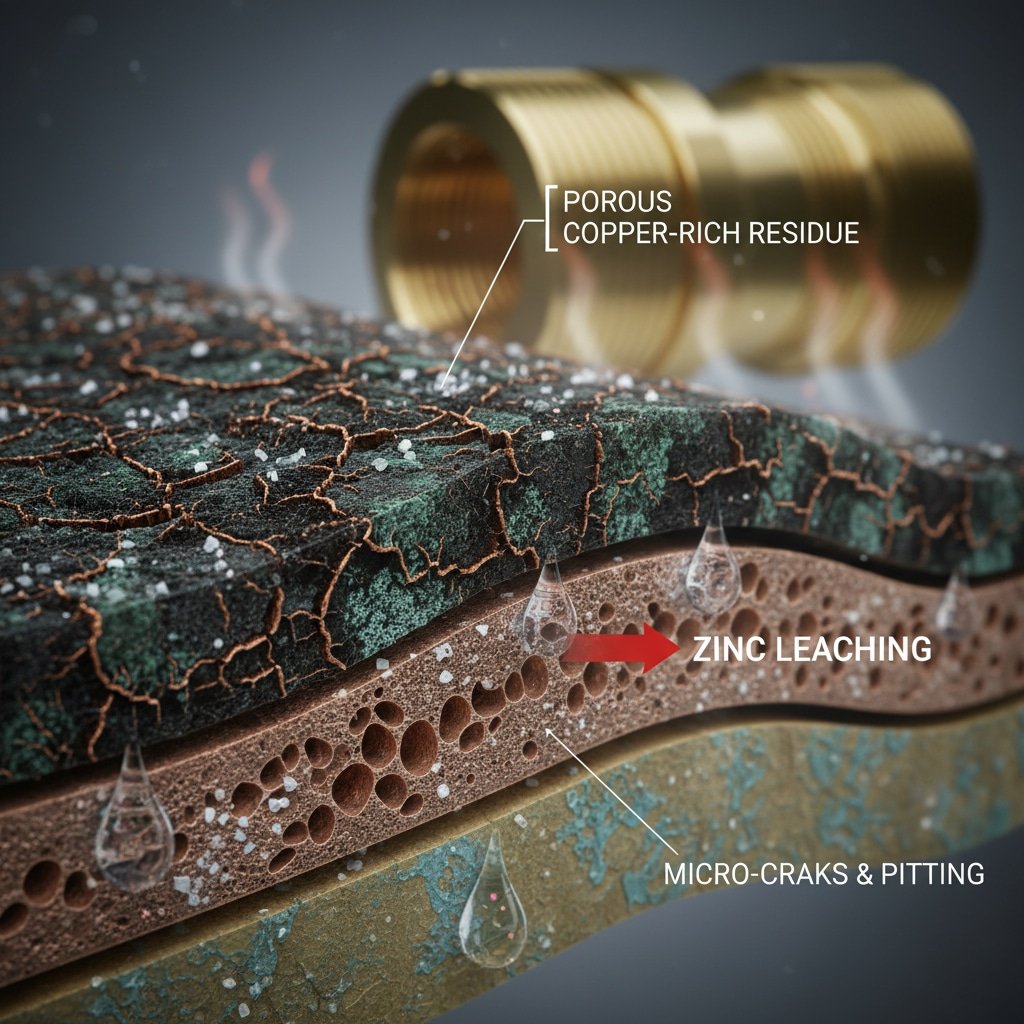
Proceso de desgalvanización:
- Lixiviación selectiva del zinc de una aleación de latón
- Deja residuos porosos ricos en cobre
- Reduce drásticamente la resistencia mecánica
- Crea vías para una mayor corrosión
Corrosión galvánica:
- Se produce cuando el latón entra en contacto con metales distintos.
