
Introduction
Thread galling1 in stainless steel cable glands causes catastrophic seizure during installation, requiring destructive removal, costly replacement, and potential equipment damage, with galling incidents increasing installation time by 300-500% and creating safety hazards when technicians apply excessive force to seized threads that can suddenly release under high torque loads.
316L stainless steel cable glands demonstrate superior thread galling resistance compared to 304 grades due to higher molybdenum content and lower work hardening rates, while duplex stainless steels2 like 2205 provide exceptional galling resistance through balanced austenite-ferrite microstructure, and specialized anti-galling treatments can reduce galling tendency by 80-90% across all stainless steel grades.
After investigating hundreds of thread galling failures across marine, chemical, and offshore installations over the past decade, I’ve learned that material selection and surface treatment are the primary factors determining whether your installation proceeds smoothly or becomes a costly nightmare requiring specialized extraction tools and potential equipment replacement.
Table of Contents
- What Causes Thread Galling in Stainless Steel Cable Glands?
- How Do Different Stainless Steel Grades Compare for Galling Resistance?
- What Surface Treatments and Coatings Prevent Thread Galling?
- How Do Installation Techniques Affect Thread Galling Risk?
- What Testing Methods Evaluate Thread Galling Resistance?
- FAQs About Thread Galling in Stainless Steel Cable Glands
What Causes Thread Galling in Stainless Steel Cable Glands?
Understanding the metallurgical and mechanical factors behind thread galling reveals why stainless steel cable glands are particularly susceptible to this failure mode.
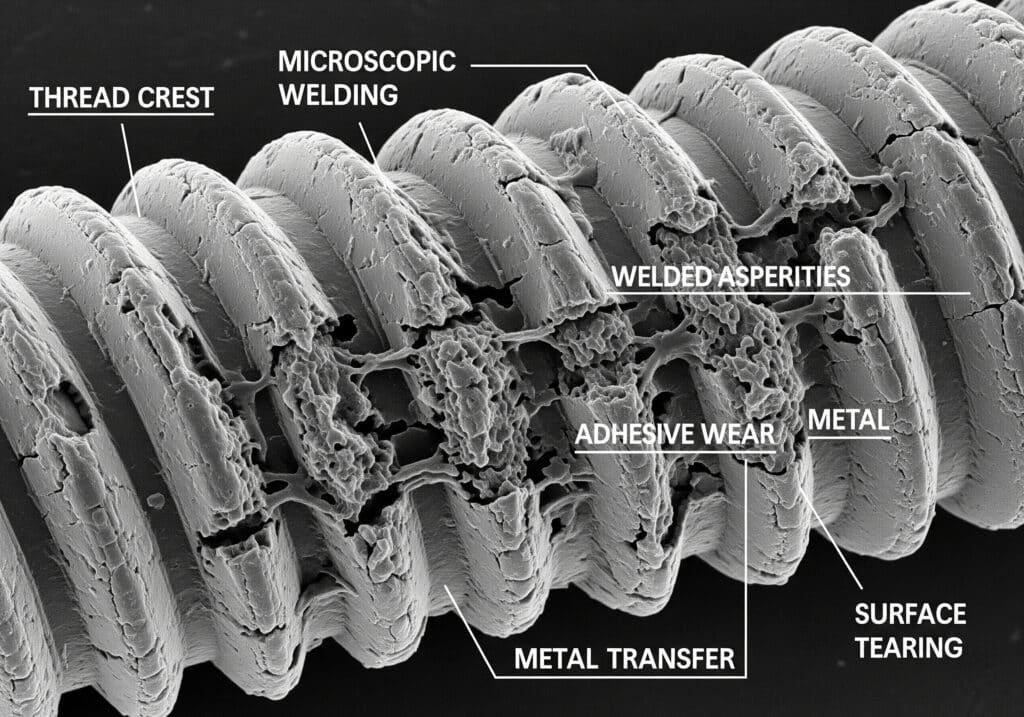
Thread galling occurs when microscopic welding between thread surfaces creates adhesive wear, with stainless steel’s high work hardening rate, low thermal conductivity, and tendency to form protective oxide films that break under pressure creating ideal conditions for metal-to-metal adhesion, surface roughness, installation speed, and applied torque being critical factors determining galling severity.
