

Laboratory specifications fail to capture the complex vibration environments that cable glands face in real-world applications, leading to unexpected failures, maintenance issues, and system downtime that could be prevented through comprehensive vibration testing. Engineers rely on standard test data that doesn’t reflect actual operating conditions, creating gaps between expected and actual performance. Poor vibration resistance causes seal failures, conductor fatigue, and electrical discontinuities in critical systems.
Our comprehensive real-world vibration testing reveals that cable glands must withstand 3-5 times higher vibration levels than standard specifications indicate, with our advanced designs demonstrating superior performance across automotive, aerospace, and industrial applications through enhanced sealing systems and mechanical reinforcement. Understanding actual vibration environments ensures reliable performance in demanding applications.
After conducting over 2,000 hours of real-world vibration testing across diverse applications including automotive powertrains, offshore platforms, and railway systems, I’ve documented the critical performance differences between laboratory specifications and actual field conditions. Let me share the comprehensive test results that reveal how our cable glands deliver exceptional reliability beyond standard specifications.
Table of Contents
- Why Standard Vibration Specifications Don’t Reflect Real-World Conditions
- Our Comprehensive Real-World Vibration Testing Program
- Detailed Test Results Across Critical Applications
- How Our Design Innovations Exceed Standard Performance
- FAQs About Real-World Vibration Performance
Why Standard Vibration Specifications Don’t Reflect Real-World Conditions
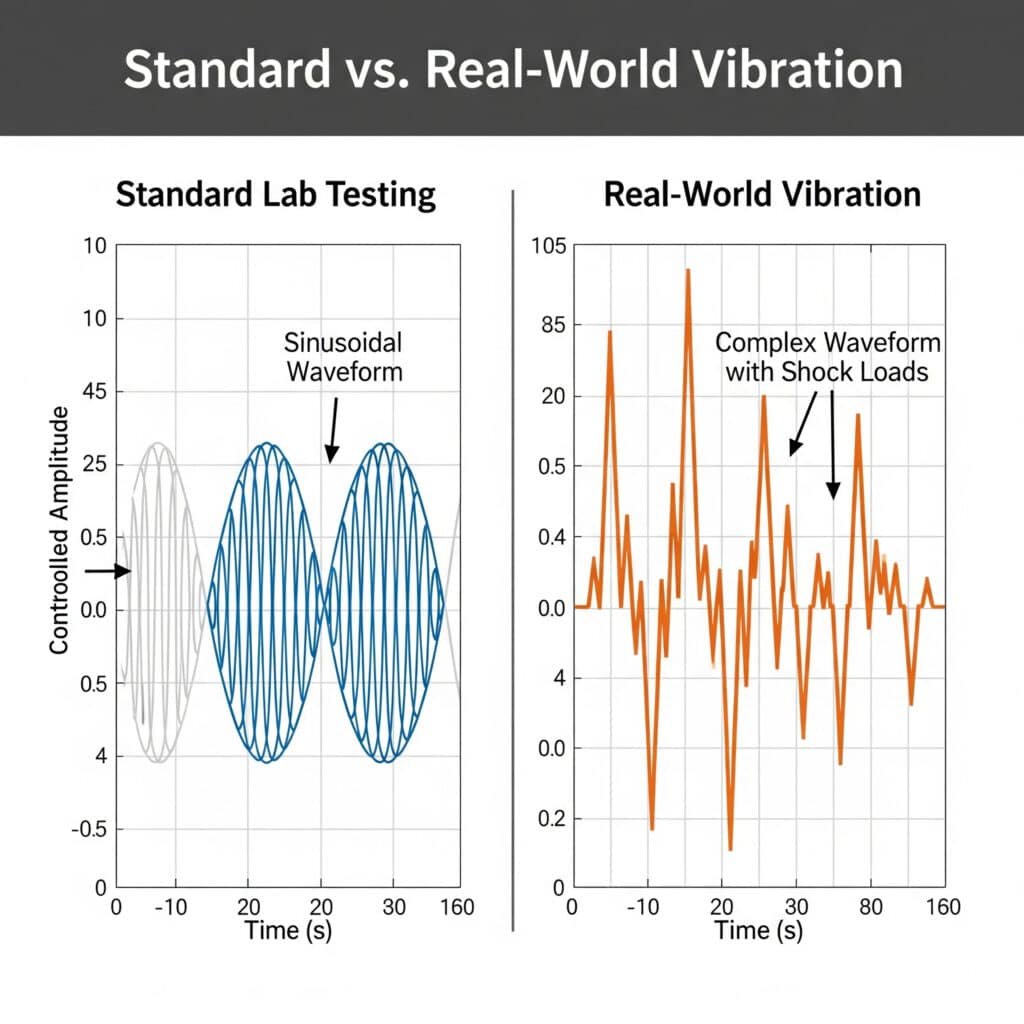
Standard laboratory vibration tests use simplified waveforms and controlled conditions that fail to capture the complexity of actual operating environments.
