
El dimensionamiento incorrecto de los orificios de entrada de los prensaestopas provoca fallos en la instalación, compromete la clasificación IP, daña los cables y supone un riesgo para la seguridad cuando los orificios sobredimensionados permiten la entrada de agua y los orificios infradimensionados provocan tensiones en los cables, mientras que la preparación incorrecta de los orificios da lugar a costosas repeticiones, retrasos en los proyectos y fallos en los equipos que podrían haberse evitado con los cálculos de dimensionamiento y los procedimientos de instalación adecuados.
Para seleccionar el tamaño correcto del orificio de entrada de los prensaestopas es necesario medir el diámetro exterior del cable, añadir las tolerancias de holgura adecuadas, tener en cuenta el movimiento y la dilatación térmica del cable y seguir las especificaciones del fabricante para garantizar un sellado, un alivio de tensión y una clasificación IP adecuados, al tiempo que se evitan daños en el cable y se mantiene la fiabilidad a largo plazo en las instalaciones eléctricas. El correcto dimensionamiento de los orificios es fundamental para el buen funcionamiento de los prensaestopas.
Después de haber trabajado con contratistas eléctricos en proyectos de gran envergadura en plantas de automoción en Alemania, plataformas marinas en el Mar del Norte y centros de datos en Silicon Valley, he visto cómo el dimensionamiento adecuado de los orificios de entrada puede hacer que una instalación sea un éxito o un fracaso. Permítame compartir con usted métodos probados para dimensionar correctamente los orificios de entrada de cables.
Índice
- ¿Qué factores determinan los requisitos de tamaño del orificio de entrada del prensaestopas?
- ¿Cómo medir y calcular el tamaño correcto del orificio?
- ¿Cuáles son los tamaños estándar de los orificios para los distintos tipos de prensaestopas?
- ¿Cómo cortar y preparar correctamente los orificios de entrada?
- ¿Qué errores hay que evitar a la hora de dimensionar los orificios de entrada?
- Preguntas frecuentes sobre el tamaño del orificio de entrada del prensaestopas
¿Qué factores determinan los requisitos de tamaño del orificio de entrada del prensaestopas?
Los requisitos de tamaño del orificio de entrada del prensaestopas están determinados por el diámetro exterior del cable, el tipo y la construcción del cable, los requisitos de sellado ambiental, las consideraciones de expansión térmica, las tolerancias de instalación y las especificaciones del fabricante que garantizan un ajuste adecuado, el rendimiento del sellado, el alivio de la tensión y la fiabilidad a largo plazo, al tiempo que permiten el movimiento del cable y mantienen las clasificaciones IP en diversas condiciones ambientales.
Comprender estos factores garantiza un rendimiento óptimo de los prensaestopas y evita los problemas habituales de instalación.
Consideraciones sobre el diámetro del cable
Medida del diámetro exterior: El diámetro exterior del cable es el factor principal que determina el tamaño del orificio de entrada, por lo que se requiere una medición precisa en el punto en el que el cable entra en el prensaestopas.
Variaciones de tolerancia de los cables: Las tolerancias de fabricación pueden provocar variaciones en el diámetro de los cables de ±5-10%, lo que requiere un dimensionamiento de los orificios que se adapte a estas variaciones.
Chaqueta Efectos materiales: Los distintos materiales de la cubierta tienen características de flexibilidad y compresión variables que afectan al ajuste de los cables a través de los orificios de entrada.
Consideraciones sobre cables multinúcleo: Los cables multifilares pueden tener secciones ovaladas o irregulares que requieren consideraciones especiales de dimensionamiento.
Requisitos medioambientales y de rendimiento
Clasificación IP Mantenimiento: El tamaño del orificio de entrada afecta directamente a la capacidad del prensaestopas para mantener los grados IP especificados de protección contra el polvo y el agua.
Rendimiento de sellado: El correcto dimensionamiento de los orificios garantiza una compresión óptima de los elementos de estanquidad para una protección medioambiental a largo plazo.
Función de alivio de tensión: El tamaño correcto permite que el prensaestopas proporcione un alivio de tensión adecuado sin una compresión excesiva que podría dañar el cable.
