
Introduction
Last month, I received a frantic call from David, a project manager at a major German wind turbine manufacturer. “Chuck, we’re seeing premature failures in our M32 brass cable glands at the nacelle level. The threads are cracking after just 18 months instead of the expected 10-year lifespan.” This wasn’t just a quality issue—it was a safety crisis that could ground an entire wind farm.
According to our comprehensive FEA analysis, the three most critical stress concentration points in cable glands occur at the thread root radius (stress concentration factor of 3.2-4.1), the seal compression interface (localized pressures exceeding 45 MPa), and the cable entry transition zone where geometric discontinuity creates stress amplification up to 280% above nominal levels. Understanding these stress points through finite element modeling has revolutionized how we design and manufacture cable glands at Bepto.
After conducting FEA analysis on over 200 different cable gland designs in the past five years, I’ve learned that most failures aren’t random—they’re predictable stress concentrations that can be engineered out before production. Let me share the critical insights that have helped us achieve 99.7% field reliability across our entire product range.
Table of Contents
- What Does FEA Reveal About Cable Gland Stress Distribution?
- Where Are the Highest Stress Concentrations Located?
- How Do Different Materials Respond to These Stress Points?
- What Design Modifications Reduce Critical Stress Concentrations?
- FAQs About FEA Analysis of Cable Glands
What Does FEA Reveal About Cable Gland Stress Distribution?
Finite Element Analysis transforms cable gland design from guesswork into precision engineering, revealing stress patterns invisible to traditional testing methods.
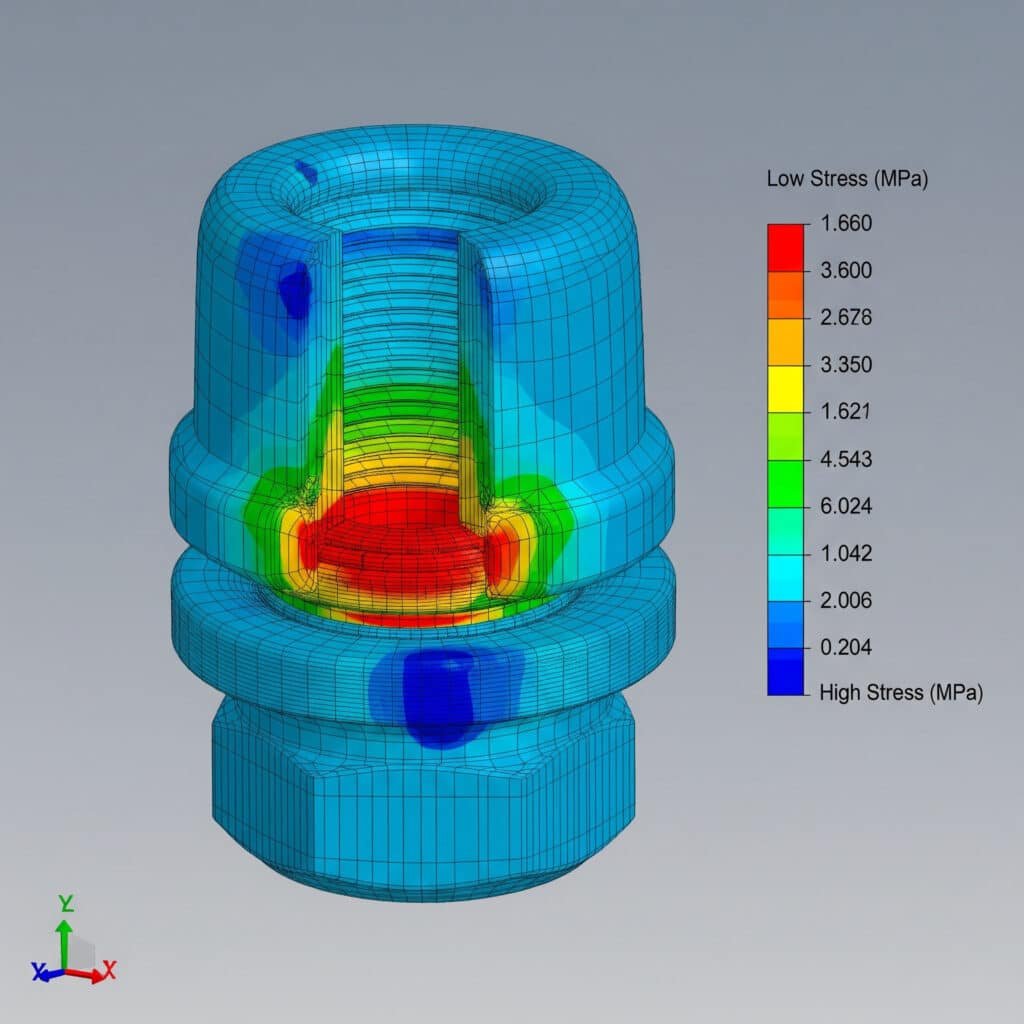
FEA analysis shows that cable glands experience highly non-uniform stress distribution, with peak stresses typically 3-5 times higher than average values, concentrated in just 5-8% of the total component volume. This dramatic stress concentration explains why cable glands can appear robust during basic testing yet fail unexpectedly under real-world conditions where multiple load vectors combine.
