
Въведение
Случавало ли ви се е да сте затегнали месингов кабелен превръзък, само за да усетите, че той внезапно се е заклещил по време на монтажа? Това неприятно усещане за триене, последвано от заклещен превръзък, който не мърда нито напред, нито назад? Току-що сте преживели износване на резбата – един от най-разочароващите и скъпоструващи проблеми при монтажа на кабелни превръзки.
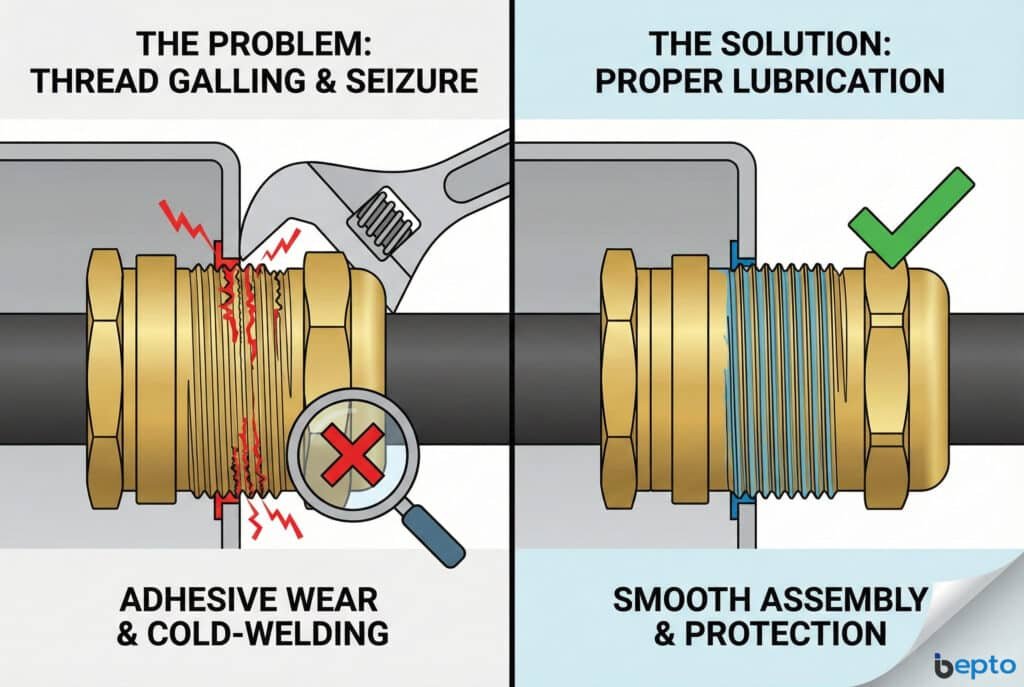
Износването на резбата е форма на адхезивно износване1 където металните повърхности се заваряват на студено под налягане и триене по време на монтажа, което води до заклещване, износване или трайно увреждане на резбата на месинговия кабелен преходник, както и на корпуса – но това може да се предотврати напълно с подходящи техники и материали.
Аз съм Самуел, търговски директор в Bepto Connector, и през последните десет години съм помогнал на безброй монтажни екипи да се възстановят от инциденти, свързани с износване, които са стрували хиляди долари за повредено оборудване и забавяне на проекти. Независимо дали инсталирате един салник или оборудване за цяло промишлено съоръжение, разбирането защо се случва износването и как да го предотвратите ще ви спести време, пари и значителна доза разочарование. Нека споделя с вас практични решения, които работят.
Съдържание
- Какво е износване на резбата и защо се случва при месинговите гайки?
- Как износването на резбата уврежда кабелните превръзки и корпусите?
- Какви са най-ефективните методи за предотвратяване на износването на резбата?
- Как да се справим с проблем с изтъркана резба?
Какво е износване на резбата и защо се случва при месинговите гайки?