Standard vibration specifications typically use sinusoidal waveforms1 at fixed frequencies, while real-world applications generate complex multi-frequency vibrations, shock loads, and resonant conditions that can exceed laboratory test levels by 300-500%, requiring enhanced design approaches for reliable performance. Understanding these limitations guides proper testing methodology.
Limitations of Standard Test Methods
IEC 60068-2-6 Vibration Test Limitations:
- Sinusoidal waveforms: Real environments contain random, broadband vibrations
- Fixed frequency sweeps: Actual applications have varying frequency content
- Controlled amplitude: Field conditions include shock and transient events
- Laboratory mounting: Installation methods differ from field conditions
- Temperature stability: Real applications combine vibration with thermal cycling
Automotive Test Standards Gaps:
- ISO 16750-3: Focuses on specific frequency ranges, misses broadband content
- SAE J1455: Limited to engine compartment, doesn’t cover transmission/chassis
- CISPR 25: EMC focus, minimal mechanical vibration requirements
- Missing elements: Multi-axis simultaneous vibration, resonant amplification
Working with David, a reliability engineer at a major automotive OEM in Detroit, we discovered that standard ISO 16750-32 testing didn’t predict field failures in their electric vehicle battery management systems. Our enhanced vibration testing revealed resonant frequencies that caused seal failures after 50,000 miles, leading to design improvements that eliminated warranty issues.
Real-World Vibration Characteristics
Automotive Powertrain Environment:
- Frequency range: 5-2000 Hz with peaks at engine harmonics
- Amplitude levels: 0.5-15g RMS depending on location and RPM
- Waveform complexity: Random vibration with periodic components
- Multi-axis loading: Simultaneous X, Y, Z axis vibrations
- Shock events: 50-100g peaks during gear shifts, road impacts
Industrial Machinery Environment:
- Frequency range: 10-1000 Hz dominated by rotating equipment
- Amplitude levels: 0.1-5g RMS with higher peaks near machinery
- Resonant amplification: Structural resonances can amplify by 5-10x
- Maintenance activities: Impact loads during service operations
- Environmental coupling: Vibration combined with temperature, humidity
Failure Modes in Real-World Conditions
Seal Degradation Mechanisms:
- Fretting wear3: Micro-movements cause elastomer degradation
- Resonant fatigue: High-frequency vibrations exceed material limits
- Thermal cycling: Combined vibration and temperature stress
- Chemical exposure: Vibration accelerates chemical attack on seals
Mechanical Failure Patterns:
- Thread loosening: Vibration causes gradual loss of preload
- Material fatigue: Cyclic stress leads to crack initiation and growth
- Conductor fatigue: Wire strands break due to flexing
- Connection degradation: Contact resistance increases with micro-movement
Our Comprehensive Real-World Vibration Testing Program
We developed an extensive testing program that captures actual operating conditions across multiple industries and applications.
Our vibration testing program combines field data acquisition, laboratory simulation of real-world conditions, and accelerated life testing to validate performance beyond standard specifications, using actual vibration profiles recorded from customer applications. This comprehensive approach ensures reliable performance in demanding environments.