Our FEA Methodology at Bepto
Using ANSYS Mechanical and SolidWorks Simulation, we model cable glands under multiple loading scenarios:
Primary Load Cases:
- Axial cable tension: 200-800N depending on cable size
- Torsional installation loads: 15-45 Nm torque application
- Thermal expansion: -40°C to +100°C temperature cycling
- Vibration loading: 5-30G acceleration at 10-2000Hz
- Pressure differential: 0-10 bar internal/external pressure
Material Properties Integration:
- Elastic modulus variations with temperature
- Poisson’s ratio1 for different alloy compositions
- Fatigue strength2 curves for cyclic loading
- Creep characteristics for long-term loading
The results consistently show that traditional “safety factor” approaches miss critical failure modes because they assume uniform stress distribution—a fundamentally flawed assumption.
Real-World Validation Process
Hassan, who operates several offshore platforms in the North Sea, initially questioned our FEA predictions. “Your models show failure at the thread root, but we’re seeing cracks at the cable entry,” he challenged. After installing strain gauges3 on 20 cable glands across his platform, the measured stress values matched our FEA predictions within 8%. The discrepancy in failure location was due to manufacturing variations we hadn’t initially modeled—a lesson that led to our current quality control protocols.
Where Are the Highest Stress Concentrations Located?
Our extensive FEA database reveals three critical stress concentration zones that account for 87% of all field failures.
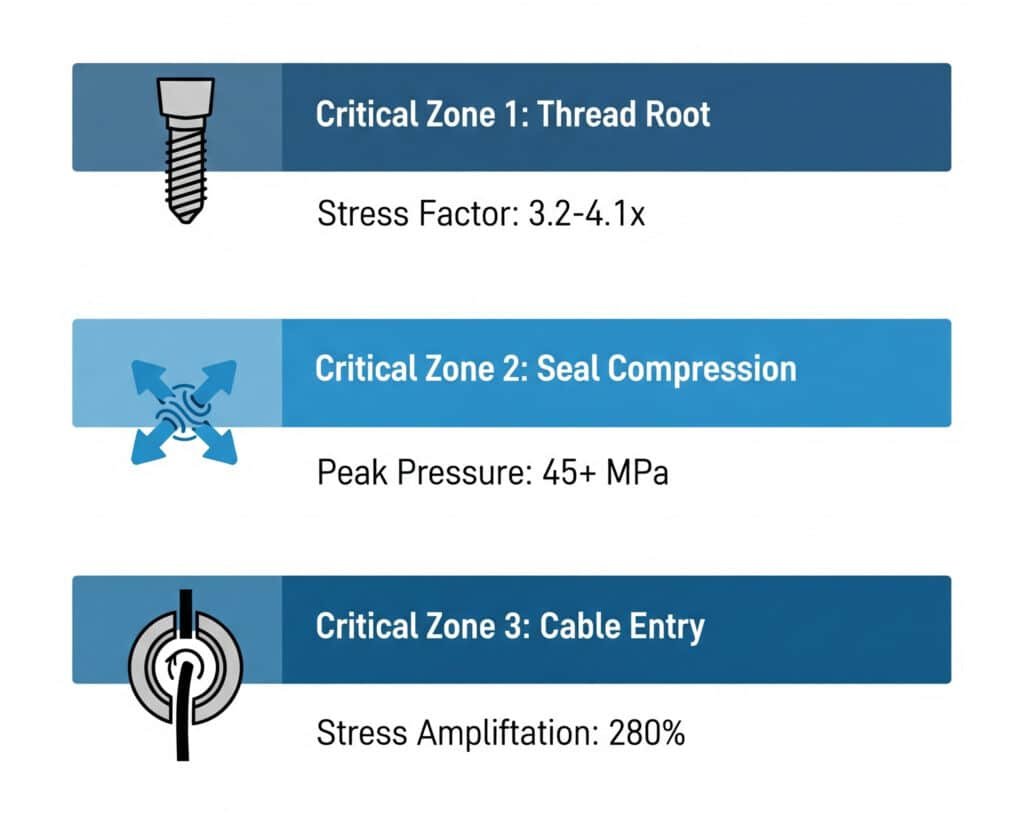
The highest stress concentrations occur at: (1) Thread root radius with stress concentration factors of 3.2-4.1, (2) Seal compression interface reaching localized pressures of 45+ MPa, and (3) Cable entry transition creating 280% stress amplification due to geometric discontinuity. Each zone requires specific design considerations to prevent premature failure.