- Se acelera en presencia de electrolitos
- El latón actúa como ánodo en la mayoría de las parejas
- La velocidad depende de la relación de superficie y de la conductividad
Trabajé con Henrik, jefe de mantenimiento de una plataforma petrolífera del Mar del Norte, frente a la costa de Noruega, donde los prensaestopas de latón sin recubrimiento estaban fallando en 18 meses debido a la grave exposición marina. La combinación de niebla salina, ciclos de temperatura y sulfuro de hidrógeno creó la tormenta perfecta para una corrosión acelerada.
Factores medioambientales
Exposición al cloruro:
- El agua de mar contiene 19.000 ppm de cloruros
- Atmósferas industriales: 10-1000 ppm
- Acelera todos los mecanismos de corrosión
- Penetra a través de los defectos del revestimiento
Efectos de la temperatura:
- El índice de corrosión se duplica cada 10°C de aumento
- Los ciclos térmicos crean concentraciones de tensión
- La dilatación/contracción daña los revestimientos
- Las altas temperaturas reducen la adherencia del revestimiento
Condiciones de pH:
- Los ambientes ácidos (pH < 7) aceleran el ataque
- Las condiciones alcalinas pueden provocar grietas por tensión
- El pH neutro con cloruros sigue siendo problemático
- La capacidad amortiguadora afecta a la velocidad de corrosión
La plataforma de Henrik requería un planteamiento global que combinara un grosor óptimo del chapado con el sellado ambiental para lograr un rendimiento fiable a largo plazo en el duro entorno de alta mar.
Análisis modal de fallos
Desglose del revestimiento:
- La formación de agujeros permite la penetración de electrolitos
- La delaminación del revestimiento deja al descubierto el sustrato
- Las células galvánicas se forman en los defectos
- La corrosión localizada acelera el fallo
Degradación mecánica:
- Pérdida de rosca por corrosión
- Reducción de la compresión de la junta por pérdida de material
- Los cambios dimensionales afectan al agarre del cable
- Integridad estructural comprometida
Impacto en el rendimiento:
- Degradación del grado IP por fallo de la junta
- Pérdida de continuidad eléctrica en aplicaciones CEM
- Reducción de la fuerza de retención del cable
- Posible fallo total del conjunto
¿Cómo afecta el espesor del revestimiento a la protección contra la corrosión?
El espesor del revestimiento determina directamente la protección de barrera y la vida útil de los prensaestopas de latón en entornos corrosivos.
El espesor del recubrimiento proporciona una protección de barrera proporcional a la profundidad del recubrimiento, ya que cada 5 micras de recubrimiento de níquel prolonga la vida útil entre 2 y 3 años en entornos marinos, mientras que un espesor insuficiente por debajo de 8 micras permite una rápida penetración y ataque del sustrato a los 6-12 meses de exposición.
Relación grosor-rendimiento
Mecanismo de protección de la barrera:
- La barrera física impide el contacto electrolítico
- El grosor determina el tiempo de penetración
- Densidad de defectos inversamente relacionada con el grosor
- La eficacia depende de una cobertura uniforme
Correlación de la vida útil:
| Espesor del revestimiento | Vida útil en interiores | Vida útil marina | Vida útil química |
|---|---|---|---|
| 5 micras | 3-5 años | 1-2 años | 6-12 meses |
| 10 micras | 8-12 años | 3-5 años | 2-3 años |
| 15 micras | 15-20 años | 8-12 años | 5-8 años |
| 25 micras | Más de 25 años | 15-20 años | 10-15 años |
Optimización económica:
- El coste inicial aumenta linealmente con el grosor
- La vida útil aumenta exponencialmente
- El grosor óptimo equilibra coste y rendimiento
- Los costes de sustitución a menudo superan las primas de chapado
Factores de integridad del revestimiento
Recuerdo haber trabajado con Fátima, que dirige unas instalaciones petroquímicas en Jubail (Arabia Saudí), donde la exposición a altas temperaturas al sulfuro de hidrógeno estaba provocando un rápido fallo del revestimiento de los prensaestopas chapados estándar.
