
Una instalación incorrecta de los prensaestopas puede provocar la entrada de agua, daños en los cables y costosas averías en los equipos. Muchos técnicos tienen dificultades para elegir el método de instalación adecuado, sobre todo cuando se trata de diferentes tipos de entradas de armarios que requieren enfoques y herramientas completamente distintos.
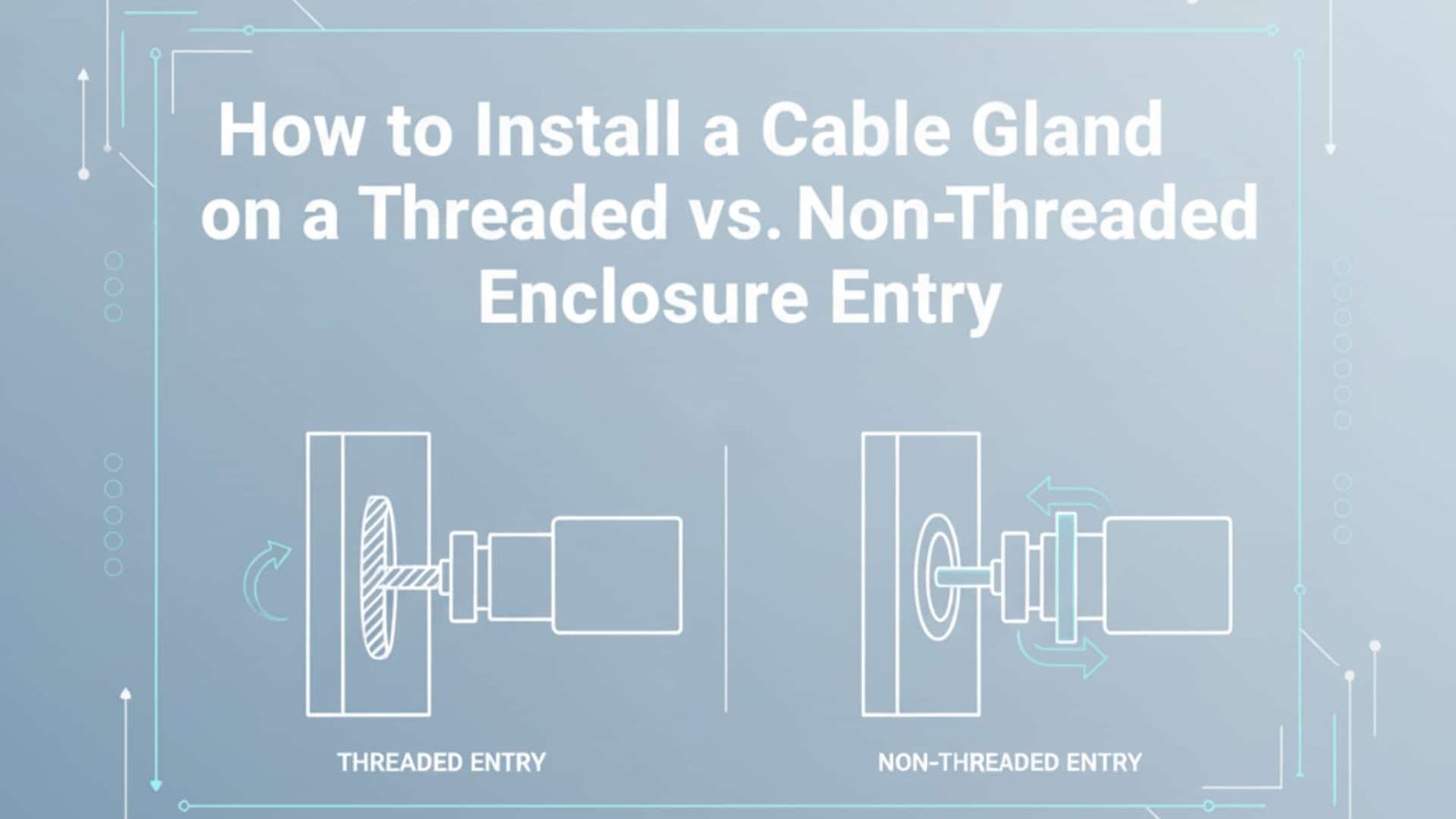
La diferencia clave en la instalación de prensaestopas es que las entradas roscadas requieren roscado directo y aplicación de par de apriete, mientras que las entradas no roscadas necesitan accesorios de montaje adicionales como contratuercas, arandelas o bridas para fijar el prensaestopas correctamente. Comprender estas diferencias fundamentales garantiza una estanquidad adecuada, estabilidad mecánica y fiabilidad a largo plazo.