Износването на резбата, наричано още студено заваряване или засягане, възниква, когато микроскопични възвишения по повърхностите на съединяващите се резби се залепват едно за друго под налягане, създавайки прогресивно увреждане, което в крайна сметка блокира резбите.
За разлика от отрязването (при което резбите се отрязват) или пресичането (при което резбите се разминават), износването е процес на адхезивно износване. Когато въртите салника, триенето генерира локализирана топлина в точките на контакт на резбите. В комбинация с компресивните сили, това води до свързване на метал с метал на микроскопично ниво.
Прогресията на процеса на разяждане:
- Първоначален контакт: Повърхностите на нишките се допират в микроскопични върхове (неравности2)
- Заваряване под налягане: Силите на компресия надвишават границата на провлачване на материала в точките на контакт.
- Прехвърляне на материали: По-меките метални частици се откъсват и залепват по-твърдата повърхност.
- Прогресивно натрупване: Прехвърленият материал създава по-големи препятствия в пътя на резбата
- Пълна епилептична криза: Натрупаният материал предотвратява по-нататъшно въртене в двете посоки
Защо месингът е особено податлив
Месинговите кабелни превръзки са изложени на по-висок риск от износване в сравнение с тези от неръждаема стомана или алуминий поради специфичните свойства на материала:
Материални характеристики на месинг CW617N:
- Дуктилност: Месингът е относително мек (Твърдост по Бринел3 55-75 HB) в сравнение с неръждаемата стомана (150-200 HB)
- Укрепване на метала: Месингът се втвърдява бързо при триене, създавайки по-твърди частици, които изтриват по-мекия основен метал.
- Топлопроводимост: Високата проводимост (120 W/m·K) позволява бързо разсейване на топлината, но също така и бързо локализирано загряване в точките на триене.
- Повърхностно покритие: Обработеният месинг обикновено има грапавост на повърхността 1,6-3,2 Ra, което е достатъчно за започване на износване.
Усложнения при никелиране:
Макар никелирането (с дебелина 5-10 микрона) да подобрява устойчивостта на корозия, то всъщност може да увеличи податливостта към износване, ако бъде повредено. След като покритието се счупи по време на монтажа, изложената под него месинг е по-податлива на залепване с никелираната повърхност.

Основни рискови фактори за износване
Скорост на инсталиране: Бързото въртене генерира повече топлина от триене, отколкото бавното, контролирано затягане. Скоростта на монтаж над 30 об./мин значително увеличава риска от износване.
Ангажираност на нишката: Метричните месингови салници обикновено имат 4-6 нишки на резбата. Недостатъчното зацепване (по-малко от 3 нишки) концентрира силите върху по-малко точки на контакт, което ускорява износването.
Замърсяване: Мръсотията, металните стружки или продуктите от корозия в резбите действат като абразивни частици, които ускоряват преноса на материал.
Разминаване: Дори 2-3° ъглова несъосност между резбата на салника и корпуса води до неравномерно разпределение на налягането, което предизвиква износване в точките с високо напрежение.
Условия на околната среда: Монтирането в прашни, влажни или солени среди води до появата на замърсители, които ускоряват износването на лепилото.
Хасан, мениджър по качеството от саудитски нефтохимически проект, се свърза с нас, след като неговият монтажен екип повреди 23 месингови салници M32 само за една седмица. Неговите електротехници използваха ударни винтоверти, за да ускорят монтажа при околна температура от 45 °C. Комбинацията от висока скорост, топлина и липса на смазване създаде идеални условия за износване. След прилагането на нашия протокол за превенция, инцидентите с износване спаднаха до нула при следващите над 200 монтажа.
Как износването на резбата уврежда кабелните превръзки и корпусите?
Износването на резбата води до каскадни повреди, които се простират далеч отвъд една заседнала гайка, често изискващи скъпи ремонти и забавяне на проекта.