Requisitos de adherencia:
- Es esencial una preparación adecuada de la superficie
- La limpieza del sustrato afecta a la fuerza de adherencia
- Las capas intermedias mejoran la adherencia
- Importancia de la compatibilidad con la dilatación térmica
Consideraciones sobre la uniformidad:
- La variación del espesor afecta a la protección local
- Las geometrías complejas requieren una atención especial
- Distribución de la densidad de corriente en el baño de revestimiento
- El enmascaramiento y la fijación influyen en la uniformidad
Medidas de control de calidad:
- Medición del espesor en puntos críticos
- Pruebas de adherencia según las normas ASTM
- Métodos de evaluación de la porosidad
- Aplicación del control estadístico de procesos
Las instalaciones de Fátima necesitaban un niquelado de 20 micras con una capa superior de cromo para conseguir un rendimiento fiable en su severo entorno químico, ampliando la vida útil de 18 meses a más de 8 años.
¿Qué materiales de revestimiento ofrecen la mejor resistencia a la corrosión?
Los distintos materiales de chapado ofrecen diferentes niveles de protección contra la corrosión y rentabilidad para los prensaestopas de latón.
El niquelado ofrece el mejor equilibrio entre resistencia a la corrosión y rentabilidad para los prensaestopas de latón, proporcionando una protección de barrera superior en comparación con el zinc (3 veces mejor) y el cromo (2 veces mejor), mientras que el chapado de metales preciosos ofrece la máxima protección a un coste 10 veces superior para aplicaciones críticas.
Comparación de materiales de revestimiento
Niquelado:
- Excelente resistencia a la corrosión
- Buena adherencia a sustratos de latón
- Aumento moderado de los costes
- Amplia gama de temperaturas
- Aceptación industrial estándar
Cromado:
- Dureza y resistencia al desgaste superiores
- Buena resistencia química
- Mayor coste que el níquel
- Posibles problemas medioambientales
- Excelente conservación del aspecto
Cincado:
- Mecanismo de protección contra sacrificios
- Opción de menor coste
- Vida útil limitada en entornos marinos
- Bueno para exposición atmosférica leve
- Fácil procesamiento y reparación
Sistemas avanzados de revestimiento
Revestimientos multicapa:
- Golpe de cobre para la adherencia
- Capa barrera de níquel para protección
- Acabado cromado para mayor durabilidad
- Distribución optimizada del grosor
Opciones de chapado de aleación:
- Níquel-fósforo para un espesor uniforme
- Níquel-tungsteno para una mayor dureza
- Zinc-níquel para mejorar la resistencia a la corrosión
- Aleaciones personalizadas para entornos específicos
Características de rendimiento:
| Material de revestimiento | Resistencia a la corrosión | Factor de coste | Límite de temperatura | Aplicaciones |
|---|---|---|---|---|
| Zinc | Feria | 1.0x | 100°C | Interior, ambientes templados |
| Níquel | Excelente | 1.5x | 200°C | Uso general, marítimo |
| Cromo | Muy buena | 2.0x | 250°C | Química, alto desgaste |
| Metales preciosos | Superior | 10x | 300°C | Crítica, aeroespacial |
En Bepto, ofrecemos múltiples opciones de revestimiento que se adaptan a sus requisitos medioambientales específicos y a sus limitaciones presupuestarias, garantizando un rendimiento y una rentabilidad óptimos para su aplicación.
¿Cuáles son los requisitos óptimos de espesor de revestimiento para los distintos entornos?
Las condiciones ambientales dictan los requisitos mínimos de espesor de revestimiento para un rendimiento fiable a largo plazo.
Las aplicaciones de interior requieren un niquelado de 8-12 micras, los entornos marinos de 15-20 micras y la exposición química severa de 20-25 micras, con una selección del espesor basada en la concentración de cloruro, la temperatura y la vida útil requerida para garantizar una protección rentable.