Después de ayudar a miles de clientes a resolver problemas de instalación durante la última década, he visto cómo un enfoque equivocado puede convertir un simple trabajo de 10 minutos en horas de frustración y repetición. Permítame compartir las técnicas de eficacia probada que harán que su próxima instalación sea fluida y profesional.
Índice
- ¿Cuáles son las principales diferencias entre las instalaciones roscadas y no roscadas?
- ¿Cómo se instalan los prensaestopas en las entradas roscadas de las cajas?
- ¿Cuál es el método adecuado para la instalación de armarios no roscados?
- ¿Qué herramientas y materiales necesita para cada método?
- ¿Cómo se solucionan los problemas habituales de instalación?
- Preguntas frecuentes sobre los métodos de instalación de prensaestopas
¿Cuáles son las principales diferencias entre las instalaciones roscadas y no roscadas?
Comprender las diferencias fundamentales entre estos métodos de instalación es crucial para seleccionar el enfoque correcto y evitar errores costosos que podrían comprometer todo su sistema eléctrico.
Las instalaciones roscadas proporcionan una conexión mecánica directa a través de roscas coincidentes, mientras que las instalaciones no roscadas dependen de componentes de hardware adicionales para crear un montaje seguro y un sellado adecuado. Cada método tiene sus ventajas y sus aplicaciones específicas.

Características de la entrada roscada
Ventajas:
- Roscado directo: No se necesitan herramientas de montaje adicionales
- Más alto Par de apriete1 Capacidad: Puede soportar mayores esfuerzos mecánicos
- Diseño compacto: Espacio mínimo necesario
- Sellado superior: La rosca proporciona la estanqueidad primaria
- Apariencia profesional: Instalación limpia y simplificada
Aplicaciones comunes:
- Cajas metálicas con orificios pretaladrados
- Cajas de derivación con entradas roscadas
- Cuadros de control y conmutación
- Carcasas de equipos industriales
- Instalaciones en zonas peligrosas
Características de entrada sin rosca
Ventajas:
- Tamaños de orificio versátiles: Funciona con aberturas de varios diámetros
- Modificación más fácil: Taladrado sencillo sin roscado
- Rentable: Menor necesidad de utillaje
- Adaptable al campo: Puede modificar el tamaño del orificio in situ
- Múltiples opciones de sellado: Varias configuraciones de juntas y arandelas
Aplicaciones comunes:
- Cerramientos de fibra de vidrio y plástico
- Carcasas fabricadas a medida
- Instalaciones de reequipamiento
- Equipos temporales o portátiles
- Proyectos con presupuesto ajustado
Recuerdo haber trabajado con Marcus, supervisor de mantenimiento de una planta de procesamiento de alimentos en los Países Bajos. Al principio, intentó introducir a la fuerza prensaestopas roscados en orificios no roscados, lo que provocó grietas en las cajas y puso en peligro la seguridad de las instalaciones. Clasificación IP2. Tras cambiar a los prensaestopas de brida adecuados con arandelas de sellado apropiadas, su tiempo de instalación se redujo en 60% y la integridad del sellado mejoró drásticamente.