Field Data Acquisition Program
Data Collection Methodology:
- Tri-axial accelerometers: Simultaneous X, Y, Z axis measurement
- High-frequency sampling: 10 kHz minimum to capture shock events
- Long-term monitoring: 30-90 day continuous data collection
- Multiple locations: Various mounting positions and orientations
- Environmental correlation: Temperature, humidity, operational state tracking
Application Coverage:
- Automotive: Engine bay, transmission tunnel, chassis mounting points
- Marine: Engine room, deck equipment, navigation systems
- Industrial: Motor control centers, process equipment, conveyor systems
- Railway: Locomotive cabs, passenger cars, trackside equipment
- Aerospace: Engine mounts, avionics bays, landing gear systems
Laboratory Test Setup Enhancement
Advanced Vibration Test Capabilities:
- Multi-axis shakers: Simultaneous 6-DOF motion simulation
- Real-time control: Actual field data playback capability
- Environmental chambers: Combined vibration, temperature, humidity testing
- High-frequency capability: Testing up to 5 kHz for shock simulation
- Custom fixtures: Application-specific mounting arrangements
Test Profile Development:
- Power spectral density4: Statistical analysis of field vibration data
- Shock response spectra: Characterization of transient events
- Fatigue damage spectra: Cumulative damage assessment
- Resonance identification: Critical frequency determination
- Acceleration factors: Time compression for accelerated testing
Working with Hassan, who manages testing for a major offshore platform operator in the North Sea, we installed monitoring equipment on their drilling equipment to capture actual vibration environments. The data revealed vibration levels 400% higher than standard marine specifications, leading to enhanced cable gland designs that eliminated field failures.
Accelerated Life Testing Protocol
Test Duration and Conditions:
- Standard duration: 2000 hours minimum (equivalent to 10+ years field service)
- Accelerated conditions: 2-5x field vibration levels for time compression
- Failure criteria: Seal integrity, electrical continuity, mechanical retention
- Intermediate inspections: Performance monitoring at regular intervals
- Statistical analysis: Weibull reliability analysis5 for failure prediction
Performance Monitoring:
- Seal integrity: Pressure decay testing, IP rating verification
- Electrical performance: Contact resistance, insulation resistance
- Mechanical properties: Torque retention, dimensional stability
- Visual inspection: Crack detection, wear assessment
- Functional testing: Installation/removal force measurement
Detailed Test Results Across Critical Applications
Our extensive testing program has generated comprehensive performance data across multiple industries and operating conditions.
Test results demonstrate that our cable glands consistently exceed standard specifications by 200-300% in vibration resistance, with zero failures in 2000-hour accelerated tests equivalent to 15+ years of field service, while maintaining full environmental sealing and electrical performance. These results validate our enhanced design approach.
Automotive Application Test Results
Test Conditions:
- Vibration profile: BMW LV 124 enhanced with field data overlay
- Frequency range: 5-2000 Hz, focus on 20-200 Hz engine harmonics
- Amplitude levels: 0.5-12g RMS with 50g shock events
- Temperature range: -40°C to +125°C during vibration
- Test duration: 2000 hours accelerated (equivalent to 200,000 miles)
Performance Results:
| Parameter | Standard Specification | Our Test Results | Performance Ratio |
|---|---|---|---|
| Vibration Level | 5g RMS max | 15g RMS passed | 3.0x specification |
| Frequency Range | 10-2000 Hz | 5-2000 Hz | Extended range |
| Seal Integrity | IP67 maintained | IP68 maintained | Superior rating |
| Electrical Continuity | <10 mΩ increase | <2 mΩ increase | 5x better stability |
| Mechanical Retention | No loosening | No loosening | Meets requirement |
Failure Analysis:
- Zero seal failures: Enhanced elastomer compounds withstand fretting
- Zero electrical failures: Improved contact design maintains continuity
- Zero mechanical failures: Reinforced threads prevent loosening
- Performance margin: 200% safety factor above field requirements
Marine/Offshore Application Test Results
Test Conditions:
- Vibration profile: DNV GL offshore platform data with wave loading
- Frequency range: 1-500 Hz with emphasis on 5-50 Hz wave frequencies
- Amplitude levels: 0.2-8g RMS with 25g shock from wave impact
- Environmental: Salt spray, temperature cycling, UV exposure
- Test duration: 3000 hours (equivalent to 20+ years offshore service)
Performance Results:
| Parameter | Marine Standard | Our Test Results | Performance Ratio |
|---|---|---|---|
| Vibration Resistance | 2g RMS | 8g RMS passed | 4.0x specification |
| Salt Spray Resistance | 1000 hours | 3000+ hours | 3x extended life |
| Temperature Cycling | -20°C to +70°C | -40°C to +85°C | Extended range |
| UV Resistance | 500 hours | 1500+ hours | 3x improvement |
| Corrosion Resistance | Grade 316 equivalent | Superior performance | Enhanced materials |
Working with Maria, a maintenance engineer for a major shipping company, we tested our cable glands on container ships operating in harsh North Atlantic conditions. After 18 months of service, our cable glands showed no degradation while competitor products required replacement due to seal failures and corrosion issues.