Непосредствени физически щети
Унищожаване на жлезите:
Когато възникне износване, продължителните опити за въртене откъсват материал от фланците на резбата, което води до:
- Изтъркани резби, които вече не осигуряват механично задържане
- Неправилни профили на резбата, които пречат на правилното притискане на уплътнението
- Нарушени IP рейтинги поради непълно зацепване на резбата
- Отслабена структурна цялост, която може да се провали при вибрации
Повреда на резбата на корпуса:
Корпусът или резбите на панела често понасят по-тежки повреди от салника, защото:
- Алуминиевите или меките стоманени корпуси са по-меки от месинговите салници.
- Тънкостенните корпуси (1,5-2 mm) имат по-малко материал, който да абсорбира повредите.
- Поправените резби на корпуса може да не отговарят на оригиналните IP рейтинги
- Множеството раздразнителни инциденти в една и съща дупка правят ремонта невъзможен.
Последствия за производителността и безопасността
| Вид на щетата | Незабавно въздействие | Дългосрочни последствия | Фактор за разходите за ремонт |
|---|---|---|---|
| Частично износване (открито навреме) | Трудно премахване, възможно завършване | Намалена степен на защита (IP65 спрямо IP68), разхлабване при вибрации | 1-2× (замяна на жлеза) |
| Пълна конфискация | Заседнал гланц, инсталацията е спряна | Необходим ремонт или подмяна на резбата на корпуса | 5-10× (труд + ограда) |
| Премахване на резба | Гланцът се върти свободно, без задържане | Пълна загуба на уплътнение и механично сцепление | 8-15× (замяна на корпуса) |
| Напукване на корпуса | Видими пукнатини около зоната на резбата | Структурна повреда, проникване на вода, опасност за безопасността | 20-50× (замяна на панел + престой) |
Скрити разходи отвъд материалните щети
Забавяния на проекта: Един единствен неприятен инцидент може да спре инсталацията за часове или дни, докато се чакат резервни части или ремонт на корпуса.
Увеличаване на работната сила: Премахването на износена жлеза често отнема 3-5 пъти повече време от нормалната инсталация, както и специализирани инструменти и опит.
Каскадни откази: Агресивните опити за отстраняване могат да повредят съседното оборудване, кабелите или да създадат рискове за безопасността.
Изисквания за инспекция: След появата на раздразнение, осигуряването на качеството може да наложи проверка на всички подобни инсталации, което увеличава разходите за труд.
Дейвид, мениджър по снабдяването в автомобилен завод във Великобритания, първоначално отхвърли нашата препоръка за смазка за резби като ненужен разход (0,15 лири на салник). След като един инцидент с износване повреди специален контролен панел от неръждаема стомана (разходи за подмяна 2400 лири плюс 3 дни забавяне на производството на стойност 15 000 лири на ден), изчислението на възвръщаемостта на инвестицията стана болезнено ясно. Сега неговото предприятие изисква смазване за всяка инсталация с месингови салници.
Електрически и сертификационни последствия
Компромис за свързване със земята: Изтърканите резби с натрупване на материал или непълно зацепване може да не осигурят изискваното <0,1 Ω. непрекъснатост на заземяването4, което създава рискове за безопасността при неизправности.
Неизправност на IP класификацията: Дори ако уплътнението изглежда плътно, повредените нишки създават пътища за течове, които компрометират степента на защита от проникване по време на изпитването под налягане.
Анулиране на сертификацията: Повредените резби на сертифицираните по ATEX или IECEx салници правят сертификацията невалидна, което прави инсталацията несъответстваща за използване в опасни зони.
Последствия за застраховката: Инсталациите с известни повреди на резбата може да не бъдат покрити от застраховките за оборудване, ако възникнат повреди.
Какви са най-ефективните методи за предотвратяване на износването на резбата?
Предотвратяването на износването на резбата изисква систематичен подход, съчетаващ подходящи материали, техники и контрол на качеството, но решенията са прости и икономически ефективни.
Метод 1: Смазване на резбата (първична защита)
Нанасянето на подходящо смазочно средство е най-ефективната мярка за предотвратяване на износването, като намалява коефициента на триене с 60-80%.