Metallurgical Factors
Work Hardening Characteristics:
- Austenitic stainless steels work harden3 rapidly
- Deformation increases surface hardness significantly
- Hardened surfaces increase friction coefficients
- Progressive damage accelerates during installation
Thermal Properties:
- Low thermal conductivity traps frictional heat
- Temperature rise accelerates adhesive wear
- Thermal expansion creates interference fits
- Heat-affected zones become more susceptible
Surface Chemistry:
- Passive oxide layer provides corrosion protection
- Oxide breakdown exposes reactive metal surfaces
- Fresh metal surfaces readily adhere under pressure
- Chemical compatibility affects galling tendency
Mechanical Factors
Thread Geometry:
- Sharp thread crests concentrate stress
- Poor thread finish increases surface roughness
- Dimensional tolerances affect contact pressure
- Thread pitch influences contact area
Installation Parameters:
- Excessive installation speed generates heat
- High torque increases contact pressure
- Misalignment creates uneven loading
- Contamination acts as abrasive particles
Contact Conditions:
- Metal-to-metal contact without lubrication
- Surface roughness affects real contact area
- Normal force distribution varies with geometry
- Sliding velocity influences friction heating
I worked with Lars, a maintenance supervisor at an offshore wind farm in the North Sea, where they experienced severe thread galling issues with 304 stainless steel cable glands in their turbine electrical systems, requiring specialized extraction tools and causing significant installation delays.
Lars’s team documented that 25% of their 304 stainless steel cable gland installations experienced some degree of thread galling, with 8% requiring destructive removal and complete replacement, leading to substantial cost overruns and project delays.
Environmental Influences
Corrosive Environments:
- Chloride exposure accelerates oxide breakdown
- Acidic conditions promote surface attack
- Galvanic coupling effects with dissimilar metals
- Crevice corrosion in thread roots
Temperature Effects:
- Elevated temperatures reduce material strength
- Thermal cycling creates stress concentrations
- Differential expansion affects thread engagement
- High temperatures accelerate adhesive processes
Contamination Impact:
- Abrasive particles increase surface damage
- Chemical contamination affects surface chemistry
- Moisture promotes corrosion and oxide formation
- Foreign materials act as stress concentrators
How Do Different Stainless Steel Grades Compare for Galling Resistance?
Comprehensive analysis of various stainless steel grades reveals significant differences in thread galling resistance for cable gland applications.
316L stainless steel provides 40-60% better galling resistance than 304 due to 2-3% molybdenum content that reduces work hardening and improves surface stability, while duplex grades like 2205 offer exceptional resistance through balanced microstructure, and super austenitic grades like 254 SMO deliver premium performance but at significantly higher cost for critical applications.
