

That green discoloration on your cable gland isn’t just cosmetic – it’s a ticking time bomb threatening your entire electrical system.
As Chuck from Bepto, I’ve seen corrosion destroy million-dollar installations. This visual guide reveals the early warning signs and proven solutions to protect your cable glands from corrosive failure.
Yesterday, Hassan called me from his offshore platform – his “corrosion-resistant” glands had failed after just 18 months, causing a costly shutdown.
Table of Contents
- What does cable gland corrosion actually look like in different stages?
- Which environments accelerate cable gland corrosion the most?
- How do I choose corrosion-resistant materials for my specific application?
- What are the most effective prevention strategies to stop corrosion before it starts?
What does cable gland corrosion actually look like in different stages?
Corrosion doesn’t happen overnight – it follows predictable patterns you can learn to recognize.
Cable gland corrosion progresses through four distinct visual stages: surface discoloration, pitting formation, structural degradation, and complete seal failure – each requiring different intervention strategies.
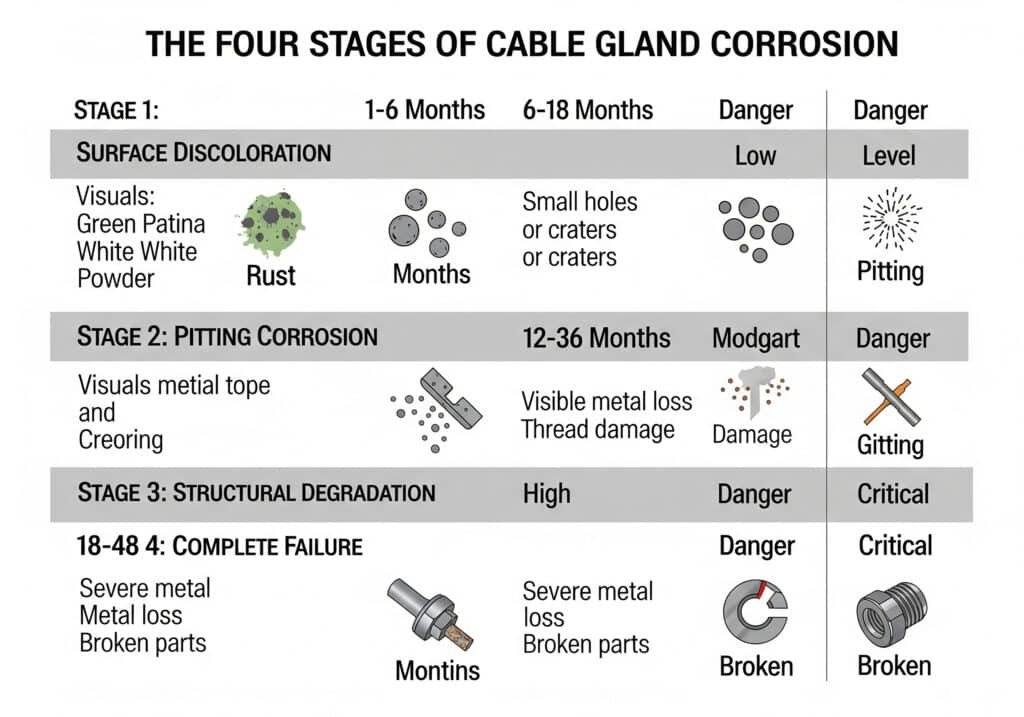
The Four Stages of Cable Gland Corrosion Death
Stage 1: Surface Discoloration (Months 1-6)
- Brass glands: Green patina formation (copper oxidation)
- Steel glands: Light brown rust spots
- Aluminum glands: White powdery deposits
- Action needed: Clean and apply protective coating
Stage 2: Pitting Corrosion (Months 6-18)
- Visual signs: Small holes or craters in metal surface
- Critical areas: Thread engagement points, seal contact surfaces
- Danger level: Moderate – IP rating may be compromised
- Action needed: Replace immediately, investigate root cause
This dangerous form of localized corrosion, known as Pitting Corrosion1, can rapidly compromise the structural integrity of a component.