Temperatura de funcionamiento: La dilatación y la contracción térmicas de los cables y las cajas deben tenerse en cuenta en los cálculos del tamaño de los orificios.
Factores de instalación y montaje
Espesor del panel: El grosor del panel de montaje afecta a la forma en que el prensaestopas se asienta y sella en el orificio de entrada.
Calidad del borde del agujero: Los bordes limpios y lisos de los orificios son esenciales para el correcto sellado de las juntas y para evitar daños en la cubierta del cable.
Herrajes de montaje: Algunos prensaestopas requieren un espacio adicional para las tuercas de montaje, arandelas o anillos de bloqueo.
Requisitos de acceso: Los requisitos de acceso para la instalación y el mantenimiento pueden influir en el tamaño de los orificios y en las decisiones de colocación.
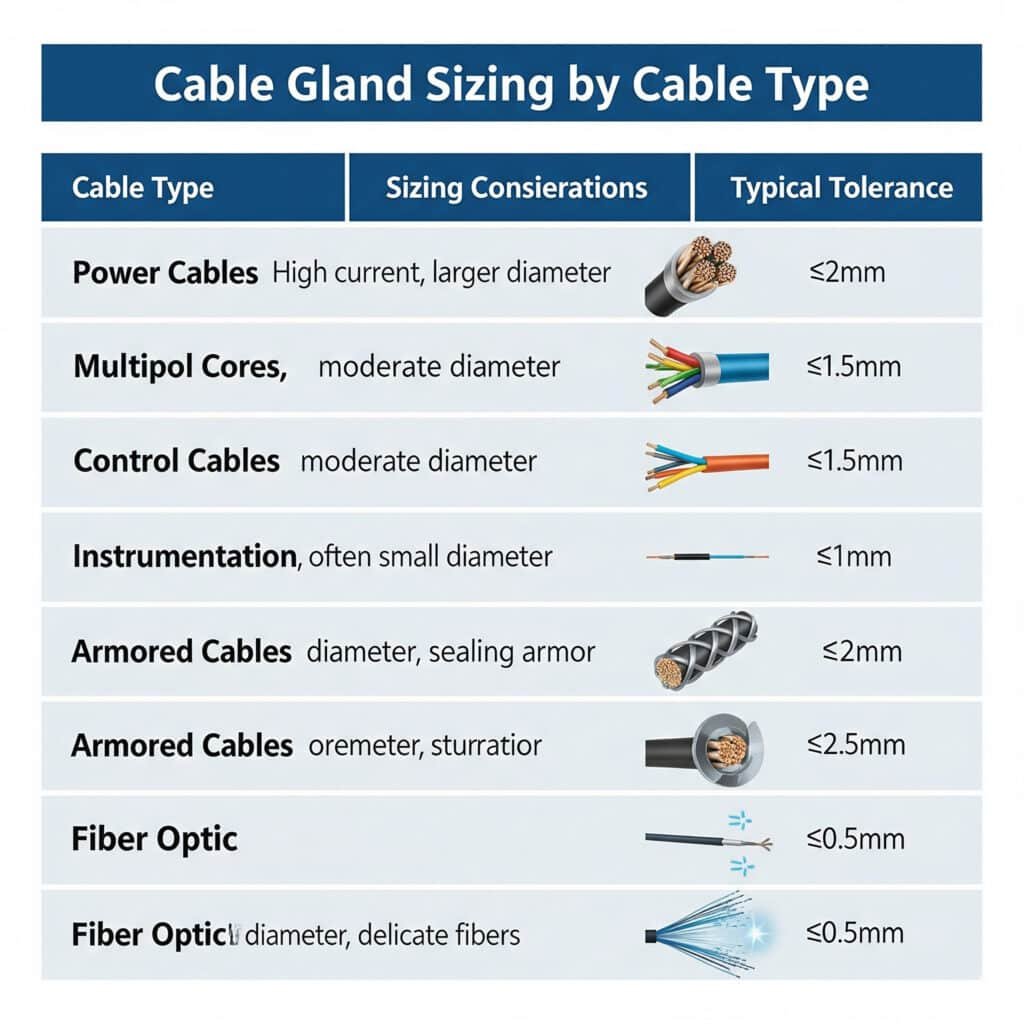
Requisitos específicos del tipo de cable
| Tipo de cable | Consideraciones sobre el tamaño | Tolerancia típica |
|---|---|---|
| Cables de alimentación | Construcción rígida, compresión mínima | +2-3mm |
| Cables de control | Flexible, compresión moderada aceptable | +1-2mm |
| Instrumentación | Requiere un ajuste preciso, mínimo movimiento | +0,5-1mm |
| Cables blindados | Gran diámetro, construcción rígida | +3-5mm |
| Fibra óptica | Radio de curvatura crítico, manipulación suave | +1-2mm |
Marcus, director de proyectos de un importante fabricante de automóviles de Stuttgart, se enfrentaba a repetidos fallos en los prensaestopas durante las instalaciones de la línea de producción. El equipo de mantenimiento taladraba orificios sobredimensionados "para facilitar la instalación", pero esto comprometía Clasificación IP651 y permitía la contaminación por refrigerante de los paneles eléctricos. Proporcionamos especificaciones detalladas del tamaño de los orificios y plantillas de taladrado que garantizaban un ajuste adecuado a la vez que se mantenía la protección medioambiental, eliminando costosas repeticiones y retrasos en la producción. 😊
¿Cómo medir y calcular el tamaño correcto del orificio?
Medir y calcular el tamaño correcto de los orificios requiere el uso de calibres de precisión para medir el diámetro exterior del cable en varios puntos, añadir las holguras especificadas por el fabricante, considerar la deformación del cable bajo compresión, tener en cuenta la dilatación por temperatura y seguir fórmulas establecidas que garanticen un sellado adecuado a la vez que se evitan daños en el cable y se mantienen las clasificaciones de protección medioambiental.