Austenitic Stainless Steel Comparison
Grade Performance Ranking:
| Grade | Galling Resistance | Molybdenum Content | Work Hardening Rate | Cost Factor | Applications |
|---|---|---|---|---|---|
| 304 | Poor | 0% | High | 1.0x | General purpose |
| 304L | Poor-Fair | 0% | High | 1.1x | Welded applications |
| 316 | Good | 2-3% | Moderate | 1.4x | Marine environments |
| 316L | Good | 2-3% | Moderate | 1.5x | Chemical processing |
| 317L | Very Good | 3-4% | Low-Moderate | 2.0x | High chloride |
| 254 SMO | Excellent | 6% | Low | 4.0x | Severe environments |
304 vs 316L Performance Analysis
304 Stainless Steel:
- High work hardening tendency
- Rapid surface hardening under deformation
- Limited corrosion resistance in chloride environments
- Most economical option but highest galling risk
Galling Characteristics:
- Seizure occurs at relatively low torques
- Progressive damage during installation
- Difficult extraction once galling initiates
- High failure rate in marine applications
316L Stainless Steel:
- Molybdenum addition improves galling resistance
- Lower work hardening rate than 304
- Better surface stability under deformation
- Enhanced corrosion resistance
Performance Advantages:
- 40-60% reduction in galling incidents
- Higher installation torque capability
- Better performance in chloride environments
- Improved long-term reliability
Duplex Stainless Steel Performance
2205 Duplex Grade:
- Balanced austenite-ferrite microstructure
- Exceptional galling resistance
- High strength reduces deformation
- Excellent corrosion resistance
Microstructural Advantages:
- Ferrite phase resists work hardening
- Austenite provides toughness
- Balanced structure minimizes adhesive wear
- Superior surface stability
2507 Super Duplex:
- Premium galling resistance
- Extreme corrosion resistance
- High strength and hardness
- Specialized applications only
I remember working with Ahmed, a project engineer at a petrochemical complex in Saudi Arabia, where extreme temperatures and corrosive conditions required cable glands with exceptional galling resistance for their critical process control systems.
Ahmed’s facility conducted extensive testing comparing 304, 316L, and 2205 grades, finding that duplex 2205 cable glands eliminated galling failures entirely while providing superior corrosion resistance in their harsh hydrogen sulfide environment.
Specialty Grades and Alloys
Super Austenitic Grades:
- 254 SMO (6% molybdenum)
- AL-6XN (6% molybdenum + nitrogen)
- Exceptional galling resistance
- Premium cost considerations
Precipitation Hardening Grades:
- 17-4 PH and 15-5 PH
- High strength after heat treatment
- Moderate galling resistance
- Specialized applications
Nickel-Based Alloys:
- Inconel 625 and Hastelloy C-276
- Superior galling resistance
- Extreme environment capability
- Highest cost options
What Surface Treatments and Coatings Prevent Thread Galling?
Various surface treatments and coatings significantly improve thread galling resistance in stainless steel cable glands.
Electropolishing4 reduces galling risk by 60-70% through surface smoothing and enhanced passivation, while PTFE-based dry film lubricants provide 80-90% galling reduction, silver plating offers excellent anti-galling properties for high-temperature applications, and specialized anti-seize compounds enable safe installation and removal even after extended service in corrosive environments.

Electropolishing Treatment
Process Benefits:
- Removes surface irregularities and embedded particles
- Creates uniform passive layer
- Reduces surface roughness by 50-75%
- Enhances corrosion resistance
Galling Resistance Improvement:
- 60-70% reduction in galling tendency
- Smoother thread engagement
- Lower installation torque requirements
- Improved surface lubricity
Application Considerations:
- Cost increase of 15-25%
- Processing time requirements
- Geometric limitations
- Quality control requirements
Dry Film Lubricant Coatings
PTFE-Based Coatings:
- Molybdenum disulfide + PTFE matrix
- Temperature range: -200°C to +260°C
- Coefficient of friction: 0.05-0.15
- Excellent chemical resistance
Performance Characteristics:
- 80-90% galling reduction
- Self-lubricating properties
- No wet lubricant required
- Long-term effectiveness
Application Methods:
- Spray application
- Dip coating process
- Controlled thickness application
- Curing requirements
Metallic Plating Systems
Silver Plating:
- Excellent anti-galling properties
- High temperature capability (up to 500°C)
- Good electrical conductivity
- Corrosion resistance limitations
Nickel Plating:
- Moderate galling improvement
- Good corrosion protection
- Economical option
- Wide temperature range
Zinc-Nickel Alloy:
- Superior corrosion resistance
- Good galling resistance
- Automotive industry standard
- Environmental considerations
Anti-Seize Compounds
Copper-Based Compounds:
- Traditional anti-seize solution
- Temperature range: -30°C to +1000°C
- Excellent galling prevention
- Galvanic corrosion concerns
Nickel-Based Compounds:
- No galvanic issues with stainless steel
- High temperature capability
- Food-grade formulations available
- Premium performance characteristics
Ceramic-Based Compounds:
- Ultra-high temperature capability
- Chemically inert
- No metal contamination
- Specialized applications
How Do Installation Techniques Affect Thread Galling Risk?