Stage 3: Structural Degradation (Months 12-36)
- Visual signs: Visible metal loss, thread damage, loose components
- Performance impact: Lost clamping force, seal failure imminent
- Danger level: High – electrical safety at risk
- Action needed: Emergency replacement, system inspection
Stage 4: Complete Failure (Months 18-48)
- Visual signs: Severe metal loss, broken components, visible gaps
- Performance impact: Total seal failure, moisture ingress, potential short circuits
- Danger level: Critical – immediate safety hazard
- Action needed: System shutdown, complete replacement
Real-World Corrosion Examples from My Files
David’s Disaster: His procurement team chose standard brass glands for a coastal installation to save money. After 8 months, I received photos showing Stage 2 pitting on every single gland. The salt air had accelerated corrosion beyond normal rates.
The Fix: We replaced them with our 316L stainless steel marine-grade glands. Three years later, they still look new.
Corrosion Pattern Recognition Chart
| Material | Early Signs | Advanced Signs | Typical Lifespan |
|---|---|---|---|
| Brass | Green patina, thread discoloration | Deep pitting, thread seizure | 2-5 years (marine: 6-18 months) |
| Carbon Steel | Brown rust spots | Flaking, structural loss | 1-3 years (outdoor) |
| Stainless Steel 304 | Minor discoloration | Crevice corrosion | 5-15 years |
| Stainless Steel 316L | Minimal change | Rare localized pitting | 15-25+ years |
Which environments accelerate cable gland corrosion the most?
Not all installations are created equal – some environments are corrosion accelerators that demand special attention.
Marine environments, chemical processing facilities, and high-humidity locations with temperature cycling create the most aggressive corrosive conditions, requiring specialized material selection and protection strategies.

The Corrosion Acceleration Hall of Fame
#1 Marine/Offshore Environments
- Corrosion factors: Salt spray, high humidity, temperature cycling
- Acceleration rate: 5-10x normal corrosion speed
- Biggest threat: Chloride-induced pitting corrosion2
- Material requirement: 316L stainless steel minimum
#2 Chemical Processing Plants
- Corrosion factors: Acid vapors, chemical splashes, high temperatures
- Acceleration rate: 3-8x normal speed
- Biggest threat: Chemical attack on metal surfaces
- Material requirement: Hastelloy or specialized alloys for severe applications
#3 Wastewater Treatment Facilities
- Corrosion factors: Hydrogen sulfide, ammonia, moisture
- Acceleration rate: 4-6x normal speed
- Biggest threat: Microbiologically influenced corrosion (MIC)3
- Material requirement: 316L stainless steel with proper ventilation
#4 Food Processing Plants
- Corrosion factors: Cleaning chemicals, steam, temperature cycling
- Acceleration rate: 2-4x normal speed
- Biggest threat: Stress corrosion cracking4 from cleaning agents
- Material requirement: 316L stainless steel, FDA-approved materials
Hassan’s Offshore Platform Lesson
Hassan’s platform in the Persian Gulf represents the ultimate corrosion challenge:
- Salt spray 24/7
- Temperature swings from 15°C to 55°C
- High humidity (80-95%)
- Sand-laden winds
His original brass glands lasted 18 months. Our 316L marine-grade glands? Still performing after 4 years. The secret? Understanding that marine environments require military-grade protection.
Environmental Corrosion Risk Assessment
High Risk Environments (Specialized materials required):
- Within 1km of ocean
- Chemical processing areas
- Sewage treatment facilities
- Industrial wash-down areas
Medium Risk Environments (316 stainless recommended):
- Outdoor industrial installations
- High-humidity indoor areas
- Areas with cleaning chemical exposure
Low Risk Environments (Standard materials acceptable):
- Indoor control rooms
- Dry industrial environments
- Climate-controlled facilities
How do I choose corrosion-resistant materials for my specific application?
Material selection isn’t about choosing the most expensive option – it’s about matching the material to your specific corrosive threats.
Effective corrosion resistance requires analyzing your specific environment’s pH levels, chloride content, temperature ranges, and chemical exposures to select materials with proven resistance to those exact conditions.