Requisitos específicos del entorno
Entornos interiores/controlados:
- Temperatura: 15-35°C
- Humedad: 30-70% HR
- Exposición al cloruro: <10 ppm
- Espesor recomendado: 8-12 micras
- Vida útil prevista: 15-25 años
Aplicaciones marinas/costeras:
- Exposición a niebla salina
- Ciclos de temperatura: -10 a +60°C
- Concentración de cloruro: 100-19.000 ppm
- Espesor recomendado: 15-20 micras
- Vida útil prevista: 10-15 años
Procesamiento químico:
- Exposición ácida/alcalina
- Temperatura: hasta 120°C
- Diversas concentraciones químicas
- Espesor recomendado: 20-25 micras
- Vida útil prevista: 8-12 años
Metodología de selección
Factores de evaluación del riesgo:
- Gravedad de la consecuencia del fallo
- Accesibilidad para el mantenimiento
- Coste de sustitución
- Requisitos reglamentarios y de seguridad
Análisis económico:
- Prima sobre el coste inicial del chapado
- Prolongación prevista de la vida útil
- Costes de mantenimiento y sustitución
- Cálculo del coste total de propiedad
Especificaciones de calidad:
- Espesor mínimo requerido
- Tolerancias de uniformidad
- Requisitos de las pruebas de adherencia
- Definición de los criterios de aceptación
Trabajé con James, jefe de proyecto de la instalación de un parque eólico frente a la costa de Escocia, donde las condiciones marinas extremas exigían una cuidadosa especificación del chapado para garantizar una vida útil de 20 años a los prensaestopas de los cables marinos.
El proyecto de James especificaba un niquelado de 18 micras con estrictos requisitos de control de calidad, lo que se tradujo en cero fallos relacionados con la corrosión tras cinco años de funcionamiento en el duro entorno del Atlántico Norte.
¿Cómo puede comprobar y verificar la calidad del revestimiento?
Las pruebas exhaustivas garantizan que el grosor y la calidad del chapado cumplen los requisitos de las especificaciones para una protección fiable contra la corrosión.
ASTM B5684 La medición magnética del grosor y los ensayos de adherencia ASTM B571 proporcionan una verificación cuantitativa de la calidad del chapado, con ensayos de niebla salina por ASTM B1175 validar el rendimiento de resistencia a la corrosión durante 96-1000 horas en función de los requisitos de servicio.
Métodos de medición del espesor
Pruebas de inducción magnética:
- Medición no destructiva
- Adecuado para níquel sobre latón
- Precisión de ±1 micra
- Capacidad de pruebas rápidas de producción
Pruebas de corrientes de Foucault:
- Recubrimientos no magnéticos sobre sustratos conductores
- Bueno para geometrías complejas
- La calibración es fundamental para la precisión
- Disponibilidad de instrumentos portátiles
Sección transversal microscópica:
- Destructivo pero muy preciso
- Revela la estructura y uniformidad del revestimiento
- Identifica la calidad de la interfaz
- Necesario para la verificación de las especificaciones
Protocolos de verificación de la calidad
Pruebas de adherencia:
- Ensayo de flexión según ASTM B571
- Evaluación del choque térmico
- Ensayo con cinta para comprobar la integridad del revestimiento
- Ensayo de rayado para determinar la fuerza de adherencia
Pruebas de corrosión:
- Niebla salina según ASTM B117
- Pruebas de corrosión cíclica
- Evaluación electroquímica
- Protocolos de envejecimiento acelerado
Muestreo estadístico:
- Verificación del lote de producción
- Dimensión crítica
- Control estadístico de procesos
- Requisitos de cualificación de los proveedores
Control de calidad de la producción
Verificación del material entrante:
- Análisis de la composición del sustrato
- Validación de la preparación de la superficie
- Evaluación de la limpieza
- Comprobación de la precisión dimensional
Supervisión de procesos:
- Control de la composición del baño
- Optimización de la densidad de corriente
- Seguimiento de la temperatura y la hora
- Frecuencia de medición del espesor
Inspección final:
- 100% verificación del espesor en puntos críticos
- Inspección visual para detectar defectos
- Pruebas de adherencia por muestreo
- Documentación y trazabilidad
Nuestro laboratorio de calidad de Bepto dispone de amplias capacidades de ensayo para garantizar que todos los prensaestopas chapados cumplen o superan los requisitos de las especificaciones, proporcionando una verificación documentada del rendimiento de la protección contra la corrosión.