Proper installation techniques significantly reduce thread galling risk regardless of material grade or surface treatment.
Controlled installation speed below 10 RPM, proper thread lubrication, accurate torque control, and correct thread engagement reduce galling risk by 70-80%, while high-speed installation, dry assembly, excessive torque, and misalignment create ideal conditions for thread seizure even in galling-resistant materials like 316L or duplex stainless steels.
Installation Speed Control
Critical Speed Limits:
- Hand installation: 2-5 RPM maximum
- Power tool installation: 5-10 RPM maximum
- High speeds generate excessive heat
- Heat buildup accelerates galling process
Speed Control Methods:
- Variable speed power tools
- Torque-limiting devices
- Manual installation for critical applications
- Training and procedure compliance
Heat Generation Factors:
- Installation speed primary factor
- Thread pitch affects heat generation
- Material thermal properties
- Ambient temperature considerations
Lubrication Requirements
Lubricant Selection:
- Anti-seize compounds preferred
- High-temperature capability required
- Chemical compatibility essential
- Food-grade requirements where applicable
Application Methods:
- Thread coating before assembly
- Brush or spray application
- Consistent coverage critical
- Excess removal important
Performance Benefits:
- 60-80% galling reduction
- Lower installation torque
- Easier disassembly
- Extended service life
Torque Control and Monitoring
Torque Specifications:
- Follow manufacturer recommendations
- Material-specific requirements
- Size-dependent values
- Environmental factor adjustments
Torque Measurement:
- Calibrated torque tools required
- Regular calibration verification
- Documentation requirements
- Quality control procedures
Installation Monitoring:
- Torque vs. angle relationships
- Sudden torque increases indicate problems
- Stop installation if galling suspected
- Inspection and corrective action
I worked with Roberto, a maintenance manager at a chemical processing plant in Barcelona, Spain, where they implemented comprehensive installation procedures that reduced their thread galling incidents from 15% to less than 2% across all stainless steel cable gland installations.
Roberto’s team developed detailed work instructions specifying installation speeds, lubrication requirements, and torque limits for each cable gland size and material grade, with mandatory training and certification for all installation technicians.
Quality Control Measures
Pre-Installation Inspection:
- Thread condition verification
- Surface treatment integrity
- Dimensional compliance
- Cleanliness requirements
Installation Documentation:
- Torque values recorded
- Installation speed monitoring
- Lubricant application verification
- Technician certification
Post-Installation Verification:
- Final torque confirmation
- Visual inspection for damage
- Functional testing where applicable
- Long-term monitoring programs
What Testing Methods Evaluate Thread Galling Resistance?
Standardized testing methods provide quantitative data for comparing thread galling resistance across different stainless steel grades and treatments.
ASTM G1965 standard test method measures galling resistance through controlled bolt-nut assemblies with increasing torque until seizure occurs, while modified versions using actual cable gland geometries provide more relevant data, and field testing under actual installation conditions validates laboratory results for real-world performance prediction.