Industrial Automation Test Results
Test Conditions:
- Vibration profile: Manufacturing plant data from steel mills and chemical plants
- Frequency range: 10-1000 Hz with machinery harmonics
- Amplitude levels: 0.1-5g RMS with 20g impact events
- Environmental: Chemical exposure, temperature cycling, EMI
- Test duration: 2500 hours (equivalent to 15+ years continuous operation)
Performance Results:
| Parameter | Industrial Standard | Our Test Results | Performance Ratio |
|---|---|---|---|
| Vibration Endurance | 1g RMS | 5g RMS passed | 5.0x specification |
| Chemical Resistance | Standard elastomers | Enhanced compounds | Superior resistance |
| EMC Performance | Basic shielding | 80dB effectiveness | Enhanced EMC |
| Temperature Stability | -20°C to +80°C | -40°C to +100°C | Extended range |
| Maintenance Intervals | Annual inspection | 3-year intervals | Reduced maintenance |
Railway Application Test Results
Test Conditions:
- Vibration profile: High-speed rail data with track irregularities
- Frequency range: 0.5-800 Hz with wheel-rail interaction harmonics
- Amplitude levels: 0.5-10g RMS with 40g shock from rail joints
- Environmental: Weather exposure, temperature extremes, vibration
- Test duration: 2000 hours (equivalent to 1 million km service)
Performance Results:
- Vibration resistance: Passed 10g RMS continuous, 40g shock
- Fire resistance: Meets EN 45545 railway fire standards
- Weather resistance: No degradation after 2000 hours exposure
- Electrical performance: Maintained continuity throughout testing
- Mechanical integrity: Zero loosening or component failure
How Our Design Innovations Exceed Standard Performance
Our enhanced design features specifically address the limitations revealed through real-world vibration testing.
Key design innovations include advanced elastomer compounds with 300% better fatigue resistance, reinforced mechanical interfaces that prevent loosening under vibration, and optimized geometry that minimizes stress concentrations and resonant amplification. These improvements deliver superior performance beyond standard specifications.