Препоръчителни смазочни материали според приложението:
Антизалепващи съединения (на базата на мед или никел):
- Най-добър за: Приложения на открито, морски, при високи температури
- Приложение: Тънко покритие само върху външните резби
- Температурен диапазон: от -40 °C до +1000 °C (мед), от -30 °C до +1400 °C (никел)
- Предимства: Дългосрочна защита от корозия, стабилност при екстремни температури
- Предупреждения: На базата на мед, не е подходящ за контакт с неръждаема стомана (галванична корозия)
Грес с молибденов дисулфид (MoS₂):
- Най-добър за: Приложения с високо налягане, често сглобяване/разглобяване
- Приложение: Леко покритие върху мъжките и женските резби
- Температурен диапазон: -40°C до +400°C
- Предимства: Отлична носеща способност, нисък коефициент на триене (0,05-0,09)
- Предупреждения: Не е подходящ за кислородни среди (опасност от пожар)
Уплътнители за резби на базата на PTFE:
- Най-добър за: Химическа обработка, приложения в хранително-вкусовата и фармацевтичната промишленост
- Приложение: 2-3 навивки на нишката от края
- Температурен диапазон: от -240 °C до +260 °C
- Предимства: Химична инертност, налични опции, одобрени от FDA
- Предупреждения: Не притежава антизалепващи свойства – използвайте с допълнително смазочно средство
Вазелин (временни инсталации):
- Най-добър за: Вътрешни, климатизирани, краткосрочни приложения
- Приложение: Тънко покритие върху външни резби
- Температурен диапазон: -10°C до +60°C
- Предимства: Лесно достъпен, ниска цена, лесно почистване
- Предупреждения: С времето се разгражда, не е подходящ за постоянни инсталации
Метод 2: Правилна техника на монтаж
Протокол за предотвратяване на износване стъпка по стъпка:
Почистете добре резбите: Премахнете цялата мръсотия, метални стружки и старо смазочно средство с помощта на телена четка или сгъстен въздух. Замърсените резби увеличават риска от износване с 300%.
Проверете състоянието на резбата: Проверете за наличие на повреди, корозия или деформации. Никога не монтирайте върху повредени резби – първо ги поправете.
Нанесете смазката правилно: – Нанесете тънък, равномерен слой върху външните резби.
- Избягвайте излишъка – смазката не трябва да капе или да се събира на места.
- За женски резби, нанесете пестеливо само върху първите 2-3 резби.
Подредете внимателно преди да се ангажирате: Уверете се, че оста на салника е перпендикулярна на повърхността на панела (максимум ±2°). Използвайте инструменти за изравняване за големи салници (M40+).
Първо затегнете на ръка: Завийте гайката на ръка с поне 3-4 пълни оборота. Ако преди това усетите съпротивление, спрете и проверете изравняването.
Използвайте контролиран въртящ момент: Прилагайте въртящ момент постепенно, като използвате калибриран гаечен ключ. Никога не използвайте ударни инструменти или прекомерна сила.
Следете за предупредителни знаци: Спрете незабавно, ако почувствате:
- Внезапно увеличение на съпротивлението
- Усещане за триене или остъргване
- Нередовно въртене (завъртане, след което освобождаване)
Метод 3: Избор на материали и дизайн
Съображения при проектирането на резбата:
| Тип на резбата | Ужасяваща съпротива | Най-добро приложение | Типична надбавка към цената |
|---|---|---|---|
| Стандартна метрична (ISO 604235) | Базова линия | Обща промишленост | Базова линия |
| Фини резби | Долна (по-голяма контактна площ) | Прецизни приложения | +5-10% |
| Груби резби | По-висока (по-малка контактна площ) | На открито, корозивни среди | Стандартен |
| Нитката с PTFE покритие | Отличен | Химическа, преработка на храни | +15-25% |
| Смазване със сух филм | Много добър | Чиста стая, ниска поддръжка | +20-30% |
Подобрения в повърхностната обработка:
- Електрополиране: Намалява грапавостта на повърхността до 0,4-0,8 Ra, като намалява точките на започване на износване
- Фосфатно покритие: Създава защитен слой, който предотвратява контакта между метални части
- Подобрено никелиране: По-дебелото покритие (15-20 микрона) осигурява по-добра защита, но изисква внимателен монтаж.