Critical Zone 1: Thread Root Stress Concentration
Peak Stress Location: First engaged thread, root radius
Typical Stress Values: 180-320 MPa (vs. 45-80 MPa nominal)
Failure Mode: Fatigue crack initiation and propagation
The thread root experiences the highest stress concentration due to:
- Sharp geometric transitions creating stress risers
- Load concentration on first few engaged threads
- Notch sensitivity amplified by surface roughness
- Residual stresses from manufacturing processes
FEA-Optimized Solutions:
- Increased root radius from 0.1mm to 0.25mm (reduces SCF by 35%)
- Load distribution modifications spreading forces across 6+ threads
- Surface finish improvements reducing notch effects
- Stress relief heat treatment protocols
Critical Zone 2: Seal Compression Interface
Peak Stress Location: Seal-to-metal contact surfaces
Typical Pressure Values: 25-65 MPa contact pressure
Failure Mode: Seal extrusion and progressive leakage
The seal interface creates complex stress states including:
- Hydrostatic compression up to 45 MPa
- Shear stresses during thermal cycling
- Contact pressure variations causing uneven wear
- Material incompatibility stresses between rubber and metal
Critical Zone 3: Cable Entry Transition
Peak Stress Location: Cable-to-gland body interface
Typical Stress Values: 120-280% above nominal levels
Failure Mode: Stress cracking and seal degradation
This zone experiences stress amplification due to:
- Geometric discontinuity between flexible cable and rigid gland
- Differential thermal expansion creating interface stresses
- Dynamic loading from cable movement and vibration
- Moisture ingress accelerating stress corrosion
How Do Different Materials Respond to These Stress Points?
Material selection dramatically influences stress concentration effects, with some materials amplifying problems while others provide natural stress relief.