Standard Test Methods
ASTM G196 – Galling Resistance:
- Standardized bolt-nut test specimens
- Controlled torque application
- Seizure threshold determination
- Comparative ranking capability
Test Procedure:
- Specimen preparation and conditioning
- Lubrication application (if specified)
- Progressive torque application
- Seizure detection and documentation
Data Analysis:
- Threshold galling torque values
- Statistical analysis of results
- Material ranking and comparison
- Surface treatment effectiveness
Modified Testing for Cable Glands
Actual Component Testing:
- Real cable gland geometries
- Relevant thread specifications
- Installation-representative conditions
- Direct performance correlation
Test Parameters:
- Installation speed simulation
- Temperature control
- Lubrication conditions
- Torque measurement accuracy
Performance Metrics:
- Seizure threshold torque
- Installation torque progression
- Surface damage assessment
- Repeatability verification
Field Testing and Validation
Installation Trials:
- Controlled field installations
- Various environmental conditions
- Different technician skill levels
- Long-term performance monitoring
Data Collection:
- Installation torque records
- Galling incident documentation
- Removal torque measurements
- Surface condition assessments
Performance Correlation:
- Laboratory vs. field comparison
- Environmental factor validation
- Installation technique verification
- Predictive model development
At Bepto, we conduct comprehensive galling resistance testing using both ASTM G196 methods and actual cable gland geometries to provide customers with reliable performance data and material recommendations for their specific applications and installation requirements.
Quality Assurance Implementation
Incoming Material Testing:
- Batch verification testing
- Supplier qualification
- Statistical process control
- Certification requirements
Production Quality Control:
- Surface treatment verification
- Thread quality inspection
- Dimensional compliance
- Performance validation
Customer Support:
- Installation procedure development
- Training program support
- Technical documentation
- Field performance monitoring
Conclusion
Thread galling resistance varies significantly across stainless steel cable gland grades, with 316L providing 40-60% better performance than 304 due to molybdenum content, while duplex grades like 2205 offer exceptional resistance through balanced microstructure. Surface treatments including electropolishing, PTFE coatings, and silver plating can reduce galling risk by 60-90% depending on application requirements. Proper installation techniques including speed control, lubrication, and torque management are critical regardless of material selection. ASTM G196 testing provides standardized comparison methods, while field validation ensures real-world performance correlation. Environmental factors including temperature, contamination, and corrosive conditions significantly influence galling susceptibility. At Bepto, we provide comprehensive material selection guidance, surface treatment options, and installation support to minimize thread galling risks and ensure reliable cable gland performance in demanding applications. Remember, preventing thread galling through proper material selection and installation techniques is far more cost-effective than dealing with seized components in the field! 😉
FAQs About Thread Galling in Stainless Steel Cable Glands
Q: What stainless steel grade has the best thread galling resistance?
A: Duplex 2205 stainless steel offers the best galling resistance due to its balanced austenite-ferrite microstructure that resists work hardening. For austenitic grades, 316L performs significantly better than 304, while super austenitic grades like 254 SMO provide premium performance at higher cost.
Q: How can I prevent thread galling during cable gland installation?
A: Use proper anti-seize lubricant, install at low speed (under 10 RPM), follow specified torque limits, and ensure correct thread alignment. PTFE-based dry film lubricants or electropolished surfaces reduce galling risk by 60-90% compared to untreated surfaces.
Q: Can I remove a galled stainless steel cable gland without damage?
A: Severely galled threads often require destructive removal using cutting tools or specialized extractors. Prevention through proper material selection, surface treatment, and installation technique is more effective than attempting removal after galling occurs.
Q: How do I know if thread galling is starting during installation?
A: Watch for sudden torque increases, jerky or uneven rotation, unusual noise, or excessive heat generation. Stop installation immediately if any of these symptoms occur, as continued forcing will worsen the galling and make removal more difficult.
Q: Is thread galling more common in marine environments?
A: Yes, chloride exposure in marine environments accelerates oxide breakdown and increases galling tendency, especially in 304 stainless steel. Use 316L minimum for marine applications, with duplex grades preferred for critical installations exposed to seawater or salt spray.
-
Delve into the metallurgical science behind thread galling and the mechanism of cold welding between surfaces. ↩
-
Explore the unique two-phase microstructure of duplex stainless steels that gives them superior strength and galling resistance. ↩
-
Understand the material science principle of work hardening and why it makes stainless steel stronger but more prone to galling. ↩
-
Learn how the electropolishing process works to create a microscopically smooth and passive surface on stainless steel. ↩
-
Review the official ASTM G196 standard that defines the procedure for measuring the galling resistance of threaded fasteners. ↩