¿Cómo se instalan los prensaestopas en las entradas roscadas de las cajas?
Las instalaciones roscadas requieren precisión y una técnica adecuada para lograr un rendimiento óptimo. Seguir la secuencia correcta y las especificaciones de par de apriete garantiza un sellado fiable y evita daños en la rosca.
Para las instalaciones roscadas, los pasos críticos son la preparación de la rosca, la secuencia de acoplamiento adecuada y la aplicación precisa del par de apriete con herramientas calibradas para cumplir las especificaciones del fabricante. Este enfoque metódico evita los fallos de instalación más comunes que encontramos.
Proceso de instalación roscada paso a paso
1. Preparación previa a la instalación
- Verifique la compatibilidad de las roscas (métrica, NPT o PG)
- Limpie a fondo todas las superficies roscadas
- Inspeccione las roscas en busca de daños o residuos
- Comprobar la integridad de los componentes del prensaestopas
- Prepare el cable según las especificaciones del fabricante
2. Aplicación de sellador de roscas
- Aplique el sellador de roscas adecuado (Cinta PTFE3 o compuesto líquido)
- Para roscas NPT 2-3 vueltas de cinta PTFE en el sentido de las agujas del reloj
- Para roscas métricas: Capa fina de compuesto para roscas si se especifica
- Evitar una aplicación excesiva que pueda contaminar las juntas
3. Enhebrado inicial
- Empezar a enhebrar a mano para evitar hilo cruzado4
- Asegurar un acoplamiento suave durante las 2-3 primeras vueltas
- Parar si se encuentra resistencia y volver a alinear
- Nunca fuerce ni utilice herramientas para el compromiso inicial
4. Apriete final
- Utilice una llave inglesa adecuada
- Aplique los valores de par especificados por el fabricante
- Para prensaestopas de latón: normalmente 15-25 Nm
- Para acero inoxidable: normalmente 20-35 Nm
- Parada cuando se alcanza el par especificado
Especificaciones de par crítico
| Material del prensaestopas | Tamaño de la rosca | Rango de par (Nm) | Rango de par (ft-lbs) |
|---|---|---|---|
| Nylon | M12-M25 | 8-15 | 6-11 |
| Latón | M12-M32 | 15-25 | 11-18 |
| Acero inoxidable | M16-M40 | 20-35 | 15-26 |
| A prueba de explosiones | M20-M50 | 25-45 | 18-33 |
¿Cuál es el método adecuado para la instalación de armarios no roscados?
Las instalaciones sin rosca requieren herrajes adicionales y una cuidadosa atención a las disposiciones de sellado. La clave está en crear una conexión mecánica segura al tiempo que se mantiene una protección medioambiental adecuada.
Las instalaciones sin rosca dependen del sellado por compresión mediante tuercas de seguridad, arandelas y juntas para crear conjuntos estancos que puedan soportar las tensiones ambientales sin acoplamiento roscado. La selección adecuada de los componentes y la secuencia de montaje son fundamentales para el éxito.
Componentes de hardware necesarios
Componentes esenciales:
- Prensaestopas con brida: Con brida integrada o separada
- Arandela de sellado: Junta de goma o silicona
- Contratuerca: Tamaño de rosca y material adecuados
- Arandela de respaldo: Arandela metálica para distribución de la carga
Procedimiento de instalación
1. Preparación del agujero
- Taladre el agujero hasta el diámetro especificado (normalmente el diámetro del cuerpo del prensaestopas + 0,5-1,0 mm).