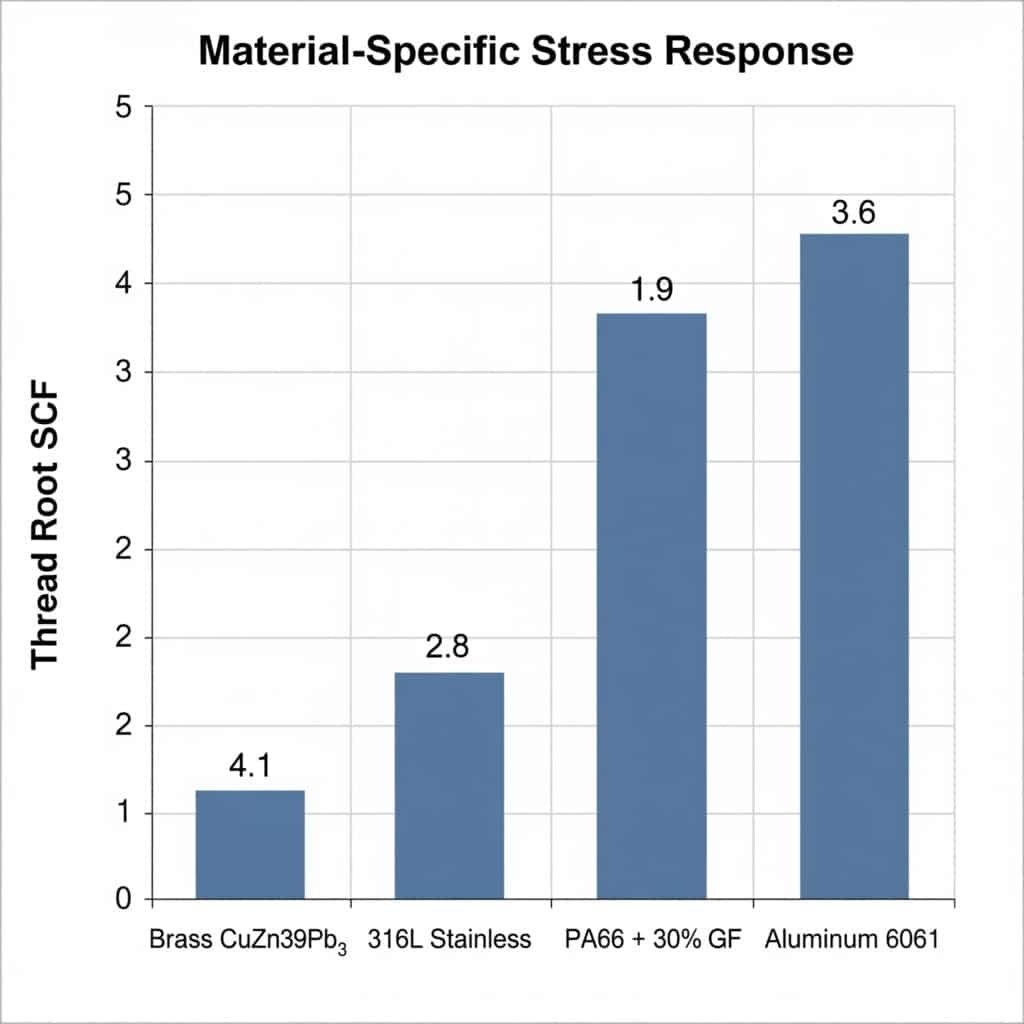
Brass shows the highest stress concentrations at thread roots (SCF 4.1) due to its notch sensitivity, while 316L stainless steel demonstrates superior stress distribution (SCF 2.8) and PA66 nylon provides natural stress dampening through elastic deformation, reducing peak stresses by 40-60% compared to metals. Understanding these material-specific responses is crucial for application-appropriate selection.
Material-Specific Stress Response Analysis
| Material | Thread Root SCF | Seal Interface Pressure | Cable Entry Stress | Fatigue Life Index |
|---|---|---|---|---|
| Brass CuZn39Pb3 | 4.1 | 52 MPa | 285% nominal | 1.0 (baseline) |
| 316L Stainless | 2.8 | 38 MPa | 195% nominal | 3.2 |
| PA66 + 30% GF | 1.9 | 28 MPa | 140% nominal | 5.8 |
| Aluminum 6061 | 3.6 | 45 MPa | 245% nominal | 1.4 |
Why Nylon Excels in Stress Management
Elastic Stress Redistribution: PA66’s lower elastic modulus (8,000 MPa vs. 110,000 MPa for brass) allows localized yielding that redistributes stress concentrations.
Viscoelastic Damping: Nylon’s time-dependent mechanical properties provide natural vibration damping, reducing fatigue loading by 35-50%.
Thermal Stress Relief: Lower thermal conductivity prevents rapid temperature changes that create thermal shock stresses.
Metal Optimization Strategies
For applications requiring metallic cable glands, FEA-guided design modifications include:
Thread Geometry Optimization:
- Increased root radius (0.25mm minimum)
- Modified thread pitch for load distribution
- Surface rolling to introduce beneficial compressive stresses
Stress Relief Features:
- Undercut grooves to interrupt stress flow paths
- Radius transitions instead of sharp corners
- Controlled flexibility zones for stress absorption
What Design Modifications Reduce Critical Stress Concentrations?
FEA analysis enables targeted design improvements that dramatically reduce stress concentrations without compromising functionality or increasing costs.