Метод 4: Контрол на околната среда
Оптимизиране на инсталационната среда:
Управление на температурата: Монтирайте месингови уплътнения, когато температурата на околната среда е 15-30 °C. Екстремната топлина (>40 °C) омекотява месинга и увеличава риска от износване; екстремният студ (<0 °C) прави материалите крехки.
Стандарти за чистота: Осигурете чисти зони за монтаж, свободни от прах, метални стружки и абразивни замърсители. Използвайте защитни капачки на салниците до момента на монтажа.
Контрол на влажността: Високата влажност (>80% RH) способства за корозия, която увеличава грапавостта на повърхността. Съхранявайте салниците в помещения с контролиран климат.
Поддръжка на инструментите: Поддържайте инструментите за монтаж чисти и правилно калибрирани. Износените гаечни ключове могат да се изплъзнат и да причинят внезапни скокове на въртящия момент, които да доведат до износване.
Как да се справим с проблем с изтъркана резба?
Когато въпреки усилията за превенция се появи раздразнение, подходящите техники за възстановяване минимизират щетите и предотвратяват влошаването на ситуацията.
Незабавни мерки за реагиране
1. Спрете веднага въртенето:
В момента, в който усетите необичайна съпротива, спрете да прилагате въртящ момент. Продължителното въртене увеличава експоненциално повредите.
2. Опитайте обратно въртене:
Нанесете проникващо масло (WD-40, PB Blaster) върху резбата. Изчакайте 15-30 минути, след което опитайте да завъртите бавно в обратна посока, като използвате подходящ гаечен ключ – никога клещи или тръбни ключове.
3. Приложете топлина (ако е безопасно):
За безопасни места, приложете умерена топлина (60-80 °C) с помощта на топлинна пушка върху корпуса около салника. Термичното разширение може да разруши студеното заваряване. Никога не използвайте открит пламък.
Техники за отстраняване според степента на тежест
Леко износване (жлезата се върти с трудност):
- Нанесете допълнително проникващо масло
- Използвайте ротация напред-назад (1/4 оборот напред, 1/2 оборот назад), за да извадите постепенно жлезата.
- Търпението е от решаващо значение – прибързаността води до пълна загуба на контрол.
Умерено износване (жлезата не се върти):
- Накиснете нишките в проникващо масло за 2-4 часа.
- Използвайте гаечен ключ за тялото на салника за по-добро захващане, без да го смачквате.
- Прилагайте постоянна, постепенна сила — избягвайте резки движения.
- Ако е възможно, обмислете използването на ултразвукови вибрационни инструменти.
Тежко износване (пълно блокиране):
- Нарежете тялото на гланца с ножовка или ъглошлайф (като внимавате да не повредите корпуса).
- Премахнете останалите части от жлезата с помощта на изваждачи за резби.
- Очаквайте повреда на резбата на корпуса, която изисква ремонт
Опции за ремонт на резба
Незначителни повреди (засегнати са 1-2 нишки):
- Използвайте файл за резби или резбонарезчик, за да почистите и възстановите резбите.
- Проверете дали новата салница пасва преди окончателния монтаж.
- Може да постигне степен на защита IP65-IP67 (намалена от първоначалната IP68)
Умерени повреди (засегнати са 3-4 нишки):
- Инсталирайте вложка за ремонт на резба (Helicoil, Time-Sert)
- Осигурява пълно възстановяване на силата и IP рейтинга
- Изисква пробиване и нарязване на резба — необходими са специални умения
Сериозни повреди (5+ нишки или напукан корпус):
- Сменете панела или секцията на корпуса
- Най-рентабилно дългосрочно решение
- Предотвратява бъдещи проблеми с надеждността
Контролен списък за превенция за бъдещи инсталации:
- Документирайте неприятния инцидент и основната причина за него.