La medición y el cálculo precisos son esenciales para el éxito de las instalaciones de prensaestopas.
Técnicas de medición de cables
Medición de múltiples puntos: Mida el diámetro del cable en varios puntos de la longitud para identificar variaciones y determinar el diámetro máximo.
Herramientas de medición adecuadas: Utilice calibres de precisión o micrómetros para realizar mediciones exactas, evitando cintas métricas o reglas que carecen de la precisión suficiente.
Consideraciones sobre la temperatura: Mida los cables en condiciones de temperatura de instalación, ya que la temperatura afecta al diámetro del cable por dilatación térmica.
Pruebas de compresión: En el caso de los cables flexibles, compruebe las características de compresión para saber cómo se deformará el cable durante la instalación.
Métodos de cálculo estándar
Fórmula básica de tallaje: Diámetro del orificio de entrada = Diámetro exterior del cable + Espacio libre + Margen de seguridad
Despeje: Las distancias típicas oscilan entre 0,5 mm para aplicaciones de precisión y 3 mm para cables de alimentación de gran tamaño.
Márgenes de seguridad: El margen de seguridad adicional de 0,5-1 mm tiene en cuenta las incertidumbres de medición y las tolerancias de instalación.
Especificaciones del fabricante: Verifique siempre los cálculos con las especificaciones del fabricante para los modelos específicos de prensaestopas.

Ajustes del factor medioambiental
Expansión de temperatura: Añada 1-2% de diámetro de cable para instalaciones con variaciones importantes de temperatura.
Efectos de la humedad: Tenga en cuenta el hinchamiento de la cubierta del cable en entornos muy húmedos, especialmente para materiales higroscópicos2.
Exposición química: Tenga en cuenta el posible hinchamiento de la cubierta del cable cuando se exponga a productos químicos o disolventes.
Degradación UV: Las instalaciones exteriores pueden sufrir cambios en la cubierta del cable con el tiempo que afecten a su ajuste.
Métodos de verificación y ensayo
Prueba de ajuste: Realice siempre una prueba de ajuste con cables reales antes del corte final de los orificios para verificar los cálculos.
Verificación del sellado: Compruebe que el tamaño del orificio calculado permite una compresión adecuada del elemento de estanquidad sin sobrecompresión.
Pruebas de fuerza de instalación: Verifique que los cables puedan instalarse sin aplicar una fuerza excesiva que pudiera dañar el cable o el prensaestopas.