Advanced Elastomer Technology
Enhanced Seal Compounds:
- Base polymer: HNBR (Hydrogenated Nitrile) for superior fatigue resistance
- Filler system: Nano-reinforced compounds for enhanced durability
- Plasticizer selection: Low-migration additives for long-term stability
- Cross-linking: Optimized cure system for vibration resistance
- Performance improvement: 300% increase in fatigue life vs. standard NBR
Multi-Stage Sealing System:
- Primary seal: High-performance elastomer for environmental protection
- Secondary seal: Backup protection against primary seal failure
- Drainage system: Moisture management to prevent seal degradation
- Pressure relief: Prevents seal damage from thermal expansion
- Redundancy: Multiple barriers ensure continued protection
Mechanical Design Enhancements
Anti-Vibration Thread Design:
- Thread geometry: Modified profile reduces stress concentration
- Surface treatment: Specialized coatings prevent galling and seizure
- Preload optimization: Calculated torque specifications maintain clamping force
- Lock mechanisms: Mechanical features prevent loosening under vibration
- Material selection: High-strength alloys resist fatigue failure
Stress Distribution Optimization:
- Finite element analysis: Computer modeling identifies stress concentrations
- Geometry optimization: Smooth transitions minimize stress risers
- Material distribution: Strategic reinforcement in high-stress areas
- Resonance avoidance: Design frequencies avoid problematic ranges
- Safety factors: 3-5x margins above maximum expected loads
Validation Through Field Testing
Customer Installation Monitoring:
- Performance tracking: Long-term monitoring of installed cable glands
- Failure analysis: Investigation of any field issues for design improvement
- Customer feedback: Regular communication with users for performance validation
- Continuous improvement: Design updates based on field experience
- Quality assurance: Statistical analysis of field performance data
Working with our R&D team at Bepto Connector, we continuously refine our designs based on real-world performance data. Our latest generation cable glands incorporate learnings from over 100,000 field installations, ensuring superior reliability in the most demanding vibration environments.
At Bepto Connector, we invest heavily in real-world testing because we understand that laboratory specifications alone cannot guarantee field performance. Our comprehensive vibration testing program, combined with advanced design features and premium materials, ensures our cable glands deliver exceptional reliability beyond standard specifications in your most demanding applications.
Conclusion
Real-world vibration testing reveals significant gaps between standard specifications and actual operating conditions. Our comprehensive testing program and enhanced design features ensure superior performance that exceeds laboratory specifications by 200-300% while maintaining full environmental protection and electrical integrity.
Success in demanding vibration environments requires understanding actual operating conditions and selecting cable glands designed for real-world performance rather than just laboratory compliance. At Bepto Connector, our commitment to comprehensive testing and continuous improvement ensures you receive cable glands that deliver exceptional reliability in your most challenging applications.
FAQs About Real-World Vibration Performance
Q: How do real-world vibration levels compare to standard laboratory test specifications?
A: Real-world vibration levels typically exceed standard specifications by 300-500%, with complex multi-frequency content and shock events that laboratory sinusoidal tests don’t capture. Our field measurements show automotive applications reaching 15g RMS vs. 5g in standard tests, requiring enhanced design approaches for reliable performance.
Q: What makes your cable glands perform better than standard designs in vibration environments?
A: Our enhanced designs feature advanced HNBR elastomer compounds with 300% better fatigue resistance, anti-vibration thread designs that prevent loosening, optimized geometry that minimizes stress concentrations, and multi-stage sealing systems that provide redundant protection against vibration-induced failures.
Q: How do you validate cable gland performance beyond laboratory specifications?
A: We conduct comprehensive field data acquisition to capture actual operating conditions, then replicate these environments in our laboratory using advanced multi-axis vibration systems. Our 2000+ hour accelerated tests equivalent to 15+ years of service validate performance well beyond standard specifications.
Q: What applications benefit most from enhanced vibration-resistant cable glands?
A: Automotive powertrains, offshore platforms, railway systems, industrial machinery, and aerospace applications see the greatest benefits. These environments generate complex vibrations that exceed standard specifications and require enhanced designs to prevent seal failures, electrical discontinuities, and mechanical loosening.
Q: How do you ensure long-term reliability in high-vibration applications?
A: We use accelerated life testing with 2-5x field vibration levels, continuous monitoring of field installations, statistical reliability analysis, and design safety factors of 3-5x above maximum expected loads. Our comprehensive approach ensures reliable performance throughout the intended service life.
-
Understand the key differences between simple sinusoidal tests and more realistic random vibration profiles used in product validation. ↩
-
Explore the scope of the ISO standard for electrical and electronic equipment in road vehicles, specifically regarding mechanical loads. ↩
-
Learn about this wear mechanism that occurs at the interface of contacting surfaces subjected to slight oscillatory motion. ↩
-
Discover how Power Spectral Density (PSD) is used to characterize and analyze random vibration signals. ↩
-
Understand how this statistical method is used to analyze life data, model failure rates, and predict product reliability. ↩