- Desbarbar bien los bordes de los orificios
- Limpiar la zona del orificio de residuos y aceite de corte
- Comprobar la alineación y perpendicularidad de los orificios
2. Instalación de la junta
- Seleccione el material de junta adecuado para el entorno
- Coloque la junta en la superficie exterior de la caja
- Asegúrese de que la junta está centrada y correctamente asentada
- Comprobar si hay daños o contaminación
3. Montaje del prensaestopas
- Introducir el prensaestopas por el orificio desde el exterior
- Colocar la brida contra la junta
- Instale la arandela de apoyo en el lado interior
- Enroscar la contratuerca en el cuerpo del prensaestopas
4. Apriete final
- Apriete la contratuerca manteniendo fijo el cuerpo del prensaestopas
- Comprimir la junta hasta que se aprecie una ligera deformación
- Verificar que el prensaestopas no puede girar en el orificio
- Comprobar la uniformidad de compresión de la junta
Ahmed, jefe de proyecto de una planta petroquímica de Dubai, tuvo problemas al principio con las instalaciones sin rosca porque apretaba demasiado las contratuercas, lo que provocaba la extrusión de la junta y el fallo de la estanqueidad. Tras aprender la técnica de compresión adecuada, su equipo consiguió instalaciones 100% de primer paso con un excelente rendimiento a largo plazo.
¿Qué herramientas y materiales necesita para cada método?
Disponer de las herramientas y los materiales adecuados es esencial para realizar instalaciones profesionales. Los distintos métodos requieren equipos específicos para lograr resultados adecuados con seguridad y eficacia.
Las instalaciones roscadas requieren herramientas de torsión controlada y materiales de preparación de roscas, mientras que las instalaciones no roscadas necesitan equipos de preparación de orificios y capacidades de medición de la compresión. Invertir en herramientas de calidad resulta rentable gracias a la mayor rapidez y fiabilidad de la instalación.
Kit de herramientas de instalación roscada
Herramientas esenciales:
- Llave dinamométrica: Calibrado para el intervalo especificado
- Llaves para prensaestopas: Tamaños hexagonales de los prensaestopas
- Calibre de rosca: Para verificación y solución de problemas
- Cepillos de limpieza: Cepillos de alambre para limpieza de roscas
- Herramientas de medición: Calibres y calibre de paso de rosca
Material necesario:
- Cinta PTFE: Cinta selladora de roscas de alta calidad
- Compuesto para roscas: Sellador líquido para aplicaciones específicas
- Disolvente de limpieza: Para la preparación del hilo
- Compuesto antigripante: Para combinaciones de metales distintos
Kit de herramientas de instalación sin rosca
Herramientas esenciales:
- Juego de sierras de corona: Varios diámetros para diferentes tamaños de prensaestopas
- Brocas escalonadas: Para un calibrado preciso de los orificios
- Herramienta de desbarbado: Para bordes de orificios lisos
- Llaves ajustables: Para apretar la contratuerca
- Manómetro de compresión de juntas: Para una correcta verificación del sellado
Material necesario:
- Arandelas de sellado: Varios tamaños y materiales
- Tuercas: Especificaciones de rosca coincidentes
- Arandelas de apoyo: Componentes de distribución de la carga
- Sellador de juntas: Compuesto de sellado adicional si es necesario
¿Cómo se solucionan los problemas habituales de instalación?
Incluso los técnicos más experimentados se enfrentan a problemas de instalación. Saber identificar y resolver rápidamente los problemas más comunes puede ahorrar mucho tiempo y evitar costosas repeticiones.
Los problemas de instalación más comunes se derivan de una preparación inadecuada, una selección incorrecta de los herrajes o una aplicación inadecuada del par de apriete, y las soluciones suelen implicar la sustitución de componentes o el ajuste de la técnica de instalación. La solución sistemática de problemas evita que los problemas menores se conviertan en fallos graves.
Problemas de instalación roscada
Problemas con los hilos cruzados:
- Síntomas: Resistencia excesiva, roscas dañadas, estanqueidad deficiente
- Causas: Desalineación, roscas contaminadas, fuerza excesiva
- Soluciones: Retirar el prensaestopas, limpiar las roscas y volver a arrancar con cuidado.