The Material Selection Decision Tree
Step 1: Environmental Assessment
- Chloride exposure: <100ppm (low), 100-1000ppm (medium), >1000ppm (high)
- pH range: <6 (acidic), 6-8 (neutral), >8 (alkaline)
- Temperature: <50°C (normal), 50-100°C (elevated), >100°C (high)
- Chemical exposure: None, mild cleaning agents, aggressive chemicals
Step 2: Material Matching Matrix
| Environment Type | Recommended Material | Alternative | Avoid |
|---|---|---|---|
| Marine/High Chloride | 316L Stainless Steel | Duplex Stainless | Brass, Carbon Steel |
| Chemical Processing | Hastelloy C-276 | 316L Stainless | All others |
| Food Processing | 316L Stainless (FDA) | 304 Stainless | Brass (lead content) |
| General Industrial | 304 Stainless Steel | Brass (dry areas) | Carbon Steel |
| Indoor/Controlled | Brass or Nylon | 304 Stainless | None |
Understanding Stainless Steel Grades
304 Stainless Steel (18-8)
- Composition: 18% chromium, 8% nickel
- Best for: General industrial, low chloride environments
- Limitations: Susceptible to chloride pitting
- Cost: Baseline stainless steel pricing
316L Stainless Steel (18-10-2)
- Composition: 18% chromium, 10% nickel, 2% molybdenum
- Best for: Marine, chemical, high chloride environments
- Advantages: Superior pitting and crevice corrosion resistance
- Cost: 20-30% premium over 304
Duplex Stainless Steel (2205)
- Composition: 22% chromium, 5% nickel, 3% molybdenum
- Best for: Extreme marine, high-stress applications
- Advantages: Double the strength of 316L, excellent corrosion resistance
- Cost: 40-60% premium over 316L
David’s Material Selection Success Story
David’s German facility processes chemicals with pH ranging from 2-12. His original brass glands failed within months due to acid attack.
Our Solution Process:
- Environmental analysis: Identified sulfuric acid vapors as primary threat
- Material testing: Recommended 316L for moderate areas, Hastelloy for severe exposure
- Phased implementation: Started with 316L in 80% of locations, Hastelloy in critical areas
- Result: Zero corrosion failures in 3 years, 40% cost savings vs. full Hastelloy installation
Special Application Materials
For Extreme Chemical Environments:
- Hastelloy C-276: Ultimate chemical resistance
- Inconel 625: High temperature + corrosion resistance
- Monel 400: Seawater and acid resistance
For Specialized Applications:
- Titanium: Aerospace, extreme marine
- Tantalum: Severe acid environments
- PTFE-lined: Chemical compatibility with metal strength
What are the most effective prevention strategies to stop corrosion before it starts?
Prevention costs pennies compared to replacement – here’s how to protect your investment from day one.
Effective corrosion prevention combines proper material selection, protective coatings, environmental controls, and regular inspection protocols to extend cable gland life by 300-500% in aggressive environments.
The Five-Layer Defense Strategy
Layer 1: Material Selection (Foundation)
- Choose materials rated for 2x your expected environmental severity
- Consider galvanic compatibility5 with surrounding metals
- Factor in maintenance accessibility for future inspections
Layer 2: Protective Coatings (Shield)
- Marine environments: Zinc-rich primer + epoxy topcoat
- Chemical exposure: Chemical-resistant fluoropolymer coatings
- High temperature: Ceramic-based thermal barrier coatings
- Application tip: Surface preparation is 80% of coating success
Layer 3: Environmental Controls (Barrier)
- Ventilation: Reduce humidity and chemical vapor concentration
- Drainage: Prevent water accumulation around glands
- Cathodic protection: For underground or submerged installations
- Desiccants: Control moisture in enclosed spaces
Layer 4: Installation Best Practices (Foundation)
- Proper torque: Over-tightening creates stress concentration points
- Thread compound: Use marine-grade anti-seize on threaded connections
- Gasket selection: Choose chemically compatible sealing materials
- Cable preparation: Ensure proper cable jacket integrity
Layer 5: Inspection and Maintenance (Early Warning)
- Monthly visual inspections: Look for discoloration, deposits, damage
- Annual detailed inspection: Check torque, seal integrity, coating condition
- Environmental monitoring: Track pH, chloride levels, temperature cycles