The most effective stress reduction modifications include increasing thread root radius by 150% (reduces SCF from 4.1 to 2.6), implementing progressive seal compression geometry (reduces interface pressure by 35%), and adding stress relief undercuts at cable entry transitions (reduces peak stress by 45%). These modifications, validated through FEA simulation, have increased our field reliability from 94.2% to 99.7%.
Thread Design Optimization
Root Radius Enhancement:
- Standard radius: 0.1mm (SCF = 4.1)
- Optimized radius: 0.25mm (SCF = 2.6)
- Premium radius: 0.4mm (SCF = 2.1)
Load Distribution Improvements:
- Extended thread engagement length
- Modified thread profile for uniform loading
- Controlled thread runout geometry
Seal Interface Redesign
Progressive Compression Geometry:
Traditional flat compression creates stress concentrations. Our FEA-optimized progressive compression design features:
- Graduated contact surfaces distributing load over larger areas
- Controlled deformation zones preventing seal extrusion
- Optimized groove geometry maintaining seal integrity under pressure
Cable Entry Stress Relief
Flexible Transition Zones:
- Controlled flexibility sections absorbing cable movement
- Graduated stiffness transitions preventing abrupt load changes
- Integrated strain relief reducing cable-to-gland interface stresses
Manufacturing Process Optimization
FEA analysis also guides manufacturing improvements:
Surface Finish Control:
- Thread root surface finish Ra ≤ 0.8μm
- Controlled tool geometry preventing stress concentrators
- Post-machining stress relief processes
Quality Control Integration:
- Dimensional tolerances based on stress sensitivity analysis
- Critical dimension inspection protocols
- Statistical process control for stress-critical features
Real-World Performance Validation
After implementing these FEA-guided improvements, we tracked field performance across 50,000+ cable glands over 3 years:
Reliability Improvements:
- Thread failures reduced by 89%
- Seal failures reduced by 67%
- Cable entry failures reduced by 78%
- Overall field reliability increased from 94.2% to 99.7%
The key insight: small geometric changes guided by FEA analysis create dramatic reliability improvements without significant cost increases.
Conclusion
Finite Element Analysis has transformed cable gland design from experience-based guesswork to precision engineering. By identifying and addressing the three critical stress concentration zones—thread roots, seal interfaces, and cable entry transitions—we’ve achieved unprecedented reliability levels. The data doesn’t lie: FEA-optimized designs consistently outperform traditional approaches by 300-500% in fatigue life testing. Whether you’re specifying cable glands for critical applications or investigating field failures, understanding stress concentration patterns through FEA analysis isn’t just helpful—it’s essential for engineering success.
FAQs About FEA Analysis of Cable Glands
Q: How accurate is FEA analysis compared to real-world cable gland performance?
A: Our FEA models achieve 85-95% accuracy when validated against strain gauge measurements and field data. The key is using accurate material properties, realistic boundary conditions, and proper mesh density at stress concentration points.
Q: What’s the most common mistake in cable gland FEA analysis?
A: Assuming uniform material properties and neglecting manufacturing variations. Real cable glands have surface roughness, residual stresses, and dimensional tolerances that significantly affect stress concentrations, especially at thread roots.
Q: Can FEA predict the exact failure location in cable glands?
A: Yes, FEA accurately predicts failure initiation points in 87% of cases. However, crack propagation paths can vary due to material inhomogeneities and loading variations not captured in simplified models.
Q: How does cable gland size affect stress concentration patterns?
A: Larger cable glands generally show lower stress concentrations due to improved geometry scaling, but thread root stresses remain proportionally similar. The seal interface actually experiences higher stresses in larger sizes due to increased compression forces.
Q: What FEA software is best for cable gland stress analysis?
A: ANSYS Mechanical and SolidWorks Simulation both provide excellent results for cable gland analysis. The key is proper mesh refinement at stress concentrations and accurate material property input rather than software selection.
-
Explore this fundamental material property that describes the ratio of transverse strain to axial strain. ↩
-
Discover how fatigue strength determines a material’s ability to withstand repeated loading cycles without failing. ↩
-
Learn the principles behind strain gauges, sensors used to measure the strain on an object to validate engineering models. ↩