Pruebas de rendimiento: Compruebe el rendimiento de la clasificación IP después de la instalación para confirmar que el sellado es correcto.
Documentación y control de calidad
Registros de medición: Documente todas las mediciones y cálculos para garantizar la calidad y como referencia futura.
Planos de instalación: Cree planos detallados que muestren los tamaños de los orificios, las ubicaciones y los requisitos de instalación.
Listas de inspección: Elaborar listas de comprobación para verificar el correcto dimensionamiento de los orificios antes y después de la instalación.
Control de revisión: Mantener el control de revisión de las especificaciones de dimensionamiento de los orificios a medida que evolucionan los proyectos.
Ahmed, que gestiona las instalaciones eléctricas de una planta petroquímica en Kuwait, se enfrentaba a un rendimiento irregular de los prensaestopas debido a los diferentes tamaños de los orificios cortados por los distintos contratistas. Desarrollamos procedimientos de medición estandarizados y hojas de cálculo que garantizaban un dimensionamiento coherente de los orificios en todos los equipos de instalación, mejorando los índices de éxito de la primera instalación de 75% a 98% y eliminando las costosas repeticiones.
¿Cuáles son los tamaños estándar de los orificios para los distintos tipos de prensaestopas?
Los tamaños estándar de los orificios de los prensaestopas varían en función del tamaño de la rosca, el intervalo de diámetros del cable y el tipo de prensaestopas. Los prensaestopas métricos requieren orificios desde 12 mm para los prensaestopas M12 hasta 75 mm para los prensaestopas M75, Prensaestopas NPT3 y prensaestopas especiales, como los prensaestopas blindados, que requieren orificios más grandes para adaptarse al mayor diámetro de su cuerpo y a los requisitos de estanquidad.
Comprender el dimensionamiento estándar ayuda a garantizar una correcta selección y planificación de la instalación.
Medidas métricas de los orificios de los prensaestopas
Prensaestopas M12: Orificio de 12 mm de diámetro para cables de 3 a 6,5 mm, comúnmente utilizado para cables de instrumentación y control.
Prensaestopas M16: Agujero de 16 mm de diámetro para cables de 4-10 mm, popular para instalaciones eléctricas de uso general.
Prensaestopas M20: Orificio de 20 mm de diámetro para cables de 6-12 mm, muy utilizado para aplicaciones de potencia y control.
Prensaestopas M25: Diámetro de orificio de 25 mm para cables de 9-16 mm, adecuado para cables de potencia media y aplicaciones multinúcleo.
Prensaestopas M32: Orificio de 32 mm de diámetro para cables de 15-22 mm, utilizado para cables de alimentación más grandes y aplicaciones industriales.
NPT Orificios para prensaestopas
1/2″ NPT: Diámetro de orificio de 20,6 mm, equivalente al tamaño métrico M20 para aplicaciones norteamericanas.
3/4″ NPT: Diámetro de orificio de 26,7 mm, comúnmente utilizado para aplicaciones de potencia industrial.
1″ NPT: Diámetro de orificio de 33,4 mm, adecuado para grandes instalaciones de cables y múltiples entradas de cables.
1-1/4″ NPT: Diámetro de orificio de 42,2 mm, utilizado para aplicaciones industriales pesadas.
1-1/2″ NPT: Diámetro de orificio de 48,3 mm, para cables muy grandes y aplicaciones especializadas.
Dimensionamiento especializado de prensaestopas
| Tipo de prensaestopas | Tamaños | Diámetro del orificio | Consideraciones especiales |
|---|---|---|---|
| Cable blindado | M20-M75 | +2-5 mm sobre el estándar | Mayor diámetro del cuerpo |
| Blindado EMC | M12-M63 | Tamaño estándar | Un ajuste preciso es fundamental |
| A prueba de explosiones | M16-M50 | +1-2 mm sobre el estándar | Enganche de rosca crítico |
| Grado Marino | M12-M75 | Tamaño estándar | Materiales resistentes a la corrosión |
| Alta temperatura | M16-M40 | +1-2 mm para la expansión | Compensación de dilatación térmica |
Consideraciones sobre el grosor del panel
Paneles finos (1-3 mm): Puede requerir orificios más grandes para alojar el cuerpo del prensaestopas y garantizar un encaje adecuado de la rosca.