Conclusión
El espesor del revestimiento es el factor crítico que determina la resistencia a la corrosión y la vida útil de los prensaestopas de latón en entornos exigentes. Aunque un chapado más grueso aumenta el coste inicial, la mejora exponencial de la vida útil lo hace muy rentable para la mayoría de las aplicaciones. El niquelado a 10-25 micras proporciona una protección óptima, con una selección del espesor basada en la severidad del entorno y la vida útil requerida. Las aplicaciones interiores pueden utilizar de 8 a 12 micras, los entornos marinos requieren de 15 a 20 micras y la exposición química exige de 20 a 25 micras para un rendimiento fiable a largo plazo. En Bepto, combinamos nuestra amplia capacidad de ensayo con nuestra experiencia en aplicaciones prácticas para ayudarle a seleccionar la especificación de revestimiento óptima para sus requisitos de prensaestopas de latón. Recuerde, invertir hoy en el espesor de revestimiento adecuado evita costosos fallos por corrosión y paradas del sistema mañana 😉 .
Preguntas frecuentes sobre el revestimiento y la corrosión de los prensaestopas de latón
P: ¿Qué grosor de chapado necesito para los prensaestopas marinos?
A: Las aplicaciones marinas requieren entre 15 y 20 micras de niquelado para una protección fiable contra la corrosión. Este espesor proporciona una vida útil de 10-15 años en entornos de niebla salina, frente a los 1-2 años de los componentes de latón sin chapar.
P: ¿Cómo puedo saber si mis prensaestopas de latón tienen un espesor de chapado adecuado?
A: Utilice medidores magnéticos de espesor para la medición no destructiva del niquelado en latón. Las especificaciones recomendadas son un mínimo de 8 micras para uso en interiores, 15 micras para uso marino y 20 micras para entornos químicos.
P: ¿Un chapado más grueso proporciona siempre una mejor protección contra la corrosión?
A: Sí, hasta límites prácticos. Cada 5 micras adicionales de niquelado suelen duplicar la vida útil en entornos corrosivos. Sin embargo, más allá de 25 micras, el coste aumenta más rápidamente que las ventajas de rendimiento para la mayoría de las aplicaciones.
P: ¿Se puede reparar el chapado dañado de los prensaestopas de latón?
A: Los daños leves pueden repararse con compuestos de galvanización en frío o chapado con brocha, pero se recomienda la sustitución completa para aplicaciones críticas. Las reparaciones localizadas pueden crear células de corrosión galvánica que aceleren el fallo.
P: ¿Cómo puedo verificar la calidad del chapado de los proveedores?
A: Solicitar certificados que muestren las mediciones de espesor según ASTM B568, los resultados de las pruebas de adherencia según ASTM B571 y los datos de las pruebas de niebla salina según ASTM B117. Verifique las mediciones en varios puntos de los componentes de muestra antes de aprobar los lotes de producción.
-
Comprender el proceso metalúrgico de desgalvanización, en el que el zinc se lixivia selectivamente de las aleaciones de latón, dejando una estructura de cobre debilitada. ↩
-
Conozca el mecanismo de fallo del agrietamiento por corrosión bajo tensión (SCC), que resulta de la influencia combinada de la tensión de tracción y un entorno corrosivo. ↩
-
Explore los principios electroquímicos de la corrosión galvánica y repase la serie galvánica para ver cómo interactúan diferentes metales en un electrolito. ↩
-
Revise la norma oficial ASTM B568 para medir el espesor de revestimientos mediante espectrometría de rayos X, un método de ensayo no destructivo habitual. ↩
-
Acceda a los detalles de la norma ASTM B117, la práctica aceptada en todo el sector para el funcionamiento de aparatos de niebla salina (niebla) para ensayos de corrosión. ↩