- Predictive replacement: Replace before failure, not after
Hassan’s Prevention Success Story
After his initial corrosion disaster, Hassan implemented our complete prevention program:
Year 1 Investment:
- Upgraded to 316L marine glands: $25,000
- Protective coating system: $8,000
- Environmental monitoring: $5,000
- Total: $38,000
Results After 4 Years:
- Zero corrosion-related failures
- Avoided replacement costs: $150,000+
- Eliminated 3 emergency shutdowns
- ROI: 400%+ return on investment
Coating Selection Guide
| Environment | Primer | Topcoat | Expected Life |
|---|---|---|---|
| Marine | Zinc-rich epoxy | Polyurethane | 10-15 years |
| Chemical | Acid-resistant primer | Fluoropolymer | 8-12 years |
| High Temperature | Ceramic primer | Silicone topcoat | 5-8 years |
| General Industrial | Epoxy primer | Acrylic topcoat | 7-10 years |
The Inspection Checklist I Give Every Customer
Monthly Visual Inspection (5 minutes per gland):
- Surface discoloration or deposits
- Visible corrosion or pitting
- Loose components or hardware
- Coating damage or peeling
- Water accumulation or staining
Annual Detailed Inspection (30 minutes per critical gland):
- Torque verification with calibrated tools
- Seal integrity testing
- Thread condition assessment
- Coating thickness measurement
- Environmental condition documentation
Red Flags That Require Immediate Action:
- Any visible pitting or metal loss
- Green/white corrosion deposits
- Loose or damaged threads
- Compromised sealing surfaces
- Evidence of galvanic corrosion
Cost-Benefit Analysis: Prevention vs. Replacement
Prevention Costs (Per Gland):
- Material upgrade: $15-50
- Protective coating: $10-25
- Installation best practices: $5-15
- Total prevention cost: $30-90
Replacement Costs (Per Failed Gland):
- Emergency replacement gland: $50-200
- Labor for replacement: $100-300
- Downtime costs: $500-5,000
- Total failure cost: $650-5,500
The Math: Prevention pays for itself if it prevents just one failure in 20-50 glands.
Conclusion
Recognize corrosion early, choose the right materials, and implement prevention strategies – your electrical system’s reliability depends on it.
FAQs About Cable Gland Corrosion
Q: How quickly can cable gland corrosion become dangerous?
A: In aggressive marine environments, brass glands can develop safety-compromising pitting within 6-12 months. Stainless steel glands typically provide 15-25 years of reliable service in the same conditions.
Q: Can I repair corroded cable glands or must they be replaced?
A: Once pitting or structural corrosion begins, replacement is the only safe option. Repairs compromise the IP rating and electrical safety. Early-stage surface corrosion can sometimes be cleaned and protected with coatings.
Q: What’s the difference between galvanic and chemical corrosion?
A: Galvanic corrosion occurs when dissimilar metals contact in the presence of moisture, creating a battery effect. Chemical corrosion results from direct chemical attack by acids, salts, or other aggressive substances. Both require different prevention strategies.
Q: Are nylon cable glands immune to corrosion?
A: Nylon glands don’t corrode like metals, but they can degrade through UV exposure, chemical attack, or stress cracking. They’re excellent for chemically aggressive environments where metal glands would fail quickly.
Q: How do I know if my environment requires stainless steel cable glands?
A: If you’re within 1km of the ocean, in a chemical processing area, or experience regular chemical cleaning, stainless steel is recommended. When in doubt, the small premium for 316L stainless steel provides excellent insurance against corrosion failures.
-
Understand the electrochemical mechanism of pitting corrosion and why it is a localized and dangerous form of metal degradation. ↩
-
Learn how chloride ions attack the passive protective layer on stainless steel, leading to pitting. ↩
-
Explore the complex process of Microbiologically Influenced Corrosion (MIC) and how bacteria can accelerate metal decay. ↩
-
Discover the conditions that lead to Stress Corrosion Cracking (SCC), a failure mechanism caused by the combined influence of tensile stress and a corrosive environment. ↩
-
Review a galvanic series chart to understand the electrochemical potential of different metals and prevent galvanic corrosion. ↩