Paneles estándar (3-6 mm): Espesor óptimo para la mayoría de los prensaestopas, lo que permite un asiento y sellado adecuados.
Paneles gruesos (6-12 mm): Pueden requerir longitudes de rosca ampliadas o herrajes de montaje especiales.
Paneles muy gruesos (>12 mm): Suelen requerir prensaestopas tipo mamparo o soluciones personalizadas.
Tolerancia y requisitos de calidad
Tolerancias estándar: ±0,1 mm para aplicaciones de precisión, ±0,2 mm para uso industrial general.
Acabado superficial: Los bordes lisos de los orificios evitan daños en la junta y garantizan un sellado correcto.
Perpendicularidad: Los orificios deben ser perpendiculares a la superficie del panel con un margen de ±2 grados para un sellado correcto.
Calidad de los bordes: Los bordes desbarbados evitan daños en la cubierta del cable durante la instalación.
¿Cómo cortar y preparar correctamente los orificios de entrada?
Para cortar y preparar correctamente los orificios de entrada es necesario seleccionar las herramientas de corte adecuadas, marcar los centros de los orificios con precisión, utilizar velocidades de corte y avances adecuados, desbarbar todos los bordes, comprobar la precisión dimensional y aplicar acabados protectores para garantizar orificios limpios y precisos que proporcionen superficies de sellado óptimas y eviten daños en los cables durante la instalación y el servicio.
La calidad en la preparación de los orificios es esencial para el rendimiento y la fiabilidad a largo plazo de los prensaestopas.
Métodos y herramientas de perforación
Brocas escalonadas: Ideal para paneles finos, proporciona orificios limpios con rebabas mínimas y un buen control del tamaño.
Sierras de perforación: Excelente para paneles más gruesos y agujeros más grandes, que requieren velocidades y avances adecuados para cortes limpios.
Corte por plasma: Rápido para paneles gruesos pero requiere un acabado exhaustivo para conseguir una calidad de superficie adecuada.
Corte por chorro de agua4: Proporciona una precisión y un acabado superficial excelentes, pero su coste puede resultar prohibitivo para pequeñas cantidades.
Puñetazos: Rápido y económico para paneles finos, pero limitado a tamaños de orificio más pequeños y materiales más blandos.
Buenas prácticas en el proceso de corte
Marcado correcto: Utilice punzones y herramientas de medición de precisión para marcar los centros de los orificios con exactitud.
Control de velocidad de corte: Utilice velocidades adecuadas para evitar el sobrecalentamiento y garantizar cortes limpios sin endurecimiento del trabajo.
Aplicación de refrigerante: Aplique líquido de corte cuando sea necesario para evitar el sobrecalentamiento y prolongar la vida útil de la herramienta.
Corte progresivo: Para agujeros grandes, utilice técnicas de corte progresivo para mantener la precisión y evitar la distorsión del material.
Soporte para copias de seguridad: Soporta paneles finos durante el corte para evitar distorsiones y garantizar un corte limpio.
Control de calidad e inspección
Verificación dimensional: Medir todos los orificios con herramientas de precisión para verificar el diámetro y la redondez dentro de las tolerancias especificadas.
Inspección de calidad de cantos: Compruebe que no haya rebabas, roturas u otros defectos en los bordes que puedan afectar al sellado o dañar los cables.
Evaluación del acabado superficial: Verificar que el acabado de la superficie cumple los requisitos para un correcto sellado de la junta y resistencia a la corrosión.
Comprobación de perpendicularidad: Verifique que los orificios estén perpendiculares a la superficie del panel utilizando las herramientas de medición adecuadas.
Acabado y protección
Desbarbado: Elimine todas las rebabas y bordes afilados utilizando herramientas o procesos de desbarbado adecuados.
Radiado de bordes: Redondee ligeramente los bordes de los orificios para evitar daños en la cubierta del cable durante la instalación.