- Въвеждане на задължителни протоколи за смазване
- Обучение на екипите за монтаж на влакове относно предупредителните знаци
- Проверете инструментите за износване или повреда
- Обмислете преминаването към предварително смазани салници за проекти с голям обем.
Заключение
Износването на резбата при монтажа на месингови кабелни превръзки може да бъде напълно предотвратено чрез подходящо смазване, контролирани техники на монтаж и внимание към предупредителните знаци – като по този начин се защитава инвестицията ви в оборудване и се избягват скъпи забавяния на проекта. Минималните разходи за превенция (смазка, обучение, подходящи инструменти) носят възвръщаемост от 100× или повече в сравнение с разходите за повредени главини, корпуси и престой.
В Bepto Connector произвеждаме месингови кабелни превръзки с оптимизирани профили на резбата и предлагаме предварително смазани варианти за критични приложения. Нашият технически екип предоставя обучение за монтаж, подробни спецификации за въртящ момент и поддръжка за отстраняване на неизправности, за да гарантира успеха на вашите проекти от първия път. Свържете се с нас още днес, за да получите указания за предотвратяване на износване, препоръчителни смазочни материали и цени на фабрично ниво за висококачествени месингови кабелни превръзки.
Често задавани въпроси за предотвратяване на износването на резбата
В: Мога ли да използвам обикновено масло или грес вместо специален смазочен материал за резби?
A: Не се препоръчва. Обикновените масла не съдържат добавки за екстремно налягане, необходими за предотвратяване на контакта между метални части при високи натоварвания. Те също така се изпаряват бързо, оставяйки резбите незащитени. Използвайте подходящи антизалепващи съединения за надеждна защита.
В: Колко въртящ момент трябва да приложа върху месинговите кабелни превръзки, за да избегна износване?
A: Типични диапазони на въртящ момент: M12-M16: 8-12 Nm, M20-M25: 15-25 Nm, M32-M40: 30-45 Nm, M50-M63: 50-70 Nm. Винаги използвайте калибриран динамометричен ключ и спазвайте спецификациите на производителя за конкретния модел салник.
В: Никелирането на месинговите уплътнения предотвратява ли износването на резбата?
A: Не. Никелирането подобрява устойчивостта на корозия, но не предотвратява износването – всъщност може да увеличи риска, ако покритието се повреди по време на монтажа. Винаги използвайте смазка за резби, независимо от покритието.
В: Могат ли изтърканите резби да се използват отново след почистване?
A: Само ако повредата е минимална (само грапавост на повърхността). Ако е настъпило прехвърляне на материал или деформация на резбата, повторната употреба създава риск от бъдещи повреди и компрометиране на IP рейтингите. При съмнение, сменете както салника, така и резбите на корпуса.
В: Неръждаемите стоманени салници по-добри ли са от месинговите за предотвратяване на износване?
A: Всъщност е по-лошо. Неръждаемата стомана е по-податлива на износване от месинга поради характеристиките си на укрепване при обработка. Контактът между неръждаема стомана и неръждаема стомана изисква още по-внимателно смазване и по-бавна скорост на монтаж в сравнение с приложенията с месинг.
-
Разгледайте механичните и химичните принципи, стоящи зад абразивното износване, и как то води до пренос на материал между метални повърхности. ↩
-
Научете как микроскопичните неравности по повърхността влияят върху триенето, износването и появата на износване на резбата. ↩
-
Разберете скалата за твърдост по Бринел и как тя измерва устойчивостта на материали като месинг към трайно врязване и износване. ↩
-
Открийте значението на земната непрекъснатост в електрическите инсталации и стандартите, необходими за безопасни пътища на тока на късо съединение. ↩
-
Позовавайте се на международния стандарт ISO 60423 за спецификациите на резбите в електрическите тръбни и кабелни превръзки. ↩