- Prevención: Empezar a enhebrar siempre a mano
Par insuficiente:
- Síntomas: Prensaestopas suelto, entrada de agua, tirón del cable
- Causas: Apriete insuficiente, herramientas desgastadas, especificaciones incorrectas
- Soluciones: Vuelva a apretar según las especificaciones, sustituya los componentes dañados
- Prevención: Utilizar herramientas dinamométricas calibradas, verificar las especificaciones
Problemas de instalación sin hilo
Extrusión de juntas:
- Síntomas: Material de junta visible, sellado deficiente, compresión desigual
- Causas: Apriete excesivo, material de junta incorrecto, orificio sobredimensionado
- Soluciones: Sustituir la junta, reducir la compresión, comprobar el tamaño del orificio
- Prevención: Controlar la compresión durante el apriete
Aflojamiento de la contratuerca:
- Síntomas: Rotación del prensaestopas, estanqueidad reducida, movimiento del cable
- Causas: Apriete insuficiente, vibración, ciclos térmicos
- Soluciones: Vuelva a apretar la contratuerca, añada fijador de roscas y compruebe el montaje.
- Prevención: Par de apriete inicial adecuado, inspección periódica
Preguntas frecuentes sobre los métodos de instalación de prensaestopas
P: ¿Puedo utilizar un prensaestopas roscado en un orificio no roscado?
A: Sí, pero necesitará herrajes adicionales, como un adaptador con brida, una arandela de sellado y una contratuerca, para crear un montaje y un sellado adecuados. Este enfoque híbrido combina las ventajas de los prensaestopas roscados con la flexibilidad de los no roscados, aunque requiere más componentes y tiempo de instalación.
P: ¿Qué ocurre si aprieto demasiado un prensaestopas durante la instalación?
A: Un apriete excesivo puede dañar las roscas, agrietar el cuerpo del prensaestopas o extruir las juntas de estanqueidad, comprometiendo la integridad de la instalación. En los prensaestopas roscados, puede dañar las roscas o romper el prensaestopas. En el caso de instalaciones sin rosca, puede provocar el fallo de la junta y un rendimiento de estanquidad deficiente.
P: ¿Cómo sé qué tipo de rosca tiene mi caja?
A: Utilice un calibre de roscas para identificar el paso y el tipo de rosca. Las roscas métricas tienen pasos específicos (M20x1,5), Roscas NPT5 son cónicos, y las roscas PG tienen perfiles únicos. En caso de duda, consulte la documentación de la caja o póngase en contacto con el fabricante para conocer las especificaciones.
P: ¿Es siempre necesario el sellador de roscas para las instalaciones de prensaestopas roscados?
A: El sellador de roscas suele ser necesario para las roscas NPT (cónicas) para garantizar un sellado adecuado, pero puede no ser necesario para las roscas métricas con juntas tóricas. Siga siempre las instrucciones del fabricante del prensaestopas, ya que los requisitos varían según el diseño y el entorno de aplicación.
P: ¿Con qué frecuencia debo inspeccionar las instalaciones de prensaestopas para su mantenimiento?
A: Inspeccione las instalaciones trimestralmente para detectar daños visibles o aflojamientos, con inspecciones anuales detalladas que incluyan la verificación del par de apriete y la evaluación del estado de las juntas. En entornos difíciles o aplicaciones críticas, las inspecciones visuales mensuales ayudan a identificar posibles problemas antes de que provoquen fallos.
-
Consulte las definiciones oficiales del código de protección contra la penetración (IP) para comprender estas clasificaciones. ↩
-
Conozca la definición de par de apriete y su importancia para apretar correctamente las fijaciones. ↩
-
Entienda qué es el hilo cruzado y cómo evitar este problema de instalación tan común. ↩
-
Descubra las propiedades de la cinta de PTFE y cómo se utiliza para crear juntas estancas. ↩
-
Consulte las especificaciones de las roscas National Pipe Thread Taper (NPT) utilizadas en Estados Unidos. ↩