Revestimiento protector: Aplicar revestimientos protectores adecuados para evitar la corrosión y mantener la calidad de la superficie.
Limpieza final: Limpie bien los orificios para eliminar restos de corte y contaminantes antes de instalar el prensaestopas.
Problemas comunes de corte y soluciones
Agujeros sobredimensionados: Causado por el desgaste de la herramienta, velocidades de avance excesivas o selección inadecuada de la herramienta - prevenir mediante un mantenimiento adecuado de la herramienta y parámetros de corte.
Bordes ásperos: Resultan de herramientas desafiladas, velocidades incorrectas o soporte inadecuado - se solucionan mediante la selección adecuada de herramientas y técnicas de corte.
Agujeros fuera de ronda: Causado por la desviación de la máquina, herramientas desgastadas o una configuración incorrecta - evítelo mediante un mantenimiento adecuado de la máquina y procedimientos de configuración.
Endurecimiento del trabajo5: Resultado de la generación excesiva de calor - control mediante velocidades, avances y aplicación de refrigerante adecuados.
¿Qué errores hay que evitar a la hora de dimensionar los orificios de entrada?
Los errores más comunes en el dimensionamiento de los orificios de entrada incluyen sobredimensionar los orificios para "facilitar la instalación", subdimensionarlos en función de las dimensiones nominales del cable, ignorar las especificaciones del fabricante, no tener en cuenta las variaciones del cable, utilizar herramientas de medición inadecuadas, no tener en cuenta la dilatación térmica y cortar los orificios antes de la selección final del cable, todo lo cual compromete el rendimiento del sellado, las clasificaciones IP y la fiabilidad a largo plazo.
Evitar estos errores garantiza el éxito de las instalaciones de prensaestopas y un rendimiento óptimo.
Errores de cálculo del tamaño
Utilización de las dimensiones nominales: Basarse en las dimensiones del catálogo de cables en lugar de medir los cables reales da lugar a problemas de ajuste y sellado.
Ignorar las tolerancias: No tener en cuenta las tolerancias de fabricación tanto de los cables como de los paneles provoca dificultades de instalación.
Espacios libres inadecuados: Una holgura insuficiente dificulta la instalación y puede dañar los cables o comprometer la estanqueidad.
Holguras excesivas: Los orificios sobredimensionados comprometen el rendimiento de estanquidad y pueden violar los requisitos de clasificación IP.
Errores de medición y documentación
Herramientas de medición imprecisas: El uso de herramientas de medición inadecuadas provoca errores de dimensionamiento y problemas de instalación.
Medición en un solo punto: La medición del diámetro del cable en un solo punto pasa por alto las variaciones que afectan al dimensionamiento de los orificios.
Descuido de la temperatura: No tener en cuenta los efectos de la temperatura en las dimensiones de los cables provoca problemas de ajuste en servicio.
Documentación deficiente: Una documentación inadecuada genera confusión y un dimensionamiento incoherente de los orificios en las distintas instalaciones.
Errores en la planificación de la instalación
Corte prematuro de agujeros: Si se cortan los orificios antes de seleccionar el cable definitivo, se fija un tamaño que puede no ajustarse a los cables reales.
Ignorar el grosor del panel: No tener en cuenta los efectos del grosor del panel sobre el asiento del prensaestopas y el engranaje de la rosca.
Limitaciones de acceso: No tener en cuenta los requisitos de acceso a la instalación al colocar y dimensionar los orificios.
Expansión futura: No planificar posibles cambios o ampliaciones del cableado en el futuro.
Supervisión del control de calidad
Saltarse las pruebas: No probar los cables y prensaestopas antes de la instalación final puede revelar problemas de tamaño demasiado tarde.
Inspección inadecuada: No inspeccionar adecuadamente la calidad de los orificios antes de la instalación provoca problemas de estanquidad y rendimiento.
Falta la verificación: Si no se verifica el rendimiento de la clasificación IP después de la instalación, es posible que no se detecten los problemas relacionados con el tamaño.
Registros deficientes: Una documentación inadecuada dificulta la resolución de problemas y el mantenimiento.
Factor ambiental Negligencia
Expansión de temperatura: Ignorar los efectos de la dilatación térmica puede hacer que los cables se atasquen o que fallen las juntas.
Compatibilidad química: No tener en cuenta los efectos químicos sobre las dimensiones de los cables puede provocar problemas de ajuste con el paso del tiempo.
Efectos del envejecimiento: No tener en cuenta el envejecimiento de los cables y los cambios dimensionales afecta al rendimiento a largo plazo.
Condiciones de instalación: No tener en cuenta las condiciones del entorno de instalación puede afectar a la manipulación y el ajuste de los cables.
Conclusión
La selección del tamaño correcto del orificio de entrada para los prensaestopas requiere una medición cuidadosa, métodos de cálculo adecuados y atención a los factores ambientales. Seguir las especificaciones del fabricante y las mejores prácticas del sector garantiza un rendimiento óptimo del sellado, el cumplimiento de la clasificación IP y la fiabilidad a largo plazo.
El éxito depende de una medición precisa, un cálculo adecuado, una preparación de los orificios de calidad y evitar los errores de dimensionamiento más comunes. En Bepto, proporcionamos asistencia técnica completa y especificaciones detalladas para ayudarle a conseguir siempre instalaciones de prensaestopas perfectas, respaldadas por nuestra amplia experiencia en soluciones de conexión de cables.
Preguntas frecuentes sobre el tamaño del orificio de entrada del prensaestopas
P: ¿Qué ocurre si el orificio de entrada del prensaestopas es demasiado grande?
A: Los orificios sobredimensionados comprometen el rendimiento del sellado y las clasificaciones IP al impedir la compresión adecuada de la junta. Esto permite la entrada de agua y polvo, lo que puede provocar fallos eléctricos y daños en los equipos. El orificio debe ajustarse a las especificaciones del fabricante con una tolerancia de ±0,2 mm.
P: ¿Cómo puedo medir con precisión el diámetro del cable para dimensionar los orificios?
A: Utilice calibres de precisión para medir el diámetro exterior del cable en varios puntos a lo largo de la longitud, tomando la medida máxima. Mida a la temperatura de instalación y añada las holguras especificadas por el fabricante, que suelen ser de 1 a 3 mm según el tipo de cable y el tamaño del prensaestopas.
P: ¿Puedo utilizar el mismo tamaño de orificio para distintas marcas de prensaestopas?
A: No necesariamente: los diámetros del cuerpo y los requisitos de estanquidad pueden variar de un fabricante a otro, incluso para el mismo tamaño de rosca. Compruebe siempre los requisitos del tamaño del orificio con las especificaciones del fabricante y pruebe el ajuste antes de la instalación final.
P: ¿Cuál es la mejor herramienta para cortar los orificios de entrada de los prensaestopas?
A: Las brocas escalonadas funcionan mejor para paneles finos y agujeros pequeños, mientras que las sierras de corona son ideales para paneles más gruesos y diámetros mayores. Ambas proporcionan cortes limpios con un mínimo de rebabas cuando se utilizan a velocidades adecuadas con el fluido de corte apropiado.
P: ¿Cuánto espacio libre debo añadir al diámetro del cable para el orificio de entrada?
A: Añada 1-3 mm de espacio libre en función del tipo de cable: 1 mm para cables de instrumentación, 2 mm para cables de control y 3 mm para cables de alimentación. Compruebe siempre las especificaciones del fabricante y tenga en cuenta la dilatación térmica en instalaciones exteriores.
-
Comprenda lo que significa la clasificación IP65 de protección contra el polvo y los chorros de agua a baja presión según las normas internacionales. ↩
-
Conozca la higroscopia, la propiedad de los materiales de absorber la humedad del aire circundante, y cómo puede afectarles. ↩
-
Explore las especificaciones técnicas de la norma de roscas NPT (National Pipe Taper) utilizada ampliamente en Estados Unidos. ↩
-
Descubra la tecnología que hay detrás del corte por chorro de agua abrasivo, un proceso de precisión que utiliza un chorro de agua a alta presión y partículas abrasivas. ↩
-
Repasar el fenómeno metalúrgico del endurecimiento por deformación, en el que un metal se vuelve más fuerte y más duro por deformación plástica. ↩
